S-ar putea să vă placă și
- 120 Ejercicios para Un Cuerpo Flexible Y Tonificado (Raisin, 2003)Document161 pagini120 Ejercicios para Un Cuerpo Flexible Y Tonificado (Raisin, 2003)Rachel Simmons100% (1)
- Alimentacion de Un FutbolistaDocument7 paginiAlimentacion de Un FutbolistaAnonymous HZS9wvWA5D100% (1)
- Coliformes 2Document22 paginiColiformes 2Maria Huanchi Condori100% (1)
- PDF Ficha Tecnica Yogurt Sena DLDocument3 paginiPDF Ficha Tecnica Yogurt Sena DLCristhian Jose Rondon HernandezÎncă nu există evaluări
- Análisis de 5 fuerzas de Porter y FODA de RedondosDocument7 paginiAnálisis de 5 fuerzas de Porter y FODA de RedondosBryan Morales0% (1)
- Análisis de 5 fuerzas de Porter y FODA de RedondosDocument7 paginiAnálisis de 5 fuerzas de Porter y FODA de RedondosBryan Morales0% (1)
- Plaza de Armas de CuscoDocument4 paginiPlaza de Armas de CuscoLeds DJÎncă nu există evaluări
- Protocolo TARDocument1 paginăProtocolo TARFrancisca AndreaÎncă nu există evaluări
- Microbiologia PredictivaDocument4 paginiMicrobiologia PredictivaLaura Valentina Ortiz Argüello0% (1)
- NTC 669 Aceite OleginosasDocument5 paginiNTC 669 Aceite OleginosasLiz CalidadÎncă nu există evaluări
- Fundamentación teórico-práctica inicial para química analíticaDe la EverandFundamentación teórico-práctica inicial para química analíticaÎncă nu există evaluări
- Anexo 3 Plan Haccp PolleriaDocument41 paginiAnexo 3 Plan Haccp Pollerialeidy ysiqueÎncă nu există evaluări
- 4Document17 pagini4Maycol Lázaro Chochoca LeónÎncă nu există evaluări
- Presentacion Degradacion Cianuro Artesanal para SAN MARCOSDocument24 paginiPresentacion Degradacion Cianuro Artesanal para SAN MARCOSDiego Alonso Guzman RomeroÎncă nu există evaluări
- Manual de Analisis de Aguas ResidualesDocument159 paginiManual de Analisis de Aguas ResidualesFranklin Mallma HuamanÎncă nu există evaluări
- La Auténtica Salsa Boloñesa y Otras Recetas ItalianasDocument3 paginiLa Auténtica Salsa Boloñesa y Otras Recetas ItalianaspacoÎncă nu există evaluări
- Laboratorio de Confitería: Compendio de prácticasDe la EverandLaboratorio de Confitería: Compendio de prácticasÎncă nu există evaluări
- Embalaje AntimicrobianoDocument1 paginăEmbalaje AntimicrobianoKarla GÎncă nu există evaluări
- 06 - 3277 Haccp Chocolate Liquido Guatemala PDFDocument65 pagini06 - 3277 Haccp Chocolate Liquido Guatemala PDFOperaciones Monte AconcaguaÎncă nu există evaluări
- Ficha TécnicaDocument4 paginiFicha TécnicaFelipe AlvaradoÎncă nu există evaluări
- Productos CuradosDocument26 paginiProductos CuradosSalvador Diaz MerazÎncă nu există evaluări
- Plan Haccp en Pescado Congelado Modif MiltonDocument6 paginiPlan Haccp en Pescado Congelado Modif MiltonCesarCasabonaÎncă nu există evaluări
- Guias Leches Fermentadas (Final) PDFDocument22 paginiGuias Leches Fermentadas (Final) PDFbryanÎncă nu există evaluări
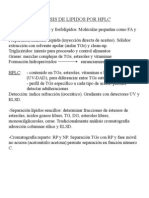
- Aplicaciones HPLC Alimentos-DicDocument20 paginiAplicaciones HPLC Alimentos-DicRichard BarrenecheaÎncă nu există evaluări
- Diseño de Un Sistema de Inocuidad Mediante El Análisis de Peligros y Puntos Críticos de Control en La Planta Procesadora de Yogurt MigurtDocument71 paginiDiseño de Un Sistema de Inocuidad Mediante El Análisis de Peligros y Puntos Críticos de Control en La Planta Procesadora de Yogurt MigurtMaría A. Odreman100% (1)
