S-ar putea să vă placă și
- Reinforced Masonry Engineering Handbook .6th - Ed.secDocument647 paginiReinforced Masonry Engineering Handbook .6th - Ed.secEc Ef100% (2)
- Shear Connection - Beam - Steel Column - Fin PlateDocument30 paginiShear Connection - Beam - Steel Column - Fin Platekalpanaadhi100% (3)
- Fluidized Beds (Part 1)Document40 paginiFluidized Beds (Part 1)Dennis LingÎncă nu există evaluări
- Solar Grain Dryer Dr. George OwinoDocument11 paginiSolar Grain Dryer Dr. George OwinoGeorge OparÎncă nu există evaluări
- Advantage Mud Manual PDFDocument408 paginiAdvantage Mud Manual PDFEduardo Guajardo100% (2)
- Deformation and Strength of Embankments On Soft Dutch SoilDocument14 paginiDeformation and Strength of Embankments On Soft Dutch Soilmkon79Încă nu există evaluări
- Design of Concrete Structures 15th Edition Ebook PDFDocument61 paginiDesign of Concrete Structures 15th Edition Ebook PDFmario.becker25297% (37)
- Lab 1 Fluidized BedDocument21 paginiLab 1 Fluidized Bedbedirtupak81% (26)
- Plant Utilities - Instrument Air Systems PDFDocument5 paginiPlant Utilities - Instrument Air Systems PDFAnurag TripathiÎncă nu există evaluări
- 2018 Physical Metallurgy Principles and Design - Haidemenopoulos, Gregory N PDFDocument490 pagini2018 Physical Metallurgy Principles and Design - Haidemenopoulos, Gregory N PDFPhạm Thịnh100% (1)
- Schlumberger Log Interpretation Charts PDFDocument187 paginiSchlumberger Log Interpretation Charts PDFLaode Faisal RahmanÎncă nu există evaluări
- Fluid Bed Drying FundamentalsDocument83 paginiFluid Bed Drying FundamentalsPassmore Dube100% (1)
- Valve Tray Pressure Drop ModelDocument2 paginiValve Tray Pressure Drop ModeljokishÎncă nu există evaluări
- ETABS Examples ManualDocument50 paginiETABS Examples ManualnasrÎncă nu există evaluări
- Low Cost Fluidized Bed Reactor DesignDocument13 paginiLow Cost Fluidized Bed Reactor Designmalavur50% (2)
- Fluid PackageDocument5 paginiFluid Packagemabdulwasay90100% (1)
- Prestressed Concrete Design Lecture NotesDocument52 paginiPrestressed Concrete Design Lecture NotesChristopher John Natividad100% (1)
- Soil Mechanics Lab ManualDocument64 paginiSoil Mechanics Lab ManualSathya Narayanan100% (1)
- Nut CokeDocument10 paginiNut Cokescribdaccount0Încă nu există evaluări
- Fluid Bed Drying PDFDocument83 paginiFluid Bed Drying PDFsouhir gritliÎncă nu există evaluări
- Climate Change Test ReviewDocument1 paginăClimate Change Test ReviewSabrina Lavega67% (3)
- How Relative Humidity Affects Random Packing ExperimentsDocument5 paginiHow Relative Humidity Affects Random Packing ExperimentsJorge Eduardo FiscinaÎncă nu există evaluări
- PG Lab Manual BECDocument29 paginiPG Lab Manual BECSharath RMÎncă nu există evaluări
- Drum Dryer Moisture ControlDocument12 paginiDrum Dryer Moisture ControlJason RichardsonÎncă nu există evaluări
- 1Particle-Size Analysis of SoilDocument17 pagini1Particle-Size Analysis of SoilJoseph LopezÎncă nu există evaluări
- Compaction Dynamics of Wet Granular Assemblies: 10.1103/physrevlett.105.048001Document4 paginiCompaction Dynamics of Wet Granular Assemblies: 10.1103/physrevlett.105.048001Jorge Eduardo FiscinaÎncă nu există evaluări
