S-ar putea să vă placă și
- Hardenability of SteelDocument45 paginiHardenability of SteelFakhar WindratamaÎncă nu există evaluări
- Cromax 42CrMo4Document3 paginiCromax 42CrMo4ElMacheteDelHuesoÎncă nu există evaluări
- Continuous casting The Ultimate Step-By-Step GuideDe la EverandContinuous casting The Ultimate Step-By-Step GuideÎncă nu există evaluări
- Astm e 112 Ebook - enDocument46 paginiAstm e 112 Ebook - enyostar 232Încă nu există evaluări
- Production Gas Carburising: The Pergamon Materials Engineering Practice SeriesDe la EverandProduction Gas Carburising: The Pergamon Materials Engineering Practice SeriesÎncă nu există evaluări
- Nisshin Cold-Rolled Special Steel GuideDocument28 paginiNisshin Cold-Rolled Special Steel GuideekopujiantoeÎncă nu există evaluări
- Technical Delivery Conditions for Steel FastenersDocument5 paginiTechnical Delivery Conditions for Steel FastenersDorota HOÎncă nu există evaluări
- 42 CR Mo 4Document2 pagini42 CR Mo 4niladriprasadrÎncă nu există evaluări
- SIS-S 501 50 AG Hot Rolled Steel Rounds (Up To Dia 180mm)Document5 paginiSIS-S 501 50 AG Hot Rolled Steel Rounds (Up To Dia 180mm)Rajoo PrajapatiÎncă nu există evaluări
- Aisi 1010 Carbon Steel (Uns g10100)Document5 paginiAisi 1010 Carbon Steel (Uns g10100)spiderblackÎncă nu există evaluări
- 13 Adel Nofal PDFDocument101 pagini13 Adel Nofal PDFshahmaulikhÎncă nu există evaluări
- Iso 683 1 2012Document13 paginiIso 683 1 2012Haluk TOKGÖZÎncă nu există evaluări
- Steel Dynamics Bar Book Rev 2 New CoverDocument194 paginiSteel Dynamics Bar Book Rev 2 New CoverNina LazuardiÎncă nu există evaluări
- 1 7335Document5 pagini1 7335stamatsÎncă nu există evaluări
- LIBRO3Document43 paginiLIBRO3Camilo LacoutureÎncă nu există evaluări
- ISO - TC 17 - SC 11 - Steel CastingsDocument2 paginiISO - TC 17 - SC 11 - Steel CastingsNilesh MistryÎncă nu există evaluări
- Bolting Material Chemical &..Document6 paginiBolting Material Chemical &..arief setiawanÎncă nu există evaluări
- Material Definitions & TermsDocument3 paginiMaterial Definitions & TermsDr_M_SolimanÎncă nu există evaluări
- Tata Steel - YMPRESS S500MC - Data SheetDocument2 paginiTata Steel - YMPRESS S500MC - Data SheetpnagarajjÎncă nu există evaluări
- Supraform S315-700 MC / EN10149-2 S315-700 MC: Hot Rolled High Strength Low Alloy Structural Steel CoilDocument2 paginiSupraform S315-700 MC / EN10149-2 S315-700 MC: Hot Rolled High Strength Low Alloy Structural Steel CoilHugo RodriguezÎncă nu există evaluări
- Crystals 12 00978Document9 paginiCrystals 12 00978irmaÎncă nu există evaluări
- Maleable Cast IronsDocument0 paginiMaleable Cast IronsGilang Miky Pratama AlwianÎncă nu există evaluări
- Bluefracturemnm 2018Document8 paginiBluefracturemnm 2018Gomathi RÎncă nu există evaluări
- Color Metallurgy of Cast IronDocument13 paginiColor Metallurgy of Cast Ironmahmoud_allam3Încă nu există evaluări
- Alloy Steels 8620: Chemistry DataDocument6 paginiAlloy Steels 8620: Chemistry DataVijay PalÎncă nu există evaluări
- CDP 4666 PDFDocument2 paginiCDP 4666 PDFVitor Rigueira de GodoyÎncă nu există evaluări
- About En19Document1 paginăAbout En19ramanamurtytv7176Încă nu există evaluări
- Hot Rolled Round Steel BarsDocument20 paginiHot Rolled Round Steel BarsNomoÎncă nu există evaluări
- 701 Steel InclusionRating DIN-50602Document1 pagină701 Steel InclusionRating DIN-50602ksathisÎncă nu există evaluări
- Riview On Cold Drawing Process PDFDocument7 paginiRiview On Cold Drawing Process PDFAmandeep Singh GujralÎncă nu există evaluări
- Classification of Steels-1Document85 paginiClassification of Steels-1Saptarshi SenguptaÎncă nu există evaluări
- Domex 100 XF hot rolled steel data sheetDocument2 paginiDomex 100 XF hot rolled steel data sheetzubblwump5063Încă nu există evaluări
