S-ar putea să vă placă și
- Energy Auditing and Recovery For Dry Type Cement Rotary Kiln Systems A Case StudyDocument12 paginiEnergy Auditing and Recovery For Dry Type Cement Rotary Kiln Systems A Case Study1977julÎncă nu există evaluări
- Infinity For Cement Equipment: Quality & Composition of Cement ClinkerDocument48 paginiInfinity For Cement Equipment: Quality & Composition of Cement ClinkerYhaneÎncă nu există evaluări
- Firing: Vii - CombustionDocument207 paginiFiring: Vii - CombustionMustafa RamadanÎncă nu există evaluări
- 1,2,6a - Flames and Gas FiringDocument29 pagini1,2,6a - Flames and Gas FiringMohamed SaadÎncă nu există evaluări
- 2.02.burning Zone CoatingDocument2 pagini2.02.burning Zone CoatingJCSÎncă nu există evaluări
- CO Sources PDFDocument11 paginiCO Sources PDFElwathig BakhietÎncă nu există evaluări
- Clinker Coolers: By: Oliver Christian D. DeyparineDocument26 paginiClinker Coolers: By: Oliver Christian D. Deyparinemoonbright27Încă nu există evaluări
- QDocument33 paginiQसागर फुकटÎncă nu există evaluări
- Burning Presentation 2008Document31 paginiBurning Presentation 2008Dea Candra Ivana PutriÎncă nu există evaluări
- Cement Manufacturing Technology: Cemnet Training - Course Tcm01 Module 6 - Session 1Document13 paginiCement Manufacturing Technology: Cemnet Training - Course Tcm01 Module 6 - Session 1PiNGPooNGÎncă nu există evaluări
- Alkali CyclesDocument14 paginiAlkali CyclesElwathig BakhietÎncă nu există evaluări
- Project:: 2800TPD Burning System CalculationDocument7 paginiProject:: 2800TPD Burning System CalculationOUSSAMA LAKHILIÎncă nu există evaluări
- Kiln Control and OperationDocument56 paginiKiln Control and OperationLe Hoang100% (1)
- General Presentation: PILLARD, 84 Years of Reliable Service For The World S Cement ProducersDocument22 paginiGeneral Presentation: PILLARD, 84 Years of Reliable Service For The World S Cement ProducersmustafÎncă nu există evaluări
- Cement Technology Cement ChemistryDocument22 paginiCement Technology Cement Chemistryshani5573Încă nu există evaluări
- VDZ-Onlinecourse 6 5 enDocument30 paginiVDZ-Onlinecourse 6 5 enSuadÎncă nu există evaluări
- Measurements of The Quality of Cement Produced From Looped LimestoneDocument30 paginiMeasurements of The Quality of Cement Produced From Looped LimestoneCharlie Dean100% (1)
- A To ZDocument126 paginiA To ZMohamed Osama RagaaÎncă nu există evaluări
- Cement Kiln Process Chemistry: Cemnet Training - Course Ckpc01 Module 2 - IntroductionDocument6 paginiCement Kiln Process Chemistry: Cemnet Training - Course Ckpc01 Module 2 - IntroductionElwathig BakhietÎncă nu există evaluări
- 03.01 PR PYR P06 02 How To Start-Up & Optimize A Burner v1Document6 pagini03.01 PR PYR P06 02 How To Start-Up & Optimize A Burner v1rupesh soniÎncă nu există evaluări
- Mill ProcessDocument6 paginiMill ProcesskamjulajayÎncă nu există evaluări
- Process Control of LURM MillDocument6 paginiProcess Control of LURM Millimam janiÎncă nu există evaluări
- Cooling Cement Clinker Exercise2.3.4Document2 paginiCooling Cement Clinker Exercise2.3.4Mohammed AbdoÎncă nu există evaluări
- Coating RingsDocument8 paginiCoating RingsIrshad HussainÎncă nu există evaluări
- Duoflex BurnerDocument6 paginiDuoflex Burnersinghite100% (1)
- Department of Chemical EngineeringDocument19 paginiDepartment of Chemical EngineeringPandia RajanÎncă nu există evaluări
- Alite Modification by SO3 in Cement Clinker - An Industrial TrialDocument7 paginiAlite Modification by SO3 in Cement Clinker - An Industrial TrialRaúl Marcelo Veloz100% (2)