- 1996 Food Eng 28 (3-4)Document12 pagini1996 Food Eng 28 (3-4)rahiman37Încă nu există evaluări
- Microgranulation of fine cornstarch powders in a novel rotating fluidized bed granulatorDocument6 paginiMicrogranulation of fine cornstarch powders in a novel rotating fluidized bed granulatorBlagojeÎncă nu există evaluări
- Bubbling Fluidization (Handbook of Fluidization and Fluid Particle Systems)Document59 paginiBubbling Fluidization (Handbook of Fluidization and Fluid Particle Systems)Kelvin Ka Yip FungÎncă nu există evaluări
- Drying of Solids in Fluidized BedsDocument10 paginiDrying of Solids in Fluidized BedsJajabor JibonÎncă nu există evaluări
- Relative Density Test ExplainedDocument15 paginiRelative Density Test ExplainedAndyra Jaiz BadduÎncă nu există evaluări
- Transportation of Coarse Coal in A Fine MediumDocument7 paginiTransportation of Coarse Coal in A Fine Mediumaaa aaaaaÎncă nu există evaluări
- Minimum Wetting and Distribution RatesDocument9 paginiMinimum Wetting and Distribution RatesIsabel López TresgalloÎncă nu există evaluări
- Prediction of Drying Shrinkage of Portland Cement Paste: Influence of Shrinkage MechanismsDocument18 paginiPrediction of Drying Shrinkage of Portland Cement Paste: Influence of Shrinkage MechanismsYounessalamiÎncă nu există evaluări
- Soil Compaction: Factors, Tests, and Field Density DeterminationDocument20 paginiSoil Compaction: Factors, Tests, and Field Density DeterminationMiya GomezÎncă nu există evaluări
- Influencia Del Agua en La SinterizacionDocument7 paginiInfluencia Del Agua en La SinterizacionRuselkis FloresÎncă nu există evaluări
- Heat and Mass Transfer Enforcement of Vibrating Fluidized BedDocument6 paginiHeat and Mass Transfer Enforcement of Vibrating Fluidized BedTuiÎncă nu există evaluări
- On The Effective Diffusivity Under Chemical Reaction in Porous MediaDocument7 paginiOn The Effective Diffusivity Under Chemical Reaction in Porous MediaGabriel F RuedaÎncă nu există evaluări
- Shanz - Vermeer 1996 - Angles of Friction and Dilatancy of SandDocument7 paginiShanz - Vermeer 1996 - Angles of Friction and Dilatancy of Sandjorge.jimenezÎncă nu există evaluări
- Yeast Fermentation Kinetics StudyDocument12 paginiYeast Fermentation Kinetics StudySahil BhujbalÎncă nu există evaluări
- Simplified Scaling Relationships For Fluidized Beds: L.R. Glicksman, M. Hyre and K. WoloshunDocument23 paginiSimplified Scaling Relationships For Fluidized Beds: L.R. Glicksman, M. Hyre and K. WoloshunMogahed OsmanÎncă nu există evaluări
- Soil Composition Classification NotesDocument38 paginiSoil Composition Classification NotesfightermpÎncă nu există evaluări
- Mathematical Description of The Drying Rate of Fully Exposed CornDocument5 paginiMathematical Description of The Drying Rate of Fully Exposed CorngwodajeÎncă nu există evaluări
- CI CafeínaDocument8 paginiCI CafeínaRuiz ManuelÎncă nu există evaluări
- Xie L., Rielly C.D., Eagles W., Özcan-Taşkin G. - De-Agglomeration of Pre-Wetted Nano-Particles UsingDocument8 paginiXie L., Rielly C.D., Eagles W., Özcan-Taşkin G. - De-Agglomeration of Pre-Wetted Nano-Particles UsingJordy CanalesÎncă nu există evaluări
