Documente Academic
Documente Profesional
Documente Cultură
FE Common
Încărcat de
Omar Perez TomasTitlu original
Drepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
FE Common
Încărcat de
Omar Perez TomasDrepturi de autor:
Formate disponibile
INSTITUTO TECNOLGICO DE CD.
VALLES
INSTITUTO
Mejora En El Abastecimiento De Componentes En El rea De
Montaje OLF Para La Produccin En SMT, En Sanmina SCI Corporation,
Planta Reynosa, Tamaulipas
Ingeniera Industrial
Omar Donaciano Prez Tomas 11690377
Erik David Salas Prez 11690357
ASESOR INTERNO ASESOR EXTERNO
Dr. Francisco Ordua Correa Ing. Horacio Flores Rodrguez
Cd. Valles, S.L.P., Diciembre de 2015
INGENIERA INDUSTRIAL Pgina 1
AQU DEBERA DE IR LA CARTA DE TERMINACION ESCANEADA Y
PEGADA UNA VEZ CONCLUIDA LA RESIDENCIA
INGENIERA INDUSTRIAL Pgina 2
AQU DEBERA DE IR LA CARTA DE AUTORIZACION PARA DIGITALIZACION
INGENIERA INDUSTRIAL Pgina 3
1 ndice
Introduccin 1
1 8
2 11
2.1 Error! Bookmark not defined.
2.2 Error! Bookmark not defined.
3 12
3.1 13
3.1.1 15
3.1.2 15
3.1.3 Error! Bookmark not defined.
3.1.4 16
3.1.5 16
3.1.6 17
3.1.7 Error! Bookmark not defined.
3.1.8 17
3.1.9 18
3.2 Error! Bookmark not defined.
3.3 20
4 20
5 22
6 52
7 53
INGENIERA INDUSTRIAL Pgina 4
8 55
9 56
10 58
11 59
INGENIERA INDUSTRIAL Pgina 5
ndice de Ilustraciones
Ilustracin 1 Mapa de localizacin 4
Figura 1. Representacin de PPMs de las ltimas 13 semanas (semana 27 a la 39)
de la empresa Sanmina SCI Corporation.3
Figura 2. Top 3 de Proveedores Crticos de la Semana 39 de la Empresa Sanmina
SCI Corporation........4
Figura 3. Mapa de ubicacin de la empresa Sanmina SCI Corporation.7
Figura 4. Organigrama de la empresa Sanmina SCI Corporation.13
INGENIERA INDUSTRIAL Pgina 6
INGENIERA INDUSTRIAL Pgina 7
Introduccin
El presente proyecto se llevara a cabo en la empresa Sanmina SCI
Corporation, localizada en la Ciudad de Reynosa, Tamaulipas; que se dedica a
brindar un servicio de manufactura y se especializa en la ingeniera y tecnologa de
vanguardia.
INGENIERA INDUSTRIAL Pgina 8
2 Justificacin
A travs de la implementacin de una locacin con numero de partes
especificas en el cual las entradas y salidas estn controladas por un sistema de
filosofa Kanban y nivelacin de inventarios, se pretende reducir de los 135 modelos
producidos semanalmente un mximo de 14.06 % de ellos ya que este porcentaje
representan el mayor ndice de iteraciones en la recoleccin de componentes cada
semana, los componentes de estos modelos se encontraran en una locacin externa
al almacn Front End; por otro lado se estima reducir un numero a lo mximo de 38
componentes en dficit, provocados por errores al momento de realizar una
transaccin, ya que la nueva locacin absorbera una parte de los faltantes, lo cual
representa un 24% de los componentes con cantidades incompletas que presentan
por semana.
Por otro lado al implementarse esta locacin y reducir las iteraciones en
14.06%, se pretende conseguir que el problema que se obtuvo al realizar el cambio
de SAP a Oracle de realizar una compilacin de 40 a 35 componentes por hora en
Oracle, regrese a su anterior nmero que son 40 componentes por hora.
Para el presente proyecto se abarca 2 dimensiones vastas e ineludibles para
efectuar las mejoras y para la misma comprensin del problema: dimensin sobre los
modelos y la dimensin sobre el proceso.
INGENIERA INDUSTRIAL Pgina 9
Dimensin sobre los modelos.
En Sanmina SCI se manufactura una amplia gama de variedad de modelos,
ya que a lo largo de las 39 semanas que han corrido en el ao, han sido 505
modelos diferentes (Scanners, pokets, micrfonos, radios, etc.) con una variacin en
su cantidad de produccin (hay modelos que se han fabricado desde una sola pieza
hasta 246500 piezas a lo largo del ao), asimismo se cuenta con la frecuencia de
elaboracin de los mismos (como lo son modelos que solo se fabricaron una sola
semana y modelos con fabricacin constante cada semana) y aunado a esto la
cantidad de numero de partes de los mismos modelos (existen modelos con un
mnimo de 2 numero de partes y modelos mucho mas complejos con hasta 543
numero de partes diferentes), lo que implica el anlisis de variables para escoger
familias y modelos candidatos a poner en marcha una sistema de abastecimiento tipo
kanban.
Por tanto as, de acuerdo a los registros de fabricacin, existen nmeros de
parte o componentes que han sido utilizados hasta 14 312 082 de veces a lo largo de
las 39 semanas que han corrido en el ao conforme a la produccin (ya que, como
se haba mencionado, ciertos nmeros de parte se comparten con otros modelos,
siendo el componente 50-14786-1003 RES:CH 0402 1 PERC .063W100K ms
comn, compartido por 155 modelos).
Por lo que el anlisis requerido para el mejoramiento del abastecimiento
requiere de numerosas pequeas actividades complejas, las cuales pueden ser
simultneas para hacer uso razonable de los seis meses de residencias.