- BPM-M-001 Manual de Buenas Prácticas de Manufactura e Higiene y SaneamientoDocument29 paginiBPM-M-001 Manual de Buenas Prácticas de Manufactura e Higiene y Saneamientotigrecito244Încă nu există evaluări
- Validacion y Habilitación SanitariaDocument17 paginiValidacion y Habilitación SanitariaKelly PintoÎncă nu există evaluări
- Acta Inspección Sanitaria INVIMA JDocument11 paginiActa Inspección Sanitaria INVIMA JElena MuñetonÎncă nu există evaluări
- Tecnologia en La Elaboracion de Queso 2019 B PDFDocument29 paginiTecnologia en La Elaboracion de Queso 2019 B PDFMargarita MartinezÎncă nu există evaluări
- Evaluacion Sensorial de CarnicosDocument5 paginiEvaluacion Sensorial de CarnicosAngie ArdilaÎncă nu există evaluări
- BPM O8Document6 paginiBPM O8Carlos AgurtoÎncă nu există evaluări
- Análisis de vino - Determinación cromatográfica del ácido málicoDocument22 paginiAnálisis de vino - Determinación cromatográfica del ácido málicoeduar2308doÎncă nu există evaluări
- Plan Haccp SardinasDocument14 paginiPlan Haccp SardinasJuanCa AndradeÎncă nu există evaluări
- Proceso panela POE POESDocument5 paginiProceso panela POE POESLucyAlmeidaÎncă nu există evaluări
- Tiempo de Vida Acelarado para Mayonesa Q10Document16 paginiTiempo de Vida Acelarado para Mayonesa Q10ClaudiaÎncă nu există evaluări
- Capítulo 1 INTRODUCION A LA LECHE EN POLVODocument24 paginiCapítulo 1 INTRODUCION A LA LECHE EN POLVOAnonymous LBR3RGWeiÎncă nu există evaluări
- Procesos Productivos Postres y FlanesDocument2 paginiProcesos Productivos Postres y FlanesJulianMautiÎncă nu există evaluări
- Aplicación del HACCP en la elaboración de bizcochueloDocument16 paginiAplicación del HACCP en la elaboración de bizcochueloeberÎncă nu există evaluări
- NTC 2679Document15 paginiNTC 2679Edwin RamirezÎncă nu există evaluări
- Fermentacion Extractiva A Partir de LactosueroDocument8 paginiFermentacion Extractiva A Partir de LactosueroJuan Rodriguez LunaÎncă nu există evaluări
- Codex Papas Fritas PDFDocument8 paginiCodex Papas Fritas PDFJuan GiraldoÎncă nu există evaluări
- Sacha CulantroDocument3 paginiSacha CulantroCindy VYÎncă nu există evaluări
- Nslab - 2 PDFDocument48 paginiNslab - 2 PDFlisandroÎncă nu există evaluări
- Caracteristicas y Calidad de La LecheDocument8 paginiCaracteristicas y Calidad de La LecheRonald Davisson MTÎncă nu există evaluări
- 209.284 - NTP Ael Aprobada Set 2004 LacteoDocument22 pagini209.284 - NTP Ael Aprobada Set 2004 LacteoJose Henry Inofuente YucraÎncă nu există evaluări
- Formación Del Equipo Haccp - para Control de Calidad de Mantequilla - Atún en Conserva - NectarDocument63 paginiFormación Del Equipo Haccp - para Control de Calidad de Mantequilla - Atún en Conserva - NectarSamuel Quispe Sedano100% (1)
- Analisis Fisicoquimico Pan y JugoDocument6 paginiAnalisis Fisicoquimico Pan y JugoCesar RojasÎncă nu există evaluări
- Ensayo Materia Seca Metodo Termobalanza #4Document5 paginiEnsayo Materia Seca Metodo Termobalanza #4David CorreaÎncă nu există evaluări
- Trabajo Práctico 6 - Derivados Lácteos-1Document12 paginiTrabajo Práctico 6 - Derivados Lácteos-1Coach Pablo Glez100% (1)