- Monolithics - Basten 2018Document69 paginiMonolithics - Basten 2018Yhane Hermann BackÎncă nu există evaluări
- Drying Out and Heating-Up of Refractory LiningsDocument59 paginiDrying Out and Heating-Up of Refractory LiningsmustafÎncă nu există evaluări
- Heatcorrection of KilnDocument4 paginiHeatcorrection of KilnMohamed Shehata100% (2)
- Kiln Control UnicemfinalDocument26 paginiKiln Control UnicemfinalOUSSAMA LAKHILI100% (1)
- VDZ - Optimising The Clinker Burning ProcessDocument2 paginiVDZ - Optimising The Clinker Burning ProcessfoxmancementÎncă nu există evaluări
- Thermal & Chemical Kilb 2006Document40 paginiThermal & Chemical Kilb 2006mustaf100% (1)
- Maintaining Stable Kiln OperationDocument6 paginiMaintaining Stable Kiln OperationJCSÎncă nu există evaluări
- Brick InstallationDocument19 paginiBrick InstallationGregoryÎncă nu există evaluări
- VDZ-Onlinecourse 7 2 enDocument28 paginiVDZ-Onlinecourse 7 2 enAnonymous iI88LtÎncă nu există evaluări
- Unwanted False Air in Cement Plants Can Be A Big Problem and Has To Be Taken SeriouslyDocument5 paginiUnwanted False Air in Cement Plants Can Be A Big Problem and Has To Be Taken SeriouslyharyantoaditÎncă nu există evaluări
- Optimization of Kiln Plants: Activities and Technical DetailsDocument10 paginiOptimization of Kiln Plants: Activities and Technical DetailsPaulo VidasÎncă nu există evaluări
- Clinker CoolersDocument74 paginiClinker CoolersMuhammed EmamiÎncă nu există evaluări
- PR GRI P07-08 How To Optimise A Ball ChargeDocument6 paginiPR GRI P07-08 How To Optimise A Ball ChargepawanroyalÎncă nu există evaluări
- Dinesh Agrawal: Dry-ProcessDocument19 paginiDinesh Agrawal: Dry-ProcessSantanu PachhalÎncă nu există evaluări
- Cement Kiln Process Chemistry: Cemnet Training - Course Ckpc01 Module 3.3 - ExerciseDocument1 paginăCement Kiln Process Chemistry: Cemnet Training - Course Ckpc01 Module 3.3 - ExerciseElwathig BakhietÎncă nu există evaluări
- ROTAFLAM Burner AdjustmentDocument5 paginiROTAFLAM Burner AdjustmentMuhammad Zaghloul100% (2)
- Proposal For Reducing Emissions of SOx in Cement Plants PDFDocument4 paginiProposal For Reducing Emissions of SOx in Cement Plants PDFharrazyÎncă nu există evaluări
- CCA Tech CD - 2008 PDFDocument457 paginiCCA Tech CD - 2008 PDFYasndra AbeygunewardhaneÎncă nu există evaluări
- SOx Emmissions Absortion FLSDocument14 paginiSOx Emmissions Absortion FLSMartha Carolina Gomez MartinezÎncă nu există evaluări
- Classification Separation Exercise2.5.2Document2 paginiClassification Separation Exercise2.5.2Mohammed AbdoÎncă nu există evaluări
- 04 - Combustion and 10 Golden RulesDocument30 pagini04 - Combustion and 10 Golden RulesAfqan B-vÎncă nu există evaluări
- Cyclone Blockage ClearingDocument19 paginiCyclone Blockage ClearingAnGahBasHa50% (2)
- Oh 2Document11 paginiOh 2maysoon RemawiÎncă nu există evaluări
- Is It Safe - HT FceDocument3 paginiIs It Safe - HT FceskluxÎncă nu există evaluări
- CSBUniversalFormClampCaseStudy PDFDocument11 paginiCSBUniversalFormClampCaseStudy PDFarbeyfabianÎncă nu există evaluări
- Mtap-semr1-Week 2-Health and Safety in The LaboratoryDocument9 paginiMtap-semr1-Week 2-Health and Safety in The LaboratoryJessoliver GalvezÎncă nu există evaluări
- Fire Protection in Cleanroom Laboratories: Protection of People, Assets and ReputationDocument11 paginiFire Protection in Cleanroom Laboratories: Protection of People, Assets and ReputationDaniel LowÎncă nu există evaluări
- Fundamentals of Firefighting TacticsDocument23 paginiFundamentals of Firefighting TacticsibaanÎncă nu există evaluări