- Soil Compaction: Source: Principles of Geotechnical Engineering, 7 Edition By: Braja M. DasDocument41 paginiSoil Compaction: Source: Principles of Geotechnical Engineering, 7 Edition By: Braja M. DasJocydane PachecoÎncă nu există evaluări
- Keey 1990Document3 paginiKeey 1990lorencorumbaÎncă nu există evaluări
- Buoyant MethodDocument5 paginiBuoyant MethodDrajad IndahÎncă nu există evaluări
- Determination of Drying Characteristics of Different SolidsDocument3 paginiDetermination of Drying Characteristics of Different Solidsmihau11235813Încă nu există evaluări
- Lab Report 4Document14 paginiLab Report 4zulaika fahmiÎncă nu există evaluări
- 7th Sem PPT FinalDocument28 pagini7th Sem PPT FinalDeepa JethvaÎncă nu există evaluări
- Cycle 2 Experiment 1Document12 paginiCycle 2 Experiment 1Noreen Valerie SaldoÎncă nu există evaluări
- Standard procedure for sieve analysis of sandDocument10 paginiStandard procedure for sieve analysis of sandNikos MaravelakisÎncă nu există evaluări
- Design Recommendations For Subsurface Flow Constructed Wetlands For Nitrification and Denitrification - PlatzerDocument9 paginiDesign Recommendations For Subsurface Flow Constructed Wetlands For Nitrification and Denitrification - PlatzertainamagalhaesÎncă nu există evaluări
- Surface TensionDocument5 paginiSurface Tensiondoulat2000Încă nu există evaluări
- Kelompok 1 Scale Up 3Document10 paginiKelompok 1 Scale Up 3YuliusDenisChrismaajiÎncă nu există evaluări
- Aplicacion Kruss Teoria de Espuma PDFDocument5 paginiAplicacion Kruss Teoria de Espuma PDFNicola MargarelliÎncă nu există evaluări
- Alves, Maia, Vasconcelos - 2002 - Experimental and Modelling Study of Gas Dispersion in A Double Turbine Stirred TankDocument10 paginiAlves, Maia, Vasconcelos - 2002 - Experimental and Modelling Study of Gas Dispersion in A Double Turbine Stirred TankKita de AzevedoÎncă nu există evaluări
- Measuring Small Volumes Using Gravimetric MethodDocument5 paginiMeasuring Small Volumes Using Gravimetric MethodHafidÎncă nu există evaluări
- Dewatering of CakesDocument7 paginiDewatering of CakesFelipe MilhomemÎncă nu există evaluări
- Lin 2003Document4 paginiLin 2003rospitauli24Încă nu există evaluări
- Fluid Dynamics Research TopicsDocument6 paginiFluid Dynamics Research TopicsJohn Rhey Almojallas BenedictoÎncă nu există evaluări
- Dimensionless Mass Transfer CorrelationsDocument9 paginiDimensionless Mass Transfer CorrelationsLaura FrancoÎncă nu există evaluări
- 1 s2.0 S0008884600004178 MainDocument6 pagini1 s2.0 S0008884600004178 MainMihaela LetÎncă nu există evaluări
- Experiment Title: Fixed and Fluidized Bed Aim of Experiment: To Investigate TheDocument34 paginiExperiment Title: Fixed and Fluidized Bed Aim of Experiment: To Investigate TheMartins OjoÎncă nu există evaluări
- CIE 047 - Lesson 6&7Document37 paginiCIE 047 - Lesson 6&7Denver BalcitaÎncă nu există evaluări
- Surface Tension MeasurementsDocument7 paginiSurface Tension MeasurementsXena Jenn Y. BacsarpaÎncă nu există evaluări
- 22 Unit Operations of Particulate SolidsDocument3 pagini22 Unit Operations of Particulate SolidsjijiakdkclsikfdsÎncă nu există evaluări