- Guía Práctica 06 Camu Camu Valor Agregado Rural PDFDocument22 paginiGuía Práctica 06 Camu Camu Valor Agregado Rural PDFEduardo Meza MiloslavicÎncă nu există evaluări
- Determinacion de SalmonellaDocument7 paginiDeterminacion de SalmonellaKatherine FernandezÎncă nu există evaluări
- Criterios Microbiologicos RM 591 2008 Minsa PDFDocument26 paginiCriterios Microbiologicos RM 591 2008 Minsa PDFGuido Rene Chura QuentaÎncă nu există evaluări
- Determinaciones Analiticas en Leche - v2Document26 paginiDeterminaciones Analiticas en Leche - v2Zamuel GcÎncă nu există evaluări
- Manual Haccp 1ºparteDocument17 paginiManual Haccp 1ºparteeverchavez6Încă nu există evaluări
- Tripas y EmpaquesDocument7 paginiTripas y EmpaquesAlexander Alvarez GomezÎncă nu există evaluări
- Informe de LaboratorioDocument22 paginiInforme de Laboratoriozuly cabraÎncă nu există evaluări
- Temas TratadosDocument8 paginiTemas TratadosDayanaÎncă nu există evaluări
- Composición Alimentos y Vida ÚtilDocument34 paginiComposición Alimentos y Vida ÚtilMaría Alejandra Lozada AlvarezÎncă nu există evaluări
- SalamiDocument27 paginiSalamiEridani OrtuñoÎncă nu există evaluări
- Informe Practicas...........Document24 paginiInforme Practicas...........Isidro Juniors Lizana Torres100% (1)
- Practica de Analisis de LecheDocument10 paginiPractica de Analisis de LecheYanCarlosDelgadoBalladares100% (1)
- NTC-4084 2005 PDFDocument7 paginiNTC-4084 2005 PDFSofia OrtizÎncă nu există evaluări
- PNA Leche y Crema en Polvo 16008 PDFDocument9 paginiPNA Leche y Crema en Polvo 16008 PDFRobert Núñez del PradoÎncă nu există evaluări
- Estabilidad proVitA aguaymanto liofilizadoDocument2 paginiEstabilidad proVitA aguaymanto liofilizadoGlendy RomeroÎncă nu există evaluări
- Haccp SangreDocument12 paginiHaccp SangreservanjoffreÎncă nu există evaluări
- NTC 5030Document14 paginiNTC 5030Célico Losada OrtizÎncă nu există evaluări
- HACCP LineamientosDocument36 paginiHACCP LineamientosElizabeth Clorinda Huaman EleraÎncă nu există evaluări
- Ayuda Memoria PensacolaDocument3 paginiAyuda Memoria PensacolaBryan MoralesÎncă nu există evaluări
- Plan de Negocio Versión Final 04-04-17Document41 paginiPlan de Negocio Versión Final 04-04-17Bryan MoralesÎncă nu există evaluări
- Materia PrimaDocument54 paginiMateria PrimaBryan MoralesÎncă nu există evaluări
- Camara Frigorifica Funcionamiento PDFDocument53 paginiCamara Frigorifica Funcionamiento PDFdoritaxx0% (1)
- Esta Guía de Referencia Busca Definir Varios Parámetros de Aceptabilidad para El Zumo de MaracuyáDocument4 paginiEsta Guía de Referencia Busca Definir Varios Parámetros de Aceptabilidad para El Zumo de MaracuyáBryan MoralesÎncă nu există evaluări
- Secado de maracuyá asistido por infrarrojosDocument19 paginiSecado de maracuyá asistido por infrarrojosBryan Morales0% (1)
- Practica N2 Carne TerminadoDocument27 paginiPractica N2 Carne TerminadoBryan MoralesÎncă nu există evaluări
- Evaluacion de Los Compuestos Activos en La Pepa Del Palto FinalDocument18 paginiEvaluacion de Los Compuestos Activos en La Pepa Del Palto FinalBryan MoralesÎncă nu există evaluări
- Evaluacion de Los Compuestos Activos en La Pepa Del Palto FinalDocument18 paginiEvaluacion de Los Compuestos Activos en La Pepa Del Palto FinalBryan MoralesÎncă nu există evaluări
- EDUARDODocument64 paginiEDUARDOBryan MoralesÎncă nu există evaluări
