S-ar putea să vă placă și
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Rain Water Harvesting Report - PuneDocument29 paginiRain Water Harvesting Report - PuneHemant RautÎncă nu există evaluări
- Forces in FluidsDocument8 paginiForces in FluidsEsaya PerezÎncă nu există evaluări
- Gas Law Brochure SampleDocument2 paginiGas Law Brochure SampleVincentt Store100% (1)
- Poor Raw Water Clarifier Preformance - Floating Floc - FlatDocument1 paginăPoor Raw Water Clarifier Preformance - Floating Floc - Flatja23gonzÎncă nu există evaluări
- CO2 Vs INERT Vs HFC227 Vs FK-5-1-12Document2 paginiCO2 Vs INERT Vs HFC227 Vs FK-5-1-12Raja G Circles SafetyÎncă nu există evaluări
- Thermal Turbo MachineryDocument2 paginiThermal Turbo MachinerymechmuruganÎncă nu există evaluări
- Lichter CHM1045 Quizzes (5A-5B) (Spring 2012)Document9 paginiLichter CHM1045 Quizzes (5A-5B) (Spring 2012)Jules BrunoÎncă nu există evaluări
- Worksheet Chapter 5Document3 paginiWorksheet Chapter 5أخبار المشاهيرÎncă nu există evaluări
- Irrigation Engineering Part 1Document63 paginiIrrigation Engineering Part 1dandewjangerÎncă nu există evaluări
- Process Design Manual For Land Treatment of Municipal WastewaterDocument488 paginiProcess Design Manual For Land Treatment of Municipal WastewaterihllhmÎncă nu există evaluări
- Pltu Suralaya Ke IDocument22 paginiPltu Suralaya Ke IBimo AdhityaÎncă nu există evaluări
- Calculation of NM3 - HR and SM3 - HR Gas Flow - EnggcyclopediaDocument4 paginiCalculation of NM3 - HR and SM3 - HR Gas Flow - EnggcyclopediasgrsthÎncă nu există evaluări
- LNG Required For Gassin Up Cool Down Cargo TanksDocument4 paginiLNG Required For Gassin Up Cool Down Cargo Tanksamirlng100% (1)
- Problems On Fluid PropertiesDocument1 paginăProblems On Fluid PropertiesTOOBA KHALILÎncă nu există evaluări
- 8.1 Psychrometry and Thermodynamic Properties of Moist AirDocument6 pagini8.1 Psychrometry and Thermodynamic Properties of Moist AirJayr bangalaoÎncă nu există evaluări
- Catalog Serie LEMA 25 - 50Document8 paginiCatalog Serie LEMA 25 - 50Lenin MisariÎncă nu există evaluări
- Lab2 PresentationDocument14 paginiLab2 PresentationMishari AltammamiÎncă nu există evaluări
- Fluid-Mechanics-Ace Text Book SolutionDocument45 paginiFluid-Mechanics-Ace Text Book SolutionShazeb LaluÎncă nu există evaluări
- The Government Should Encourage People To Sabe Water. Do You Agree?Document1 paginăThe Government Should Encourage People To Sabe Water. Do You Agree?NadiaCitlalliGarciaBalderasÎncă nu există evaluări
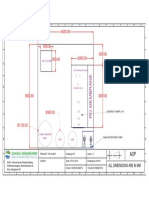
- Cip System: All Dimensions Are in MMDocument1 paginăCip System: All Dimensions Are in MMmanjunath hrÎncă nu există evaluări
- Jobno Subjobno Unit - Client Unit - Eil DWG - NoDocument21 paginiJobno Subjobno Unit - Client Unit - Eil DWG - NofrndrobinsterÎncă nu există evaluări
- Phil Iri Passage SET A 2020Document137 paginiPhil Iri Passage SET A 2020Catherine RenanteÎncă nu există evaluări
- TareaDocument3 paginiTareaAydee GarciaÎncă nu există evaluări
- HighPressureReverseOsmosisfor Nergy Efficient Hypersaline Brine DesalinationDocument9 paginiHighPressureReverseOsmosisfor Nergy Efficient Hypersaline Brine DesalinationYang SunmanÎncă nu există evaluări
- Basic Process Design Requirements and CriteriaDocument23 paginiBasic Process Design Requirements and CriteriaNguyen Anh Tung100% (1)
- Thesis ReportDocument106 paginiThesis ReportMuhammad HaseebÎncă nu există evaluări
- HW2Document2 paginiHW2mehmet candanÎncă nu există evaluări
- 15CV64 Dec18-Jan19 PDFDocument2 pagini15CV64 Dec18-Jan19 PDFkarthikÎncă nu există evaluări
- Aspen Exchanger Design and Rating Shell & Tube V9Document1 paginăAspen Exchanger Design and Rating Shell & Tube V9mohit kumarÎncă nu există evaluări
- Calculating PVT PropertiesDocument6 paginiCalculating PVT PropertiesAnonymous yjF4yygpPbÎncă nu există evaluări