INGENIERA INDUSTRIAL Pgina 10
Dimensin sobre el proceso
Comprendido lo que implica por la parte de la complejidad de los modelos, el
abastecimiento de los componentes es un proceso sistmico y sistemtico, el cual
esta comprendido por diversas etapas y areas, las cuales implica desde la llegada
de la materia prima hasta el ciclo de uso de los componentes
INGENIERA INDUSTRIAL Pgina 11
3 Objetivos
3.1 Objetivo general
Implementar una locacin de almacenamiento (Sper mercado) que funcione
a travs del uso de la filosofa Kanban para los modelos con mayor ndice de
produccin, la cual permita reducir al menos un 14% de los 135 producidos
semanalmente, ya que este porcentaje representa a los modelos ms repetitivos en
el rea de almacn, que de tal forma permita incrementar el estndar de colecta de
componentes del actual de 35 componentes por hora al anterior de 40 componentes
por hora.
3.2 Objetivos especficos
Implementacin de una nueva locacin para la ubicacin de los componentes
de los modelos con mayor ndice de produccin.
Realizar corridas piloto necesarias para la comprobacin de reduccin de
movimientos.
Reducir al menos 23% de los componentes en situacin de dficit
Obtener un estndar de picking de 40 componentes por hora.
INGENIERA INDUSTRIAL Pgina 12
4 Caracterizacin del rea en que particip
rea: Logstica de materiales.
Departamento: Almacn.
Domicilio: Av. Industrial Ro San Juan s/n, Col. Parque Industrial del Norte,
C.P. 88736, Reynosa, Tamaulipas, Mxico. Coordenadas <26.0291144, -
98.3691029>.
Ramo Industrial.
Ilustracin 1 Mapa de localizacin
Fuente: Google
INGENIERA INDUSTRIAL Pgina 13
4.1 Antecedentes de la empresa
Sanmina inicia en 1961, en Huntsville, Alabama, donde un grupo de ingenieros
de la NASA fundan una pequea empresa llamada SCI Systems (Space Craft Inc.)
con la misin de proveer de soluciones de ingeniera a diferentes programas
espaciales.
En 1980, surge en San Jos, California, Sanmina, una empresa dedicada a la
fabricacin de PCBs la cual era proveedora de SCI Systems.
Fue en 2001 cuando SCI y Sanmina suman sus fuerzas para formar lo que
hoy es Sanmina, una empresa global, lder en soluciones totales de manufactura y
que ofrece la integracin vertical, desde el diseo hasta la logstica de los proyectos,
y con operaciones en 17 pases en los cinco continentes, ms de 80 plantas y 48,000
colaboradores.
Sanmina llega a Mxico.
En Mxico todo inicia en 1987, con la apertura de la primer planta de
manufactura electrnica de Mxico.
El lugar elegido fue Guadalajara puesto que reuna todos los requisitos de
infraestructura, logstica y capital humano, para que ah naciera la sociedad de
Elamex SA de CV y SCI Systems, quienes inician operaciones en octubre de ese
mismo ao con el nombre de Adelantos de Tecnologa (ADTEC), con tan slo 250
empleados, 2 clientes, mucho espacio y disposicin para crecimiento.
Desde los primeros aos, el reto de producir con la mayor calidad de
manufactura fue afrontado con un compromiso total, demostrando que somos
competitivos con cualquier otra planta en el mundo.
INGENIERA INDUSTRIAL Pgina 14
As fue como la primera planta de Sanmina SCI Systems Guadalajara se
consolid con los aos como un punto de referencia en el mapa de la manufactura
de Mxico y del mundo.
Actualmente, sus operaciones en Mxico cuentan con ms de 12,000
colaboradores entre sus 10 plantas dedicadas a los siguientes negocios: servicios de
manufactura integral, fabricacin de chasises metlicos e inyeccin de plsticos,
maquinado, integracin vertical, cables, backplanes y servicios de reparacin y
logstica.
Esta infraestructura rebasa los 250,000 mts2 de piso de produccin y ofrece a
nuestros clientes una gama completa de productos y servicios.
Sanmina Corporation es un proveedor lder de soluciones de fabricacin
integrada al servicio de los segmentos de ms rpido crecimiento de la Electrnica
de Servicios de Manufactura globales (EMS) de mercado. Reconocido como lder en
tecnologa, Sanmina ofrece de extremo a extremo soluciones de fabricacin, de
entrega de calidad y un rendimiento superior a fabricantes de equipos originales
(OEM), principalmente en el ramo mdico, redes de comunicaciones, defensa y
aeroespacial, sistemas industriales y de semiconductores, multimedia, computacin y
almacenamiento, sectores de tecnologa automotriz y limpias. Sanmina tiene
instalaciones ubicadas estratgicamente en las regiones clave alrededor del mundo.
4.1.1 Misin
Ser la mejor opcin de la industria de servicios electrnicos para nuestros
clientes y accionistas.
4.1.2 Visin
Ser la divisin de Sanmina ms rentable del mundo al atraer, retener y
fomentar el crecimiento de nuestros clientes por medio de un servicio y calidad que
nos distinga en el mercado.
INGENIERA INDUSTRIAL Pgina 15
4.1.3 Valores
RESPETO: Mostramos aprecio y cuidado por las personas con las que nos
relacionamos, los recursos que utilizamos y el medio ambiente donde estamos
establecidos.
CALIDAD: Excelencia en todo lo que hacemos.
ESPRITU DE EQUIPO: Reconocemos que el xito depende de la
participacin, aportacin y compromiso de todos los colaboradores orgullosos de
pertenecer al equipo. Juntos hacemos ms.
CONFIABILIDAD: Tenemos la seguridad de que nuestros procesos y sus
productos operan exitosamente.
HONESTIDAD: Conducirnos con integridad y ser congruentes en lo que
pensamos, decimos y hacemos.
RENTABILIDAD: Sanmina es un negocio. Las acciones de todos los que
trabajamos aqu en Sanmina estn enfocadas en generar el mayor beneficio
econmico para los empleados y accionistas.
4.1.4 Esencia de la empresa
Somos un equipo extraordinario comprometidos con la excelencia, que ama
los retos y celebra los logros en conjunto. Nuestra pasin nuestro impulso, nuestra
calidad nos respalda y nuestra visin nos hace ser mejores cada da. Lo que
hacemos en Reynosa hace la diferencia.