- SAE J434 1986 Automotive Ductile Iron Castings Nodular Iron CastingsDocument10 paginiSAE J434 1986 Automotive Ductile Iron Castings Nodular Iron Castingsvinicius_bacellarÎncă nu există evaluări
- MBH Catalogue 2019Document56 paginiMBH Catalogue 2019Anonymous 1oWzM3Încă nu există evaluări
- CR StandardsDocument6 paginiCR Standardsalpha_beta48Încă nu există evaluări
- Heat Resitant Steel Castings MaterialsDocument2 paginiHeat Resitant Steel Castings MaterialssusisaravananÎncă nu există evaluări
- Is 1865 1991Document16 paginiIs 1865 1991kumarkk1969Încă nu există evaluări
- Root cause analysis of surface and internal defects in heavy steel platesDocument19 paginiRoot cause analysis of surface and internal defects in heavy steel platesMada Teto100% (1)
- SWRCH18A Steel DatasheetDocument2 paginiSWRCH18A Steel DatasheetHari SuthanÎncă nu există evaluări
- The Current State of Worldwide Standards of Ductile IronDocument8 paginiThe Current State of Worldwide Standards of Ductile IronN.PalaniappanÎncă nu există evaluări
- Din 1.4003Document2 paginiDin 1.4003Dhaniel100% (1)
- Ladle and TandishDocument3 paginiLadle and TandishNorman MoralesÎncă nu există evaluări
- Aerospace Material SpecificationDocument6 paginiAerospace Material SpecificationAnonymous T6GllLl0Încă nu există evaluări
- 42 CR Mo 4Document4 pagini42 CR Mo 4eduardomanar1224Încă nu există evaluări
- Corporate Overview Daniel I GroupDocument34 paginiCorporate Overview Daniel I GroupRoccoFEÎncă nu există evaluări
- Steel CleanlinessDocument22 paginiSteel CleanlinessfondershellÎncă nu există evaluări
- MINEX Metallurgical CoDocument41 paginiMINEX Metallurgical CoPriyank SamagraÎncă nu există evaluări
- Is Phosphorus Bad For SteelDocument19 paginiIs Phosphorus Bad For SteelKarun Dev100% (1)
- ASTM A 351 - A 351M - 03 SS CastingsDocument5 paginiASTM A 351 - A 351M - 03 SS CastingsSaravanan VaradarajanÎncă nu există evaluări
- A319Document2 paginiA319malika_000% (1)
- 4 HardenabilityDocument107 pagini4 HardenabilityKrishnananda AcharyaÎncă nu există evaluări
- EN 760 (Flux-SAW)Document2 paginiEN 760 (Flux-SAW)HoangÎncă nu există evaluări
- Agenda for Steelmaking Process DiscussionDocument54 paginiAgenda for Steelmaking Process DiscussionDave MulvihillÎncă nu există evaluări
- A 1031 - 04 Qtewmze - PDFDocument4 paginiA 1031 - 04 Qtewmze - PDFqueno1Încă nu există evaluări
- ASME SA213M / SA213 T9 Seamless Alloy Steel TubesDocument7 paginiASME SA213M / SA213 T9 Seamless Alloy Steel TubesJayminÎncă nu există evaluări
- A 247 - 17 PDFDocument13 paginiA 247 - 17 PDFأسامة وحيد الدين رمضانÎncă nu există evaluări
- Hardenability: Amal C AbrahamDocument51 paginiHardenability: Amal C AbrahamAditya UÎncă nu există evaluări
- Experiment No. 8 DoneDocument25 paginiExperiment No. 8 DoneshahÎncă nu există evaluări
- VAM® 21 Technical ReportDocument8 paginiVAM® 21 Technical ReportKonrad AdamÎncă nu există evaluări
- CSCP 1 Fundamentals of Supply Chain ManagementDocument211 paginiCSCP 1 Fundamentals of Supply Chain ManagementKonrad Adam100% (2)
- VAM Connection Data Sheets Manual: A. General CommentsDocument4 paginiVAM Connection Data Sheets Manual: A. General CommentsDileep KumarÎncă nu există evaluări
- Introduction To OCTG: Proprietary Steel Grades in Non-Corrosive Environments Handout 04Document3 paginiIntroduction To OCTG: Proprietary Steel Grades in Non-Corrosive Environments Handout 04Beatriz Velásquez LeónÎncă nu există evaluări
- CSCP 1 Fundamentals of Supply Chain ManagementDocument211 paginiCSCP 1 Fundamentals of Supply Chain ManagementKonrad Adam100% (2)
- Introduction To OCTG API Steel Grades PDFDocument4 paginiIntroduction To OCTG API Steel Grades PDFKonrad AdamÎncă nu există evaluări
- Understanding Vacuum Furnace Temp ASM WebinarDocument42 paginiUnderstanding Vacuum Furnace Temp ASM WebinarKonrad AdamÎncă nu există evaluări