- Fluid Mixing II: A Symposium Organised by the Yorkshire Branch and the Fluid Mixing Processes Subject Group of the Institution of Chemical Engineers and Held at Bradford University, 3-5 April 1984De la EverandFluid Mixing II: A Symposium Organised by the Yorkshire Branch and the Fluid Mixing Processes Subject Group of the Institution of Chemical Engineers and Held at Bradford University, 3-5 April 1984Încă nu există evaluări
- 1 s2.0 S0016236113009307 MainDocument7 pagini1 s2.0 S0016236113009307 MainAngela Paul PeterÎncă nu există evaluări
- Industrial Crops and Products: Katrina Pui Yee Shak, Ta Yeong WuDocument10 paginiIndustrial Crops and Products: Katrina Pui Yee Shak, Ta Yeong WuAngela Paul PeterÎncă nu există evaluări
- Property 20package 20descriptionsDocument23 paginiProperty 20package 20descriptionsGonnartÎncă nu există evaluări
- Ie 500084 WDocument13 paginiIe 500084 WAngela Paul PeterÎncă nu există evaluări
- Thermodynamic and Economic Analysis of A Binary Geothermal Power Plant Feasibility Study4Document24 paginiThermodynamic and Economic Analysis of A Binary Geothermal Power Plant Feasibility Study4Angela Paul PeterÎncă nu există evaluări
- Lecture1 PDFDocument18 paginiLecture1 PDFAngela Paul PeterÎncă nu există evaluări
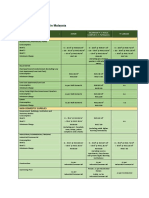
- Water Tariff: Table 29: Water Rates in MalaysiaDocument12 paginiWater Tariff: Table 29: Water Rates in MalaysiaAngela Paul PeterÎncă nu există evaluări
- Moringa PDFDocument7 paginiMoringa PDFAngela Paul PeterÎncă nu există evaluări
- Energy: B. SuphanitDocument10 paginiEnergy: B. SuphanitAngela Paul PeterÎncă nu există evaluări
- Internal Heat Integrated Distillation Columns (IHIDiCs) - NewDocument9 paginiInternal Heat Integrated Distillation Columns (IHIDiCs) - NewAngela Paul PeterÎncă nu există evaluări
- Nternally Heat-Integrated DistillationDocument16 paginiNternally Heat-Integrated DistillationAngela Paul PeterÎncă nu există evaluări
- Drying in The Pharmaceutical and Biotechnology FieldsDocument2 paginiDrying in The Pharmaceutical and Biotechnology FieldsAngela Paul PeterÎncă nu există evaluări
- Approximate Design and Cost Evaluation of InternallyDocument6 paginiApproximate Design and Cost Evaluation of InternallyAngela Paul PeterÎncă nu există evaluări
- Lecture 3 (16-17) - Thermo Model, Hypo, SubflowsheetDocument15 paginiLecture 3 (16-17) - Thermo Model, Hypo, SubflowsheetAngela Paul PeterÎncă nu există evaluări
- Process SynthesisDocument14 paginiProcess SynthesisAngela Paul PeterÎncă nu există evaluări
- Chips DryingDocument8 paginiChips DryingganeshmandalikÎncă nu există evaluări
- Problem 2.4 SolutionDocument2 paginiProblem 2.4 SolutionAngela Paul PeterÎncă nu există evaluări
- Lecture 3 ClassnoteDocument14 paginiLecture 3 ClassnoteAngela Paul PeterÎncă nu există evaluări
- MCE 403-Pelton Turbine Experiment SheetDocument7 paginiMCE 403-Pelton Turbine Experiment SheetBIPIN SHARMAÎncă nu există evaluări
- Lecture 2 (16-17) - Intro To HYSYSDocument16 paginiLecture 2 (16-17) - Intro To HYSYSAngela Paul PeterÎncă nu există evaluări
- Lecture 2 (B) - Waste MinimizationDocument9 paginiLecture 2 (B) - Waste MinimizationAngela Paul PeterÎncă nu există evaluări
- Pumps and Pumping Systems ExplainedDocument32 paginiPumps and Pumping Systems ExplainedAngela Paul PeterÎncă nu există evaluări