4.1.5 Poltica de Calidad
Sanmina est enfocada a lograr un nivel de excelencia en su desempeo,
flexibilidad y tecnologa para exceder las expectativas de nuestros clientes en
Calidad, Entrega y Servicio.
Sanmina est comprometida con el desarrollo, implantacin y mejora continua
de su sistema y administracin de calidad.
INGENIERA INDUSTRIAL Pgina 16
4.1.6 Poltica ambiental
La Corporacin Sanmina est comprometida a proteger el medio ambiente y a
controlar el uso de los recursos en la manufactura y actividades relacionadas a
travs de la mejora continua de la proteccin ambiental.
Para lograr estas metas, los programas de administracin ambiental cumplirn
con las reglas de legislacin ambiental relevantes y regulaciones prescritas por las
ciudades, estados y pases en donde la Corporacin Sanmina y plantas subsidiarias
estn presentes.
El sistema de administracin ambiental definir objetivos y metas para la
prevencin y reduccin de la contaminacin en la manufactura y procesos
relacionados para proteger el medio ambiente contra impactos adversos.
4.1.7 Poltica de seguridad y salud ocupacional
Sanmina est comprometida a tener un ambiente laboral seguro y saludable
para sus empleados, contratistas, proveedores y visitantes, mediante la identificacin
de peligros, evaluacin y control de riesgos de los procesos, mejorando
continuamente el desempeo en seguridad y salud ocupacional.
Sanmina cumplir con las leyes y regulaciones aplicables en materia de
seguridad y salud ocupacional y establecer objetivos y metas especficas que dirijan
a la aspiracin de cero accidentes y enfermedades laborales.
4.1.8 Poltica de responsabilidad social
Es compromiso de Sanmina, la promocin y accin a favor de la igualdad de
oportunidades entre hombre y mujeres con o sin discapacidad o en alguna situacin
de vulnerabilidad; promoviendo la NO discriminacin durante todo nuestro actuar; as
como la prevencin del hostigamiento de cualquier ndole, fomentando un ambiente
sano, equilibrando la vida laboral y familiar en condiciones de trabajo armoniosas a
INGENIERA INDUSTRIAL Pgina 17
favor de la gente que colabora en la compaa, tenindolas mismas oportunidades
de ingreso desarrollo y permanencia en el empleo, superando el cumplimiento de las
legislacin vigente aplicable en materia.
4.1.9 C-TPAT (Custom Trade Partnership Against Terrorism)
Sanmina reconoce la poderosa necesidad de mantener la integridad de la
cadena de suministros, y asegurar que el flujo de materiales y productos no sea
alterado.
Hacia este fin, Sanmina se uni a aduanas de E.U., la agencia de proteccin
fronteriza y los socios de la empresa para establecer barreras de seguridad en contra
de las amenazas a la cadena global de abastecimiento de cualquier fuente.
Sanmina est conduciendo estas iniciativas y comunicando a la cadena
corporativa de abastecimiento, normas de seguridad para los asociados de la
empresa y empleados a travs del programa C-TPAT..
INGENIERA INDUSTRIAL Pgina 18
4.2 Organigrama
INGENIERA INDUSTRIAL Pgina 19
Figura 4. Organigrama de la empresa Sanmina SCI Corporation. Fuente: Depto. R.H.
4.3 Descripcin del rea
Una de las reas donde se desarrollar la mayor parte del proyecto ser en
las oficinas del departamento de calidad, que se encuentran en el segundo piso de la
planta, arriba del value stream 12; se trabajar con un equipo de cmputo con
acceso a internet, se contar con un telfono, adems de gavetas para almacenar
documentacin necesaria para el desarrollo del proyecto; tambin fue proporcionado
equipo de proteccin para cuando se est en las lneas de produccin (bata y lentes),
as como equipo para descargar la electroesttica del cuerpo (taloneras y pulsera
ESD).
INGENIERA INDUSTRIAL Pgina 20
5 Problemas a resolver priorizndolos
El modo de trabajo actual en rea de almacn (Warehouse - Front End), la
cual es el rea en donde se realiza la seleccin de los componentes necesarios para
la construccin de un cierto modelo, se han identificado modelos que representan
una serie de trabajos repetitivos semanalmente, lo cual representa un 14.06% de
iteraciones en las corridas de los modelos cada semana al momento de realizar la
seleccin de los materiales requeridos para la produccin de tablillas (PBCs).
Provocando a travs de largar bsquedas la prdida del material o el olvido de
escaneo en sistema de los mismos, debido a descuido y distraccin del empleado, lo
cual ocurre diariamente en un monto promedio aproximado de 5 cajas (donde una
caja puede contener hasta 34 rollos), donde alrededor de un 63.05% de los
componente que corresponde a los modelos corridos del ao en curso, se comparten
al menos 2 veces, por tal motivo al existir mayora en los componentes compartidos,
al extraviarse cierto rollos de componentes por descuido de los materialistas retarda
que se a completen los kits demandados en el tiempo requerido.
A consecuencia de los retardos y extravos, en el rea de montaje OLF (Off
Line Feeders) se provoca un retardo, lo cual conlleva a un cambio obligado en la
programacin de la produccin lo cual ocurre en promedio 14.1 veces por semana.
Por otra parte, debido al cambio en el software de ERP (de SAP a Oracle) ha
modificado la forma de trabajo en la cual se llevaban a cabo las actividades
(disminuyendo el estndar de compilacin de componentes de 40 a 35 componentes
por hora), ya que el software actual (Oracle) tiene ms limitaciones que el software
anterior en cuanto a planeacin de recursos, lo que consecuentemente impacta en
un dficit de los materiales.