- USE OF STATISTICAL TECHNIQUES in Quality PDFDocument6 paginiUSE OF STATISTICAL TECHNIQUES in Quality PDFKonrad AdamÎncă nu există evaluări
- UN Dangerous Goods Brochure 2014Document17 paginiUN Dangerous Goods Brochure 2014Troy Theboy Mcnamara100% (3)
- MCQ in Machine Design Part 4 ME Board ExamDocument19 paginiMCQ in Machine Design Part 4 ME Board ExamJade Carlo AntonioÎncă nu există evaluări
- That's Some Smart Metal!Document4 paginiThat's Some Smart Metal!Tejinder singhÎncă nu există evaluări
- ISRO Mechanical Engineering Paper ExplanationDocument22 paginiISRO Mechanical Engineering Paper ExplanationShivangi MishraÎncă nu există evaluări
- MDSP Elements 01 (Prime)Document100 paginiMDSP Elements 01 (Prime)Rommel100% (1)
- 316L Stainless Steel Low Carbon Austenite MaterialDocument5 pagini316L Stainless Steel Low Carbon Austenite MaterialSM Waqas ImamÎncă nu există evaluări
- Galvanic Cleaning MeteoriteDocument6 paginiGalvanic Cleaning MeteoriteCarlos VizcarraÎncă nu există evaluări
- Factors Influencing The Recovery and Addition of MagnesiumDocument4 paginiFactors Influencing The Recovery and Addition of Magnesiumarnaldorcr8646Încă nu există evaluări
- 1006 1009Document4 pagini1006 1009SinhrooÎncă nu există evaluări
- General All SolvedDocument25 paginiGeneral All SolvedAndiappan Pillai100% (2)
- Corrosion Problems Associated With Stainless SteelDocument11 paginiCorrosion Problems Associated With Stainless SteelVivek RathodÎncă nu există evaluări
- Desing and Analysis of Alloy Wheels by Using AnsysDocument33 paginiDesing and Analysis of Alloy Wheels by Using Ansyslavanya0% (1)
- ME3392 QB 03 - by LearnEngineering - inDocument20 paginiME3392 QB 03 - by LearnEngineering - insanjay udhayaÎncă nu există evaluări
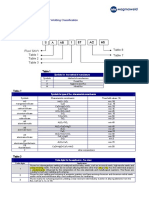
- Straight Sections: Straight Section Part NumberingDocument1 paginăStraight Sections: Straight Section Part Numberingm_stasys9939Încă nu există evaluări
- TORDILLO (Edited For Ans)Document47 paginiTORDILLO (Edited For Ans)Princess Chrishane ArevaloÎncă nu există evaluări
- 6.study FullDocument8 pagini6.study FullTJPRC PublicationsÎncă nu există evaluări
- Wheel Hub Design DocumentationDocument4 paginiWheel Hub Design DocumentationPratikRoyÎncă nu există evaluări
- List 1 Approved Steelmakers and Manufacturers of Rolled Steel Plates, Strip, Sections & BarsDocument75 paginiList 1 Approved Steelmakers and Manufacturers of Rolled Steel Plates, Strip, Sections & Barswyvren88Încă nu există evaluări
- Pattern AllowanceDocument14 paginiPattern AllowancesudhirÎncă nu există evaluări
- Bi-Metal BearingsDocument20 paginiBi-Metal BearingsRitz AmbyyÎncă nu există evaluări
- Commissioning Systems, Batteries and Battery ChargerDocument67 paginiCommissioning Systems, Batteries and Battery Chargerbookbum100% (8)
- Amphenol ConectoresDocument40 paginiAmphenol ConectoresMaria Fernanda Bonilla SalasÎncă nu există evaluări
- OCE Mechanical Engineering Foundry Technology Lesson PlanDocument3 paginiOCE Mechanical Engineering Foundry Technology Lesson PlanManjunatha EikilaÎncă nu există evaluări
- Notch Chapter 7Document132 paginiNotch Chapter 7mre2006Încă nu există evaluări
- Lithonia Floodlighting Brochure 1989Document14 paginiLithonia Floodlighting Brochure 1989Alan MastersÎncă nu există evaluări
- Korin Knife CatalogDocument129 paginiKorin Knife CatalogAstragalo PusÎncă nu există evaluări
- Magnetic Pulse WeldingDocument28 paginiMagnetic Pulse WeldingKameswara ReddyÎncă nu există evaluări
- Henkel Worldwide Sealing Guidelines PDFDocument32 paginiHenkel Worldwide Sealing Guidelines PDFrocky2400100% (1)
- Metastable Iron-Carbon (Fe-C) Phase DiagramDocument3 paginiMetastable Iron-Carbon (Fe-C) Phase DiagramupenderÎncă nu există evaluări
- Solid Hollow Plug PDFDocument3 paginiSolid Hollow Plug PDFSandra DevannyÎncă nu există evaluări