- Control of Mine Fires and ExplosionsDocument5 paginiControl of Mine Fires and ExplosionsLeonardo Madriaga AgodillaÎncă nu există evaluări
- Detailed Accident Investigation of Sunshine Mine DisasterDocument6 paginiDetailed Accident Investigation of Sunshine Mine Disasterzhen zhangÎncă nu există evaluări
- SEPT 2022 - CLD 20002 - Chap 1 - Industrial SafetyDocument104 paginiSEPT 2022 - CLD 20002 - Chap 1 - Industrial SafetyAirish AirishÎncă nu există evaluări
- Risk Assessment & Damage ControlDocument29 paginiRisk Assessment & Damage ControlRa muÎncă nu există evaluări
- Dangerous Dusts White PaperDocument30 paginiDangerous Dusts White PaperKimberly ConleyÎncă nu există evaluări
- CSR 2015Document48 paginiCSR 2015Suad BushiÎncă nu există evaluări
- Stress TestDocument4 paginiStress Testapi-3771922100% (1)
- Does This Location Have Particulate Solids?: ONLY Non-CombustibleDocument39 paginiDoes This Location Have Particulate Solids?: ONLY Non-CombustibleSuad BushiÎncă nu există evaluări
- Contractor Safety CSM-018 Project Observation LogDocument3 paginiContractor Safety CSM-018 Project Observation LogSuad BushiÎncă nu există evaluări
- TrainingDocument31 paginiTrainingSuad BushiÎncă nu există evaluări
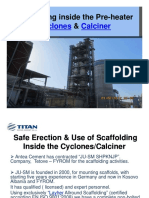
- Scaffolding Inside The Pre-Heater &: Cyclones CalcinerDocument23 paginiScaffolding Inside The Pre-Heater &: Cyclones CalcinerSuad BushiÎncă nu există evaluări
- Contractor Safety CSM-018 Project Observation LogDocument3 paginiContractor Safety CSM-018 Project Observation LogSuad BushiÎncă nu există evaluări
- Induction Training 182Document1 paginăInduction Training 182Satyam mishraÎncă nu există evaluări
- Risk Register PDFDocument7 paginiRisk Register PDFSuad BushiÎncă nu există evaluări
- Plant and PipelinesDocument7 paginiPlant and PipelinesSuad BushiÎncă nu există evaluări
- Feature ComparisonDocument4 paginiFeature ComparisonSuad Bushi100% (1)
- ClothingDocument8 paginiClothingSuad BushiÎncă nu există evaluări
- Annual Report PDFDocument15 paginiAnnual Report PDFSuad BushiÎncă nu există evaluări
- 2.2 Lock Out, Tag Out and Try OutDocument11 pagini2.2 Lock Out, Tag Out and Try OutSuad BushiÎncă nu există evaluări
- Matrix Bank FinalDocument4 paginiMatrix Bank FinalSuad BushiÎncă nu există evaluări
- Mechanical, Protective Equipment, Symbolic Safety SignsDocument8 paginiMechanical, Protective Equipment, Symbolic Safety SignsSuad BushiÎncă nu există evaluări
- Matrix Bank FinalDocument4 paginiMatrix Bank FinalSuad BushiÎncă nu există evaluări
- Health and Safety News - July 2008Document14 paginiHealth and Safety News - July 2008HealthSafety100% (1)
- Contractor Safety CSM-018 Project Observation LogDocument3 paginiContractor Safety CSM-018 Project Observation LogSuad BushiÎncă nu există evaluări
- 3S HSE Training Matrix PDFDocument2 pagini3S HSE Training Matrix PDFSuad Bushi100% (3)
- What Is Safety CultureDocument59 paginiWhat Is Safety CultureSuad BushiÎncă nu există evaluări
- Training Matrix Requirements 29 Oct 2012Document12 paginiTraining Matrix Requirements 29 Oct 2012Suad Bushi100% (1)
- Health and Safety News - July 2008Document14 paginiHealth and Safety News - July 2008HealthSafety100% (1)
- Monthly Package I November 2016Document87 paginiMonthly Package I November 2016Suad BushiÎncă nu există evaluări
- Schedule of Inspections: Sharrcem Titan GroupDocument1 paginăSchedule of Inspections: Sharrcem Titan GroupSuad BushiÎncă nu există evaluări
- DEE EHU 4-2-4 Risk RegisterDocument36 paginiDEE EHU 4-2-4 Risk RegisterTri SubaktiÎncă nu există evaluări
- 2 3 Programme Risk Assessment Template Oct 1 2007Document6 pagini2 3 Programme Risk Assessment Template Oct 1 2007Khuda Buksh0% (1)