INGENIERA INDUSTRIAL Pgina 21
INGENIERA INDUSTRIAL Pgina 22
INGENIERA INDUSTRIAL Pgina 23
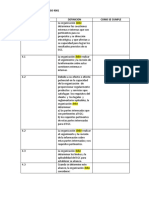
6 Procedimiento y descripcin de actividades
1. Reconocimiento de la planta y sus actividades.
2. Reconocimiento del proceso general.
3. Anlisis y ordenamiento de los registros de produccin.
4. Identificacin de las familias, sus modelos y componentes.
5. Identificacin de los modelos mayores producidos as como sus partes o
componentes ms utilizados durante su produccin.
6. Reconocimiento y anlisis de la logstica de materiales (POST-FE-OLF-SMT-
RTS).
7. Anlisis de la programacin y del pronstico de la demanda.
8. Anlisis de paros de lnea en SMT
9. Determinacin del tiempo de ciclo del retorno de los materiales.
10. Identificar los cuellos de botella durante el picking de los componentes y en
OLF.
11. Anlisis de informacin compilada
12. Identificacin de tipo de Kanban adecuados Establecer rutas Kanban que
reflejen el flujo de materiales.
13. Analizar si se podrn reducir los costos de inventarios.
14. Establecer rutas Kanban que reflejen el flujo de materiales.
15. Identificacin e implementacin en componentes problema.
16. Estudio y anlisis del sistema Oracle
17. Anlisis de entradas de Kanbans en Oracle
18. Seleccin del tamao del container.
19. Seleccin del nmero de Kanbans.
20. Desarrollo de la tarjeta Kanban.
21. Prueba Piloto.
22. Anlisis de resultados.
INGENIERA INDUSTRIAL Pgina 24
ACTIVIDADES.
Descripcin del Proceso
Picking: posteriormente al proceso de planning (proceso de bajar la
planeacin de la produccin), se les entrega a los materialistas un picking list, la
cual es una lista donde se desglosa la cantidad de numero de partes que requieren
los modelos, as como tambin, las locaciones en las cuales estn ubicados y el
numero de rollos con cantidad de piezas de dichos numero de partes; es repartida
entre varios materialistas para agilizar la bsqueda. Cada materialista debe apegarse
a la cantidad de modelos buscados por hora la cual es 35 componentes por hora.
Dentro de esta actividad al momento de realizar picking los componentes son
movidos por sistema Oracle a una locacin temporal (en donde se mover el kit) para
reflejar todos los movimientos de materiales de los componentes.
Problemas al realizar el picking: Uno de los principales problemas al realizar el
picking es mandar rollos completos o de muchas piezas, teniendo en cuenta que no
se utilizara ni un 20% del rollo o menos, lo que provoca que haya faltantes y
consecuentemente trabajo extra para la estacin de anlisis (trabajo que no debera
de hacer ya, que la estacin de anlisis solo se debe encargar de los verdaderos
componentes que falten, que no hay fsicamente ni en stock, piso y wip stage, y no
de componentes que existan en un rea).
INGENIERA INDUSTRIAL Pgina 25
Acomodo en Stock: Cuando es recibida la materia prima, es verificada y
posteriormente es acomodada en cajas vacas en stock, dndose de alta en sistema
(se procura acomodar todos los componentes en una sola caja). Para la ubicacin de
los componentes existen clasificacin por WIP STAGE: WGRE.E y WPR.V, la
asignacin de un numero de parte a un WIP STAGE depender del nombre del
mismo, siendo para WGRE.E todos los componentes que en su nombre contengan
algn guion y para WPR.V nombres de componentes sin guion alguno.
De igual forma, existe la entrada de material por RTS (Return To Stock)
proceso por el cual regresa el material sobrante de la produccin, el cual es contado
y medido en OLF antes de regresar a almacn y as mismo es vuelto a contar en
almacn para corroborar la cantidad exacta de material y es comparado con lo
utilizado en produccin (todo este procesos realizando transacciones por sistema
Oracle).
Existen tambin rollos especiales (sensibles a humedad) que no pueden
dejarse cierto tiempo en ambiente normal los cuales son acomodados en locaciones
especiales donde se clasifican por el nivel de riesgo de humedad del 1 al 6 (siendo el
numero 6 el estndar mas critico).
Verificacin de DID: es el ultimo paso por los que pasan los rollo de
componentes, el cual es el proceso en que se da de baja el rollo eliminacin del
DID- (DID: complemento del numero de parte que hace a un rollo nico) y se le
quitan todas las etiquetas que se le incorporaron por todos los procesos que paso. El
material se mantiene en locaciones temporales antes de ser desechados, en donde
los materialistas pueden usar uso de estos rollos al momento de realizar un corte.
INGENIERA INDUSTRIAL Pgina 26
Conteo: es el primer paso, despus del retorno de los componentes a
almacn (RTS). Los componentes son pasados por maquinas contadoras (utilizado
por personal especializado), separando los rollos por tamao y/o numero de paso
(que va del no. 1 al 18). El personal se encarga de contar y verificar la diferencia y
agregar una nueva etiqueta al rollo. En caso de que el rollo contenga una tira de
componentes menor 20 pulgadas es considerado scrap, una vez contados, los
componentes pasan a la estacin PUTAWAY para terminar el proceso de RTS.
Especificaciones de Scrap: Para que cierta cantidad de un nmero de parte
pueda convertirse en scrap debe cumplir con ciertas especificaciones, ay que para
componente de paso de no se puede hacer scrap si mide ms de 20 pulgadas y
contiene un mnimo de 250 piezas, pero si contiene menos de 250 piezas si se podr
hacer scrap.
Para componentes de paso 1 no se pude hacer scrap si mide ms de 20
pulgadas y contiene un mnimo de 127 piezas, solo se le hara scrap si mide menos
de 20 pulgadas y contienen menos de 127 pesos. Para los siguientes nmeros de
pasos se convierten en scrap solo por criterios diferentes.
No se puede hacer scrap si los rollos cuestan mas de 5 dlares aun as midan
menos de 20 pulgadas o contengan solo 1 pieza. Este tipo de componentes
representaran una perdida para la empresa si son desechados.
rea de Anlisis: la actividad principal de esta rea es cargar los
componentes de los modelos a las rdenes de trabajo (Jobs) por sistema Oracle, en
el cual son movidas de locaciones de WIP STAGE temporales o preliminares a Piso.