- Carbohidratos: Identificación de carbohidratos mediante pruebas cualitativasDocument11 paginiCarbohidratos: Identificación de carbohidratos mediante pruebas cualitativasLueda IihmÎncă nu există evaluări
- Recetario Febrero 2023Document13 paginiRecetario Febrero 2023Noe RamirezÎncă nu există evaluări
- Proceso de PanificacionDocument4 paginiProceso de PanificacionSmith JuliusÎncă nu există evaluări
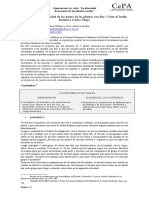
- Texto ArgumentativoDocument3 paginiTexto ArgumentativoKeila Elita RODAS GARCIAÎncă nu există evaluări
- EJACOBY Bogota Set 2013 Politicas Publicas para Frenar La Epidemia de ObesidadDocument78 paginiEJACOBY Bogota Set 2013 Politicas Publicas para Frenar La Epidemia de ObesidadFranklin ParraÎncă nu există evaluări
- Deterioro de Alimentos: Factores y TiposDocument21 paginiDeterioro de Alimentos: Factores y TiposLisseth Chacchi HidalgoÎncă nu există evaluări
- Tec Dietetica Apuntes 2do ParcialDocument37 paginiTec Dietetica Apuntes 2do ParcialmilagrosgoparnutriÎncă nu există evaluări
- Guama Historia LocalDocument33 paginiGuama Historia LocalJose20108977% (13)
- Animales de La Selva Lacandona en Peligro de ExtincionDocument7 paginiAnimales de La Selva Lacandona en Peligro de ExtincionDaniel CruzÎncă nu există evaluări
- Secuencia Botc3a1nico 1c2ba GradoDocument8 paginiSecuencia Botc3a1nico 1c2ba GradoMaría GAUNAÎncă nu există evaluări
- Enfermedades Transmitidas Por Alimetos DDDocument24 paginiEnfermedades Transmitidas Por Alimetos DDDuvan DuqueÎncă nu există evaluări
- Com 03072019-Nal Tabla Composicion de Alimentos ColombianosDocument2 paginiCom 03072019-Nal Tabla Composicion de Alimentos ColombianosEdwin GaleanoÎncă nu există evaluări
- Produccion AvicolaDocument60 paginiProduccion AvicolaJavier MoisésÎncă nu există evaluări
- Hansel y Grete1Document3 paginiHansel y Grete1PinoÎncă nu există evaluări
- XXXV Congreso Argetino de HorticulturaDocument19 paginiXXXV Congreso Argetino de HorticulturaPatricia Rojas NerhotÎncă nu există evaluări
- Determinación de fibra en alimentos: análisis de fibraDocument4 paginiDeterminación de fibra en alimentos: análisis de fibraJefferson BelloÎncă nu există evaluări
- Estudio Caso Enriqueta AuxilioDocument3 paginiEstudio Caso Enriqueta AuxilioHernán ArrietaÎncă nu există evaluări
- Bio ConservanteDocument7 paginiBio ConservanteLaura Arangoo RojasÎncă nu există evaluări
- Cuestionario y Diagrama Del Proceso de La PeraDocument4 paginiCuestionario y Diagrama Del Proceso de La PeraKarinaÎncă nu există evaluări
- Las Plagas de Importancia Económica en Nuestros Cultivos. 201 CarlosDocument33 paginiLas Plagas de Importancia Económica en Nuestros Cultivos. 201 CarlosBrayanÎncă nu există evaluări
- Lengua cuicateca: cultura y tradiciones de los hablantes en OaxacaDocument3 paginiLengua cuicateca: cultura y tradiciones de los hablantes en OaxacaGatito VazquezÎncă nu există evaluări
- Determinacion Del Poder Edulcorante en AzucaresDocument7 paginiDeterminacion Del Poder Edulcorante en AzucaresHenner Edwin Quispe100% (1)
- Cancionero folklorico argentinoDocument15 paginiCancionero folklorico argentinojose marquezÎncă nu există evaluări
- Historia de La CafeteraDocument4 paginiHistoria de La CafeteraBriselda Ramírez Jacobo50% (2)