S-ar putea să vă placă și
- AFICHE EDITABLE Cruz CongaDocument1 paginăAFICHE EDITABLE Cruz CongaHeiner Paredes EdquénÎncă nu există evaluări
- Red ColectoraDocument2 paginiRed ColectoraHeiner Paredes EdquénÎncă nu există evaluări
- Precio Particular in Sumo Tipov Tipo 2Document3 paginiPrecio Particular in Sumo Tipov Tipo 2Andre Calua AlarconÎncă nu există evaluări
- Carta N 06Document1 paginăCarta N 06Heiner Paredes EdquénÎncă nu există evaluări
- Panel FotograficoDocument3 paginiPanel FotograficoHeiner Paredes EdquénÎncă nu există evaluări
- Sistema de AguaDocument3 paginiSistema de AguaHeiner Paredes EdquénÎncă nu există evaluări
- Lavadero SDocument2 paginiLavadero SHeiner Paredes EdquénÎncă nu există evaluări
- PROTOTIPODocument1 paginăPROTOTIPOHeiner Paredes EdquénÎncă nu există evaluări
- Modelo de Ficha Técnicas y PresupuestosDocument1 paginăModelo de Ficha Técnicas y PresupuestosHeiner Paredes EdquénÎncă nu există evaluări
- Modelo de Ficha TecnicaDocument1 paginăModelo de Ficha TecnicaHeiner Paredes EdquénÎncă nu există evaluări
- Cajen - Febrero - Lista de TrabajadoresDocument1 paginăCajen - Febrero - Lista de TrabajadoresHeiner Paredes EdquénÎncă nu există evaluări
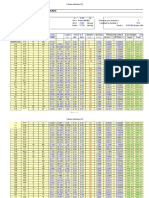
- Tabla #04Document4 paginiTabla #04Heiner Paredes EdquénÎncă nu există evaluări
- Manual Et Leica Flexline Esp - v2.0Document328 paginiManual Et Leica Flexline Esp - v2.0kichay13Încă nu există evaluări
- Formulario de Campo 2B: Empadronamiento Medios de VidaDocument1 paginăFormulario de Campo 2B: Empadronamiento Medios de VidaHeiner Paredes Edquén0% (1)
- 002 FACHADAS PresupuestoDocument7 pagini002 FACHADAS PresupuestoHeiner Paredes EdquénÎncă nu există evaluări
- Datos EstructuralesDocument1 paginăDatos EstructuralesHeiner Paredes EdquénÎncă nu există evaluări
- SimulacroDocument5 paginiSimulacroHeiner Paredes EdquénÎncă nu există evaluări
- Ficha de Afiliacion APPDocument2 paginiFicha de Afiliacion APPSally ZarzosaÎncă nu există evaluări
- Medidas CautelaresDocument5 paginiMedidas CautelaresHeiner Paredes EdquénÎncă nu există evaluări
- The WeatherDocument17 paginiThe WeatherHeiner Paredes EdquénÎncă nu există evaluări
- Ley 27972Document86 paginiLey 27972Rolando Agramonte RamosÎncă nu există evaluări
- Membre TeDocument1 paginăMembre TeHeiner Paredes EdquénÎncă nu există evaluări
- Horario MatriculaDocument1 paginăHorario MatriculaHeiner Paredes EdquénÎncă nu există evaluări
- Ley 27972Document86 paginiLey 27972Rolando Agramonte RamosÎncă nu există evaluări
- Formato Declaracion Jurada de Domicilio SimpleDocument1 paginăFormato Declaracion Jurada de Domicilio SimpleAnonymous JfDQXmcMlS0% (1)
- E.080 Construcció N Con Tierra PDFDocument29 paginiE.080 Construcció N Con Tierra PDFfelixÎncă nu există evaluări
- Trabajo 3Document56 paginiTrabajo 3Heiner Paredes EdquénÎncă nu există evaluări
- Densidad de Muros AlbDocument2 paginiDensidad de Muros AlbHeiner Paredes EdquénÎncă nu există evaluări
- Pareto 1Document4 paginiPareto 1Heiner Paredes EdquénÎncă nu există evaluări
- TraduccionDocument7 paginiTraduccionKelly Maribel Moreno GuastiÎncă nu există evaluări
- Obtencion de Datos GeograficosDocument31 paginiObtencion de Datos GeograficosAlcides CalderonÎncă nu există evaluări
- LuminolDocument9 paginiLuminolEdwin Giovanny Herrera BucheliÎncă nu există evaluări