INGENIERA INDUSTRIAL Pgina 27
Se realizan reportes de todos los nmeros de parte cada cierto tiempo
(dependiendo lo que el sistema Oracle requiera) en todo el transcurso del da, los
cuales recopilan todos las ordenes de trabajo, las cuales contienen los
requerimientos de los modelos, y as posteriormente compilados todas las ordenes
de trabajo en un solo reporte permite mover el conjunto de componentes de los kits
en un solo movimiento.
Tambin en esta rea se analizan las discrepancias que llegue haber en las
locaciones y el nmero de componentes registrados por sistema, as como analizar
el porque de las materiales en dficit (Material en dficit: es el material el cual es
requerido por sistema, y fsico se encuentra corto, con la probable causa de un
error o mal movimiento de locacin (stage) de stock a piso o viceversa sin ser
registrado en el sistema Oracle).
Medicin: parte del proceso previo a OLF, donde se mide la frecuencia y
voltaje de los componentes, y as asegurar el funcionamiento de los mismos, los
cuales son registrados y cargados a sistema y autoriza si el componente es apto
para pasar o no a la siguiente etapa (que cumple con las especificaciones
requeridas), donde se genera una nueva etiqueta en el cual se indica que el
componente es apto.
No todos los numero de partes tiene que ser medidos, pero todos los rollos
pasan por sistema en la estacin y el cual esta actividad cuenta como un ultimo filtro
antes de pasar a OLF (permitiendo esta actividad una herramienta de bsqueda en
las areas de anlisis)
La area se compone de cuatro estaciones de trabajo, las cuales, cuentan con
diferentes tipos de frecuencia para la medicin de los componentes.
INGENIERA INDUSTRIAL Pgina 28
Estacin de Anlisis:
Esta area es la encargada de encontrar los componentes faltantes de los kits
cortos (solo componentes que estn en escases), buscando primero en el almacn,
corroborando la inexistencia del material en sistema Oracle y basa de datos en
Excel, se realizan bsquedas por sistema para ubicar un rollo de componentes libre
en algn kit ya marcado listo para pasar a OLF.
Corroborando qu en verdad no haya existencia de ese material (esperando
que haya sido error durante picking).
Las estaciones de anlisis tambin se encargan de solucionar problemas de
faltantes de kits cortos pero en donde el material es localizado en piso o en alguna
otra locacin. Este es un problema derivado de un mal criterio al momento de realizar
el picking, ya que los materialistas proporcionan rollos de componentes con una
cantidad excesiva a la requerida para evitar un corte, lo que consecuentemente
puede recaer faltante de material para el compilado de un kit futuro, este problema
conlleva a un exceso de trabajo para la estacin de anlisis.
OLF: Es el rea la cual se encargan de recibir los kits de los modelos que han
sido compilados en el rea de almacn Front end, ya que han pasado por todas las
mediciones y anlisis, son posteriormente mandadas a OLF para el ensamble o
montaje en dispensadores especiales llamados feeders, los cuales se colocan por
modelo en las lneas de espera para su posterior ensamble en SMT (Lnea de
ensamble superficial) para realizar el primer paso de produccin de un modelo (la
colocacin de los componentes mas complejos a tablillas o PCBs).
INGENIERA INDUSTRIAL Pgina 29
Dentro de esta rea existen ciertas circunstancias que provocan cambios en la
programacin de la produccin, como lo es el retraso de los kits por materiales
cortos, la cual es la principal causa de paros de lnea (un paro de lnea hace
referencia al retraso por ajuste de cambio de modelo).
En tal caso de un paro de lnea, se es forzoso un cambio de programacin del
da por posiblemente la del da siguiente, tratando de consumir el tiempo
predestinado de la corrida actual ajustando un tiempo similar con conjunciones de
tiempos establecidos a cada modelo, modelos que ya estn listos en el montaje para
su ensamble.
Otro problema por el cual se llega a presentar un paro de lnea, es que llegue
a haber feeders insuficientes, ya sea por la cantidad de modelos que se encuentren
corriendo, como tambin la cantidad de modelos con una gran cantidad de nmero
de componentes o feeders ocupados por material en espera.
Estacin de Putaway y horneado: una vez terminado el proceso de conteo,
el material pasa a la estacin de putaway (aun en este instante del proceso RTS en
material se encuentra por sistema en la locacin de piso) donde el material es
transferido por medio del sistema Oracle de locacin de piso a almacn, y de igual
manera se le es asignado a una locacin, en la cual los componentes son
depositados.
Para los componentes sensibles a humedad se les es requerido un proceso de
horneado para asegurar la integridad de los componentes. Cuando retornan los
componentes sensibles a humedad tiene que pasar inmediatamente a la estacin de
horneado, dando prioridad a los componentes mas crticos (materiales sensibles a
humedad nivel 6).
INGENIERA INDUSTRIAL Pgina 30
Planning: es la primera etapa en el rea de almacn (Warehouse), en la cual
se baja la programacin planeada (que es liberada por parte del departamento de
compras y produccin) de la semana prxima para segmentar por modelos y
familias, lo cual ayuda a la elaboracin de las picking list, que posteriormente son
repartidas a los materialistas para la compilacin de los componentes para el armada
de un kit.
Actividades realizadas
Con el fin de comprender y reconocer el entorno en el cual se desenvolvera el
proyecto, se realizo una indagacin sobre las etapas, procesos y actividades que se
realizan en el rea de logstica de materiales, principalmente el abastecimiento de
componentes de Warehouse Front End a la estacin de montaje de componentes
OLF.
Se examinaron las 31 semanas de produccin (calendario de produccin) que
han corrido dentro de la planta, obteniendo con esto la cantidad de piezas total de
modelos realizados, as como la variacin de su produccin.