- De Almeida Et Al., 2015Document11 paginiDe Almeida Et Al., 2015lianyÎncă nu există evaluări
- Behaviour of Bolted Flange Joints in Tubular Structures Under Monotonic, Repeated and Fatigue Loadings I Experimental TestsDocument11 paginiBehaviour of Bolted Flange Joints in Tubular Structures Under Monotonic, Repeated and Fatigue Loadings I Experimental TestsRino NelsonÎncă nu există evaluări
- Distinguishing Between Ionic and Covalent Compounds LabDocument3 paginiDistinguishing Between Ionic and Covalent Compounds LabSamuelÎncă nu există evaluări
- Electrostatic Potential and Capacitance 2022Document28 paginiElectrostatic Potential and Capacitance 2022SanjanaÎncă nu există evaluări
- Science 2010, 330, 933 (P450) PDFDocument6 paginiScience 2010, 330, 933 (P450) PDFCarlotaÎncă nu există evaluări
- Force Questions and AnswersDocument6 paginiForce Questions and AnswersKANCHAN KONDEKARÎncă nu există evaluări
- UNIVERSITI TUNKU ABDUL RAHMAN Mechanics Tutorial Rotational Motion & DynamicsDocument3 paginiUNIVERSITI TUNKU ABDUL RAHMAN Mechanics Tutorial Rotational Motion & DynamicsYong HaoÎncă nu există evaluări
- Section 10.2: Theoretical Acid-Base Definitions: Chapter 10: Acids and BasesDocument2 paginiSection 10.2: Theoretical Acid-Base Definitions: Chapter 10: Acids and BasesPavni ChandaniÎncă nu există evaluări
- Proof Hi PDFDocument29 paginiProof Hi PDF孙中体Încă nu există evaluări
- RAM Frame - Semirigid Diaphragms FAQ - RAM - STAAD Wiki - RAM - STAAD - Bentley CommunitiesDocument8 paginiRAM Frame - Semirigid Diaphragms FAQ - RAM - STAAD Wiki - RAM - STAAD - Bentley CommunitiesPourang EzzatfarÎncă nu există evaluări
- SNI 4658-2008-Pelek Kategori LDocument4 paginiSNI 4658-2008-Pelek Kategori LDimazNugrahaÎncă nu există evaluări
- Pile Foundation Design: Dr. Magdi ZumrawiDocument19 paginiPile Foundation Design: Dr. Magdi Zumrawiahmed_cv30Încă nu există evaluări
- Casting Forming Welding Thermal CyclesDocument25 paginiCasting Forming Welding Thermal CyclesJordArt GRÎncă nu există evaluări
- Quantum wells and quantum dots for photonics and electronics fundamentalsDocument8 paginiQuantum wells and quantum dots for photonics and electronics fundamentalswuasamomÎncă nu există evaluări
- GK 3165 Serti̇fi̇kaDocument1 paginăGK 3165 Serti̇fi̇kanedim cılızÎncă nu există evaluări
- EN 287-1-2011-Otkl (Grupi Celici)Document1 paginăEN 287-1-2011-Otkl (Grupi Celici)Vasko MandilÎncă nu există evaluări
- FailureNotes PDFDocument8 paginiFailureNotes PDFsameshni pillayÎncă nu există evaluări
- GWH Module 1 NotesDocument6 paginiGWH Module 1 NotesSahil AmeerÎncă nu există evaluări
- Numerical Simulation of Seismic Slope Stability Analysis Based On Tension-Shear Failure MechanismDocument12 paginiNumerical Simulation of Seismic Slope Stability Analysis Based On Tension-Shear Failure MechanismPaul Pinedo VilcahuamánÎncă nu există evaluări
- Sol-Gel Synthesis of Zinc Oxide Nanoparticles Using Citrus Aurantifolia ExtractsDocument4 paginiSol-Gel Synthesis of Zinc Oxide Nanoparticles Using Citrus Aurantifolia ExtractsAnonymous ix7WERGÎncă nu există evaluări
- CHE 314 - 2 Mechanics of ParticlesDocument33 paginiCHE 314 - 2 Mechanics of ParticlesAbdulrahim SegirÎncă nu există evaluări