- Estadisticas Del Papel en EcuadorDocument3 paginiEstadisticas Del Papel en EcuadorVerito CoronelÎncă nu există evaluări
- Sanitario Happy Ficha Tecnica PDFDocument1 paginăSanitario Happy Ficha Tecnica PDFMcDonnell SilvaÎncă nu există evaluări
- Cubrebocas en Tiempos de Pandemia, Revisión Histórica, Científica Y Recomendaciones PrácticasDocument19 paginiCubrebocas en Tiempos de Pandemia, Revisión Histórica, Científica Y Recomendaciones PrácticasLaura Lucia Tellez RojasÎncă nu există evaluări
- Sesion 9 Ahv Fórmula Polinómica y Calculo de ReajustesDocument35 paginiSesion 9 Ahv Fórmula Polinómica y Calculo de ReajustesClash ClansÎncă nu există evaluări
- Estudio de Caso - CMTD - EnunciadoDocument2 paginiEstudio de Caso - CMTD - EnunciadoAlejandro usma ladinoÎncă nu există evaluări
- Aritmetica PORCENTAJESDocument6 paginiAritmetica PORCENTAJESjulio cajigasÎncă nu există evaluări
- Evaluación Del Gasto PúblicoDocument7 paginiEvaluación Del Gasto PúblicoCarlos MatallanaÎncă nu există evaluări
- El BasquetbolDocument8 paginiEl BasquetbolMoises FerjosÎncă nu există evaluări
- Mapa Conceptual de Emprendimiento 10Document1 paginăMapa Conceptual de Emprendimiento 10Christian RomeroÎncă nu există evaluări
- Deberes 6Document2 paginiDeberes 6David Olivera CarrizoÎncă nu există evaluări
- Diarios EspecializadosDocument3 paginiDiarios EspecializadosJEOVANNYÎncă nu există evaluări
- Elect Dev Cir Capitulo 5 Part1.en - EsDocument63 paginiElect Dev Cir Capitulo 5 Part1.en - EsJaime VargasÎncă nu există evaluări
- Parte 2 - Prueba Sensor de La Posición Del Cigüeñal (1994-1996) Jeep XJDocument6 paginiParte 2 - Prueba Sensor de La Posición Del Cigüeñal (1994-1996) Jeep XJJavier ZabaletaÎncă nu există evaluări
- Codigo Conducta SEPDocument2 paginiCodigo Conducta SEPVictor Alfonso BarreraÎncă nu există evaluări
- Caida de RocasDocument41 paginiCaida de RocasEduardo Arias TranquiloÎncă nu există evaluări
- Registro de DerramesDocument45 paginiRegistro de DerramesSebastian Leonardo HuarachiÎncă nu există evaluări
- Brum EnsaioDocument56 paginiBrum EnsaioJoao Marcelo Alfaya OliveiraÎncă nu există evaluări
- Cronograma Visual - Economía General (3) - JPNBPDDocument1 paginăCronograma Visual - Economía General (3) - JPNBPDYamali PerlacioÎncă nu există evaluări
- Carrera Diplomatica y ConsularDocument2 paginiCarrera Diplomatica y ConsularJuan Pablo Rincon SayasÎncă nu există evaluări
- Antenas VHF y UhfDocument7 paginiAntenas VHF y UhfDaniel AnayaÎncă nu există evaluări
- Generacion de CelularesDocument7 paginiGeneracion de CelularesMiguel YE RivasÎncă nu există evaluări
- M3 Estudio de Mercado 1Document28 paginiM3 Estudio de Mercado 1I ONLYÎncă nu există evaluări
- Solicito Se Me Consigne en Mo Boleta de Pago El Concepto Del QuinquenioDocument1 paginăSolicito Se Me Consigne en Mo Boleta de Pago El Concepto Del QuinquenioErwin EduardoÎncă nu există evaluări
- Listado AsistenciaDocument2 paginiListado Asistenciaadriana aguirreÎncă nu există evaluări
- PETS-35 MinicargadorDocument2 paginiPETS-35 MinicargadorOscar CorreaÎncă nu există evaluări
- UD 5. Gestión de La Documentación de Puesta en Marcha de Un NegocioDocument15 paginiUD 5. Gestión de La Documentación de Puesta en Marcha de Un Negociolucia100% (1)
- Matemáticas Financieras para Toma de Decisiones EmpresarialesDocument5 paginiMatemáticas Financieras para Toma de Decisiones EmpresarialesNinia TsiÎncă nu există evaluări