Tabla 1 Matriz de modelos por frecuencia semanal
To
No. de Total tal de Porc
Model
Familia partes por de modelos semanas entaje de
o
modelo producidos producida produccin
s
24- Alpine
96 246500 38 100
84096-11 Cradle Rohs
INGENIERA INDUSTRIAL Pgina 31
PA000 ACADIA 97.3
77 464406 37
079A01 HANDLE BOARD 6842
24- PL, 94.7
37 234424 36
133243-03 SE3300 GLACIER 3684
24- MOTO 94.7
72 109124 36
165551-01 SCAN-LORAX 3684
MAIN
24- 92.1
BOARD 84 164328 35
134403-02 0526
DS4208,NG9208
MAIN
24- 92.1
BOARD 81 152600 35
135368-02 0526
DS4208,NG9208
24- SE965 , 92.1
42 140188 35
172245-01 SE960 0526
24- MOTORIN 92.1
35 298645 35
82157-02 GPICOSE 0526
PMLD VHF LP 92.1
367 11672 35
4567A Mini-U Board 0526
24- LI4278, 89.4
87 130072 34
143614-01 HANDLE BOARD 7368
PMLD VHF Main 89.4
244 12216 34
4499A Board 7368
INGENIERA INDUSTRIAL Pgina 32
PMLN Portable 89.4
37 61032 34
5718A GOB Main Board 7368
01040 Flex Belize 86.8
65 144405 33
39J99 LI-Cell Battery 4211
24- 86.8
ZERMATT 95 96548 33
121130-21 4211
24- MOTO 86.8
49 85296 33
133192-01 SCAN-LORAX 4211
Portable
PMLE4 86.8
Belize VHF Main 256 32552 33
709A 4211
Bd
PCR
01040 84.2
Display C.H Board 57 20332 32
54J37 1053
PCR
24- PL, SIERRA 84.2
64 62166 32
126212-22 HANDLE BOARD 1053
24- PL, 84.2
37 160712 32
133243-04 SE3300 GLACIER 1053
PMLE4 VHF LP 81.5
382 7864 31
840A Mini-U Board 7895
INGENIERA INDUSTRIAL Pgina 33
Estos datos nos muestran los modelos mayores producidos en la planta, se
expresan solo los modelos con una frecuencia de produccin igual o mayor al 80%,
ya que se obtuvo dichos datos, en los cuales se contemplan los productos ms
repetitivos, el cual esta tabla lleva a un anlisis para ver si se podr trabajar alguno
de ellos.
INGENIERA INDUSTRIAL Pgina 34
Matriz de acuerdo a las semanas de manufactura.
Se realizo anlisis para establecer un dictamen y determinar si es, o no
conveniente trabajar con todos modelos contenidos en la tabla pivote, la cual
muestra las fechas en las cuales fue producido cierto modelo, con el fin de ver la
consistencia de la produccin al paso del tiempo de los modelos, y hacer usos de
esta herramienta para la toma de decisiones de cuales serian los modelos
candidatos de acuerdo a su frecuencia de produccin as como tambin la cantidad
de unidades producidas.
Tabla 2 Matriz de los modelos de acuerdo a las semanas de produccin
INGENIERA INDUSTRIAL Pgina 35
Anlisis de uso de lneas de produccin
Con la determinacin de las semanas producidas se conllevo a realizar un
anlisis de lneas de produccin, para conocer cuantas piezas, cuando y donde se
produjeron ya que con esta informacin, la cual se estima que permita establecer una
ruta de abastecimiento sobresaliente al modo de trabajo actual; as como tambin la
informacin recopilada, sea informacin relevante para la planeacin de la demanda
proyectada, ya que se encuentra una deficiencia en el modo de trabajo actual en la
recepcin de materiales con el proveedor, provocando deficiencia de material.
Tabla 3 Matriz de cantidad de produccin por semana segmentada por
lneas
Weeks Data
Model L Total de piezas Cantidad de modelos prod.
ine terminadas
0104038J16 3
4 300 1
INGENIERA INDUSTRIAL Pgina 36
0104039J99 1
0104042J54 1
4 400 1
0104052J96 1 496 1
0104052J98 1 600 1
0104054J37 1 402 1
0104054J38 1
0104054J43 1
0104055J60 1
0104055J61 1 400 1
0104057J47 1
0104060J78 2
INGENIERA INDUSTRIAL Pgina 37
4
En el rea de SMT se cuenta con 6 lneas de produccin, en las cuales se
realiza el proceso de la manufactura (ensamblado los componentes) a las tablillas
electrnicas (PCBs) de acuerdo al tipo de modelos correspondientes, por medio de
maquinas Fuji especializadas en este tipo de ensambles complejos.
A continuacin se muestran grficos del uso de las seis lneas por semana (se
realizaron los grficos de la semana 2 a la semana 31), donde se muestra por
porcentaje los modelos que se produjeron en semana 2, 3, 14, 16 y 31 que expresan
el uso de las mismas lneas con respecto al total de produccin de esa semana.
Nota: El porcentaje es en referencia a la produccin total realizada por
semana, Se muestra el porcentaje de modelos que se produjeron esa semana en
cierta lnea respecto al total de produccin de esa semana.
Figure 1 Grficos de uso de lneas
INGENIERA INDUSTRIAL Pgina 38
INGENIERA INDUSTRIAL Pgina 39
INGENIERA INDUSTRIAL Pgina 40
Ilustracin 2 Grafico del total del uso de lneas
INGENIERA INDUSTRIAL Pgina 41
En este ultimo grafico se muestra el total de uso de cada lnea, desde su
comienzo de la semana 2 a la 31, se observa que la lnea con mas porcentaje de uso
desde de produccin, es la lnea 3 y, por otra parte, en contraste con la lnea 3, la
lnea que menos porcentaje de uso es la 6 (a pesar que la lnea 3 empez en
funcionamiento a partir de la semana 9).
