S-ar putea să vă placă și
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Lamp IranDocument2 paginiLamp IranWiriyan JordyÎncă nu există evaluări
- Draws Indonesia OpenDocument15 paginiDraws Indonesia OpenShanjiChristianKomalingÎncă nu există evaluări
- Synthesis and Magnetic Properties of Fe O Nanoparticles: Yuan-Hui Zheng, Yao Cheng, Feng Bao, Yuan-Sheng WangDocument5 paginiSynthesis and Magnetic Properties of Fe O Nanoparticles: Yuan-Hui Zheng, Yao Cheng, Feng Bao, Yuan-Sheng WangWiriyan JordyÎncă nu există evaluări
- Fe CHRCDocument4 paginiFe CHRCWiriyan JordyÎncă nu există evaluări
- OilDocument19 paginiOilWiriyan JordyÎncă nu există evaluări
- Physicochemical and Antioxidant Characteristics of Kapok (Ceiba Pentandra Gaertn.) Seed OilDocument9 paginiPhysicochemical and Antioxidant Characteristics of Kapok (Ceiba Pentandra Gaertn.) Seed OilWiriyan JordyÎncă nu există evaluări
- K 7 CeibaDocument4 paginiK 7 CeibaWiriyan JordyÎncă nu există evaluări
- Sample: Global BiodieselDocument5 paginiSample: Global BiodieselWiriyan JordyÎncă nu există evaluări
- 028 eDocument6 pagini028 eWiriyan JordyÎncă nu există evaluări
- Hazards Analysis Guide A Reference Manual For Analyzing Safety Hazards On Semiconductor Manufacturing Equipment PDFDocument46 paginiHazards Analysis Guide A Reference Manual For Analyzing Safety Hazards On Semiconductor Manufacturing Equipment PDFdckristantoÎncă nu există evaluări
- Glycerol Production by Microbial Fermentation A ReviewDocument23 paginiGlycerol Production by Microbial Fermentation A ReviewMiki LevyÎncă nu există evaluări
- New1 PDFDocument4 paginiNew1 PDFWiriyan JordyÎncă nu există evaluări
- Kale OralDocument2 paginiKale OralWiriyan JordyÎncă nu există evaluări
- 1 PB PDFDocument7 pagini1 PB PDFDewi SrianaÎncă nu există evaluări
- 028 eDocument6 pagini028 eWiriyan JordyÎncă nu există evaluări
- 102761Document169 pagini102761Mahathir Nur Muhammad0% (1)
- 028 eDocument6 pagini028 eWiriyan JordyÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Actividad 1 Lorena GuerreroDocument4 paginiActividad 1 Lorena GuerreroAlfonso GutierrezÎncă nu există evaluări
- 82 To 88 CompleteDocument6 pagini82 To 88 CompleteUmer KhanÎncă nu există evaluări
- H Molecule. The First Problem They Considered Was The Determination of The Change inDocument2 paginiH Molecule. The First Problem They Considered Was The Determination of The Change inDesita KamilaÎncă nu există evaluări
- IBM Whitepaper OSIMMDocument22 paginiIBM Whitepaper OSIMMKlaus DoernerÎncă nu există evaluări
- Flapper Diverter Valve BrochureDocument4 paginiFlapper Diverter Valve BrochureRicardo Ramírez ZapataÎncă nu există evaluări
- Toyota Diesel Piston MedidasDocument31 paginiToyota Diesel Piston MedidasCarlosArataÎncă nu există evaluări
- PD 8010 2 Presentation April 2005 NewDocument40 paginiPD 8010 2 Presentation April 2005 NewSuphi YükselÎncă nu există evaluări
- Free Gear Calculator - KHK GearsDocument5 paginiFree Gear Calculator - KHK GearslawlawÎncă nu există evaluări
- Lysaght SmartrussDocument2 paginiLysaght Smartrussiker880% (1)
- Qualcomm Extensible Diagnostic MonitorDocument2 paginiQualcomm Extensible Diagnostic MonitorGuilherme Pereira0% (1)
- ETABS 19.0.0-Report ViewerDocument207 paginiETABS 19.0.0-Report ViewerDaniel Pesca SilvaÎncă nu există evaluări
- Am 3517Document221 paginiAm 3517mudit9_mÎncă nu există evaluări
- Understanding IBR 1950Document7 paginiUnderstanding IBR 1950sammar_10Încă nu există evaluări
- HSE FRM 32 Final Incident ReportDocument6 paginiHSE FRM 32 Final Incident ReportDilshad aliÎncă nu există evaluări
- DSTV Channel PublicDocument3 paginiDSTV Channel PublicCalvin MulaudziÎncă nu există evaluări
- PPTDocument22 paginiPPTMuhamMad TaufikÎncă nu există evaluări
- Analysis and Design of MOSFET Based Amplifier in Different ConfigurationsDocument8 paginiAnalysis and Design of MOSFET Based Amplifier in Different ConfigurationsPraveen KumarÎncă nu există evaluări
- Pre Accion PDFDocument8 paginiPre Accion PDFjhoger2012Încă nu există evaluări
- Chemical BondingDocument27 paginiChemical BondingSachin Kumar50% (2)
- Pds Microstran LTR en LRDocument2 paginiPds Microstran LTR en LRthaoÎncă nu există evaluări
- Delphi Informant Magazine Issue 3 Volume 6 2000Document36 paginiDelphi Informant Magazine Issue 3 Volume 6 2000Raimo JankaÎncă nu există evaluări
- H Beam Load Bearing CalculationDocument31 paginiH Beam Load Bearing CalculationMuhammad Attiq Ur RahmanÎncă nu există evaluări
- Seismic Strengthening of Reinforced Concrete Columns With Straight Carbon Fibre Reinforced Polymer (CFRP) AnchorsDocument15 paginiSeismic Strengthening of Reinforced Concrete Columns With Straight Carbon Fibre Reinforced Polymer (CFRP) AnchorsKevin Paul Arca RojasÎncă nu există evaluări
- Iec TS 62257-7-1-2006Document86 paginiIec TS 62257-7-1-2006Yassine BecharÎncă nu există evaluări
- Vmware ManualDocument512 paginiVmware ManualMohd Safian ZakariaÎncă nu există evaluări
- Caterpillar Service ManualDocument242 paginiCaterpillar Service Manualsmudger197390% (52)
- Databook Continental Agri 2006 PDFDocument0 paginiDatabook Continental Agri 2006 PDFdanilo3073Încă nu există evaluări
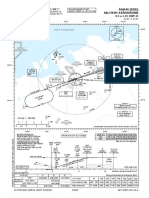
- I/G/O I/G/O A/M/I: Instrument Approach Chart - IcaoDocument1 paginăI/G/O I/G/O A/M/I: Instrument Approach Chart - IcaoMIkołaj MorzeÎncă nu există evaluări
- LockingDocument8 paginiLockingDaniel ManoÎncă nu există evaluări
- Vray Material Settings: COMP 423: Cadd For ArchitectureDocument18 paginiVray Material Settings: COMP 423: Cadd For ArchitectureMarvin GonzalesÎncă nu există evaluări