- Feature ComparisonDocument4 paginiFeature ComparisonSuad Bushi100% (1)
- DEE EHU 4-2-4 Risk RegisterDocument36 paginiDEE EHU 4-2-4 Risk RegisterTri SubaktiÎncă nu există evaluări
- Accident BookDocument1 paginăAccident BookMadhu RajagopalanÎncă nu există evaluări
- Chemical Process Safety: ProblemsDocument19 paginiChemical Process Safety: ProblemsBala SubramanianÎncă nu există evaluări
- 13 Gutierrez V Gutierrez 56 Phil 177 1932Document2 pagini13 Gutierrez V Gutierrez 56 Phil 177 1932Vincent ArnadoÎncă nu există evaluări
- Earthmoving Equipment Fatalities in The Construction IndustryDocument8 paginiEarthmoving Equipment Fatalities in The Construction IndustryakayaÎncă nu există evaluări
- Company Vehicle Accident ReportDocument3 paginiCompany Vehicle Accident ReportKhan Mohammad Mahmud Hasan100% (1)
- Bus and Coach Buyer - 1288 - LRDocument48 paginiBus and Coach Buyer - 1288 - LRSamSimonÎncă nu există evaluări
- Road Safety: Points Hitherto Seldom Noticed: The Institution of Engineers (India)Document128 paginiRoad Safety: Points Hitherto Seldom Noticed: The Institution of Engineers (India)drkameshÎncă nu există evaluări
- LBC AIR CARGO Vs CADocument2 paginiLBC AIR CARGO Vs CANhassie John GONZAGA100% (1)
- May Day N Pan Pan ConditionsDocument4 paginiMay Day N Pan Pan ConditionsvinayÎncă nu există evaluări
- Circular Panama Accident 184Document2 paginiCircular Panama Accident 184haidirÎncă nu există evaluări
- 1CDDocument111 pagini1CDrapeislÎncă nu există evaluări
- Volkswagen Passat EuroNCAP PDFDocument3 paginiVolkswagen Passat EuroNCAP PDFcarbasemy100% (1)
- United States Court of Appeals, Third CircuitDocument12 paginiUnited States Court of Appeals, Third CircuitScribd Government DocsÎncă nu există evaluări
- Cessna 310 Updated Manual List As of June 2017Document5 paginiCessna 310 Updated Manual List As of June 2017Elmer VillegasÎncă nu există evaluări
- Frida KahloDocument2 paginiFrida KahloEddy LópezÎncă nu există evaluări
- MoDOT Road Diet BrochureDocument2 paginiMoDOT Road Diet BrochurenextSTL.comÎncă nu există evaluări
- Ford Pinto Case 1 Running Head: Ford Pinto Case StudyDocument9 paginiFord Pinto Case 1 Running Head: Ford Pinto Case StudyHal WortmanÎncă nu există evaluări
- Mendoza vs. Arrieta 91 SCRA 113Document3 paginiMendoza vs. Arrieta 91 SCRA 113Ira CanonizadoÎncă nu există evaluări
- Physics HomeworkDocument7 paginiPhysics Homeworkjnrvin50% (2)
- Dynamic 3Document3 paginiDynamic 3Gaozheng RelinquishÎncă nu există evaluări
- Time Traveling With A Hamster Sneak PeekDocument35 paginiTime Traveling With A Hamster Sneak PeekRandom House Kids0% (1)
- EOC Exercise 1Document11 paginiEOC Exercise 1Lukhman Al AmeenÎncă nu există evaluări
- B737 Load SheetDocument2 paginiB737 Load Sheetkanavkashyap85% (13)
- Machine Shop SafetyDocument9 paginiMachine Shop SafetySreedhar Patnaik.MÎncă nu există evaluări
- 1 KY TrainingDocument15 pagini1 KY Trainingraymond paul adelantar100% (1)
- Nuke 8.0v1 ReleaseNotesDocument28 paginiNuke 8.0v1 ReleaseNotesJose Luis VacaflorÎncă nu există evaluări
- C C L P C: University of Perpetual Help System - DALTADocument20 paginiC C L P C: University of Perpetual Help System - DALTAEino DuldulaoÎncă nu există evaluări
- Health and Safety Risk AssessmentDocument4 paginiHealth and Safety Risk AssessmentMinoli De SilvaÎncă nu există evaluări
- Backup of All My SonsDocument16 paginiBackup of All My Sonshodhod2Încă nu există evaluări
- Mastercraft JigSaw 54-8219 E 4.7Document9 paginiMastercraft JigSaw 54-8219 E 4.7shadowrider83Încă nu există evaluări