INGENIERA INDUSTRIAL Pgina 42
Se elaboro un desglose del porcentaje de uso en lneas de lo modelos que
cumplen con un 80% o mas de produccin (siendo el 100% las 31 semanas),
posterior a esto, se elaboro un grafico individual a los modelos correspondientes con
frecuencia del 80% para conocer la distribucin del total de piezas manufacturadas
en las diversas lneas de ensamble como lo muestra la figura siguiente.
Ilustracin 3 Grafico de porcentaje de produccin por lnea de modelos
con frecuencia del 80%
INGENIERA INDUSTRIAL Pgina 43
A continuacin, se presenta una grafica, realizada a partir de los registros de
produccin en cuanto al acumulado de piezas fabricadas sin contemplar las veces y
fechas de produccin, se contemplan los modelos con mayor cantidad de piezas
producidas.
Ilustracin 4 Grafico de modelos por el nmero de piezas producidas en
31 semanas
INGENIERA INDUSTRIAL Pgina 44
Para los comienzos de preparacin de clculos y operaciones destinadas al
anlisis de corridas piloto y posible simulacin, se pretende que los modelos
candidatos se encuentren bajo una tendencia de una frecuencia de produccin
constante y con un requerimiento de produccin considerable.
Segmentacin de los modelos
INGENIERA INDUSTRIAL Pgina 45
Despus de crear una matriz y base de datos, la cual contiene el nmero total
de piezas producidas y de reconocer los diferentes tipos de modelos producidos, se
realizo la bsqueda de la cantidad de componentes que contiene cada diferente
modelo, as como la bsqueda de los componentes que son ms requeridos y que
son comunes por los diferentes modelos.
Con este desglose se comparo los modelos con mayor produccin, as como
tambin con la cantidad de nmero de partes, para saber cual era ms producido.
Ilustracin 8 Grafico de frecuencia de produccin vs Numero de partes
Una vez encontradas las coincidencias entre la frecuencia, la cantidad de
piezas, nmero de piezas producidas y su constante produccin se pretende
proceder a la bsqueda de componentes comunes, por lo cual con ayuda de tablas
pivote, se elaboro una matriz la cual refleja la cantidad de componentes por modelos
y el usos de componentes utilizados a lo largo de la produccin de 31 semanas.
Ilustracin 9 Matriz de componentes comunes
Componentes comunes (Tabla general)
Component Description Count of Sum of
Material Total de piezas
Number producidas
0613952G67 RESMF0OHM1 129 5540344
PERC .1WSM0603PB-
INGENIERA INDUSTRIAL Pgina 46
FREE
0613952R66 RES:MF0OHM5 122 34015387
PERC .0625WSM0402
50-14785-000 RES:CH 04025 100 11815869
PERC . 0.0
OHMJUMPERLF
2113945B02 CAP:CHIP.01UF 98 8674873
+10 PERC -10 PERC
25V-DC
0613952N01 RES:MF10KOH 91 8985458
M1 PERC
.0625WSM0402
50-14786-1002 RES:CH 0402 1 88 15163072
PERC .063W10.0K
INGENIERA INDUSTRIAL Pgina 47
50-14786-1003 RES:CH 0402 1 85 22325738
PERC .063W100K
50-11532-103 CAP:X7R040210 83 12310659
PERC 16V10000PF
Tambin se realizo un desglose de los modelos con mayor produccin, los
componentes comunes entre ellos, para determinar cuales pueden llegar a ser los
posibles numero de partes que podran escasear, y por lo tanto, contribuir a
provocar un paro en las lneas de produccin de SMT. Con los nmeros de parte
ms comunes entre los modelos se deber tener mayor cuidado y prioridad en
cuanto a la planeacin de sus pedidos, tiempos de llegada por parte del proveedor y
distribucin. Se puede observar en la siguiente tabla que, existen componentes que
se comparten con diferentes modelos, y por lo tanto, su requerimiento tiende a ser
mayor, provocando una mayor flujo de estos componentes, que con un mal manejo
de los mismos o una mala planeacin puede provocar un dficit en el stock que
puede ser critico para SMT, por lo tanto, entre mas se compartan mayor ser la
planeacin de sus requerimientos.
Tabla 1 Matriz de componentes (de una segmentacin del total)
ordenados por numero de modelos comunes.
Componentes por # de modelos que lo comparten (tabla segmentada)
Component Common in Models Total de piezas utilizadas
INGENIERA INDUSTRIAL Pgina 48
50-12500-157 23 2329200
50-11532-103 16 8624989
50-14785-000 16 6495090
50-14786-1002 15 10427658
50-14786-1003 15 15204590
50-11532-104 12 14054094
50-14785-472 12 4416554
50-04800-177 11 1329651
50-13130-1822 11 1982016
50-11500-343 10 13576107
50-11532-182 10 1974558
50-14786-1004 10 4161577
50-14786-1503 10 968197
50-14800-415 10 3077161
50-14803-4R7 10 1158137
Tabla 2 Matriz componentes por cantidades de piezas producids
INGENIERA INDUSTRIAL Pgina 49
Componentes por cantidades de piezas consumidas
Component Common in Models Sum of Total de piezas
utilizadas
0613952R66 122 34015387
50-11500-343 60 24109182
50-14786-1003 85 22325738
50-11532-104 71 20614538
2113945Y02 74 20044891
50-11500-506 40 19629336
2113946B04 58 17498435
50-11565-104 60 16345354
50-11500-284 8 15209268
50-14786-1002 88 15163072
50-14725-47R0 6 14116384
50-11532-103 83 12310659
50-14785-000 100 11815869
50-14785-104 61 11598969
0613952N01 91 8985458
INGENIERA INDUSTRIAL Pgina 50
En la siguiente matriz se representan el componentes, as como los modelos
con los que con los cuales mas se comparte, la familia a la que pertenece dicho
modelo, la cantidad de componentes que requiere el modelo para realizar una pieza
de ese modelo, y la cantidad de semanas en que fueron producidas. La cual esta
matriz servir de herramienta de bsqueda rpida de componentes y materiales, as
como para el futuro anlisis de la demanda, comparando el contenido de la misma
para presuntos pronsticos de la demanda.
Tabla 3 Matriz de desglose por componentes
INGENIERA INDUSTRIAL Pgina 51
Desglose de componentes de modelos ms frecuentes
INGENIERA INDUSTRIAL Pgina 52
7 Resultados
INGENIERA INDUSTRIAL Pgina 53
INGENIERA INDUSTRIAL Pgina 54
8 Conclusiones y Recomendaciones
INGENIERA INDUSTRIAL Pgina 55
9 Competencias Desarrolladas
INGENIERA INDUSTRIAL Pgina 56
10 Bibliografa
INGENIERA INDUSTRIAL Pgina 57
11 Bibliografa
Chapman, S. N. (2006). Produccion esbelta y programacion maestra. En S. N.
Chapman, Planificacin y control de la produccin (pg. 2015). Mexico:
Pearson Educacin.
Krajewski, L. J., & Ritzman, L. P. (2000). El Sistema Kanban. En L. J. Krajewski, & L.
P. Ritzman, Administracin de operaciones: estrategia y anlisis (pg. 743).
Mexico: Pearson Educacin.
INGENIERA INDUSTRIAL Pgina 58
12 Glosario
PPM semanal = (NCR semanal / RECIVOS semanal) * 1,000,000
INGENIERA INDUSTRIAL Pgina 59
13 Anexos
INGENIERA INDUSTRIAL Pgina 60
S-ar putea să vă placă și
- Tarea 5 Taller Interpretación ISO 9001-2015-1Document2 paginiTarea 5 Taller Interpretación ISO 9001-2015-1victor alex100% (4)
- Programa de Auditoría ExternaDocument3 paginiPrograma de Auditoría ExternaDiana ArcosÎncă nu există evaluări
- Estructura OrganizacionalDocument5 paginiEstructura OrganizacionalKelly PachanoÎncă nu există evaluări
- Epsel 2015 - 2020Document336 paginiEpsel 2015 - 2020Rosa Janet Casuso PardoÎncă nu există evaluări
- Pequeños y Medianos ProductoresDocument11 paginiPequeños y Medianos ProductoresIvan ChpÎncă nu există evaluări
- 1º Cocina. Programación Didáctica TÉCNICAS CULINARIAS 2011-2012 - 0Document34 pagini1º Cocina. Programación Didáctica TÉCNICAS CULINARIAS 2011-2012 - 0FernandoGutierrezBejar50% (2)
- Ecuatran S.ADocument77 paginiEcuatran S.AMarlon Ambo Llivi100% (2)
- Bischofita 4Document6 paginiBischofita 4paloma salas felguerasÎncă nu există evaluări
- LG-P-01 V06 Selección y Evaluación de Proveedores (Copia Controlada)Document14 paginiLG-P-01 V06 Selección y Evaluación de Proveedores (Copia Controlada)dhianitÎncă nu există evaluări
- COCLA Productores y Exportadores de CaféDocument2 paginiCOCLA Productores y Exportadores de CaféArturoÎncă nu există evaluări
- 3M Catálogo de Productos EléctricosDocument92 pagini3M Catálogo de Productos EléctricosVEMATELÎncă nu există evaluări
- Plan de CalidadDocument19 paginiPlan de CalidadJosé Lugo100% (3)
- Unidad 1 CorregidoDocument24 paginiUnidad 1 CorregidoSakura No KoiÎncă nu există evaluări
- Act.1 CONTROL ESTADISTICO DE CALIDADDocument7 paginiAct.1 CONTROL ESTADISTICO DE CALIDADMarvid Haniel Acosta RodriguezÎncă nu există evaluări
- Proyecto Final (Agrocafe)Document41 paginiProyecto Final (Agrocafe)Mathiuk HinostrozaÎncă nu există evaluări
- Auditoria y Control InternoDocument17 paginiAuditoria y Control InternoJhoa HowerÎncă nu există evaluări
- Catalogo Rego em EspanholDocument100 paginiCatalogo Rego em EspanholAntonio Gabriel50% (2)
- Admin Ver BlobDocument131 paginiAdmin Ver BlobJohana RiveraÎncă nu există evaluări
- Universidad Nacional de Ingeniería Facultad de Electrotecnia Y ComputaciónDocument45 paginiUniversidad Nacional de Ingeniería Facultad de Electrotecnia Y ComputaciónRuben Quispe ChahuayoÎncă nu există evaluări
- 10 Práctica 3 Estudio de Casos Politicas de Calidad de LaboratoriosDocument8 pagini10 Práctica 3 Estudio de Casos Politicas de Calidad de LaboratoriosMario SalomónÎncă nu există evaluări
- Ejemplo Gestor de Cargos y CompetenciasDocument151 paginiEjemplo Gestor de Cargos y CompetenciasCamiilo PradoÎncă nu există evaluări
- La Gestión Educativa Como Factor de Calidad en Una Universidad InterculturalDocument10 paginiLa Gestión Educativa Como Factor de Calidad en Una Universidad InterculturalDaniel Martinez HerradaÎncă nu există evaluări
- Los Debe de La Iso 9001 Del 2015Document35 paginiLos Debe de La Iso 9001 Del 2015jorge ciprian100% (1)
- Proyecto CacaoDocument14 paginiProyecto CacaoJoelBustamanteRamos100% (1)
- Carta Iberoamericana de CalidadDocument7 paginiCarta Iberoamericana de CalidadPaola Andrea Frias AstorgaÎncă nu există evaluări
- Cadena de Valor TottusDocument12 paginiCadena de Valor TottusJustine Dizzy0% (1)
- Diplomado AdministracionDocument20 paginiDiplomado AdministracionAlejandra Yerén0% (1)
- La Corsaria SasDocument9 paginiLa Corsaria SasAngela LopezÎncă nu există evaluări
- Dinamometros TamtronDocument4 paginiDinamometros TamtronCristian Castillo BarrientosÎncă nu există evaluări
- TecnologiasDocument43 paginiTecnologiasMarco CepedaÎncă nu există evaluări