S-ar putea să vă placă și
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Physico-Chemical Properties of DrugsDocument64 paginiPhysico-Chemical Properties of DrugsYap Jacky33% (6)
- Thrust Bearing CalculationsDocument162 paginiThrust Bearing Calculationslahiru1983100% (1)
- NeurophysiologyDocument364 paginiNeurophysiologyTaimoor Ul HassanÎncă nu există evaluări
- Green Building Store MVHR Brochure-File032484Document9 paginiGreen Building Store MVHR Brochure-File032484Anthi ValavaniÎncă nu există evaluări
- Control Yokogawa PDFDocument59 paginiControl Yokogawa PDFmiraÎncă nu există evaluări
- Metodo Fotometrico para La Determinación de La Concentración de Ozono AtmosféricoDocument8 paginiMetodo Fotometrico para La Determinación de La Concentración de Ozono AtmosféricoVarinia ZubiletaÎncă nu există evaluări
- Grand Vitara 2012 2013Document193 paginiGrand Vitara 2012 2013Favio Alejandro Herrera ZapataÎncă nu există evaluări
- Lee Et Al-1998-AIChE JournalDocument10 paginiLee Et Al-1998-AIChE JournalNoUrElhOdaÎncă nu există evaluări
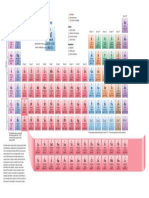
- Periodic TableDocument1 paginăPeriodic TableChemist MookaÎncă nu există evaluări
- The Relative Pricing of High-Yield Debt: The Case of RJR Nabisco Holdings Capital CorporationDocument24 paginiThe Relative Pricing of High-Yield Debt: The Case of RJR Nabisco Holdings Capital CorporationAhsen Ali Siddiqui100% (1)
- Speed Control of DC Shunt MotorDocument7 paginiSpeed Control of DC Shunt MotorAakash0% (1)
- Typescript Cheat Sheet: by ViaDocument2 paginiTypescript Cheat Sheet: by ViapbecicÎncă nu există evaluări
- LP Galvo Scanner LaserphotoDocument16 paginiLP Galvo Scanner LaserphotoCostin DinamaxÎncă nu există evaluări
- Explorer - Help RESCODocument18 paginiExplorer - Help RESCOTomás Oteros OrdóñezÎncă nu există evaluări
- AAL1 and Segmentation and Reassembly LayerDocument18 paginiAAL1 and Segmentation and Reassembly Layeroureducation.inÎncă nu există evaluări
- Doubble EncriptionDocument60 paginiDoubble Encriptiondeepak kumarÎncă nu există evaluări
- CH3 SolutionsDocument40 paginiCH3 SolutionsRonelÎncă nu există evaluări
- Welding robot aviation plug terminal definitionDocument4 paginiWelding robot aviation plug terminal definitionPhươngNguyễnÎncă nu există evaluări
- Atlas Copco Compressed Air Manual: 8 EditionDocument25 paginiAtlas Copco Compressed Air Manual: 8 EditionRajÎncă nu există evaluări
- Vasu Chourasia Sde-01 ResumeDocument1 paginăVasu Chourasia Sde-01 ResumeDhaval MailÎncă nu există evaluări
- Spe 58987 Propped Fracturing in Gas Carbonate Formations MexicoDocument12 paginiSpe 58987 Propped Fracturing in Gas Carbonate Formations MexicoJose Gregorio FariñasÎncă nu există evaluări
- Catalogue Inverseurs OTMDocument104 paginiCatalogue Inverseurs OTMchahbounnabil100% (1)
- UCE802 Earthquake SyllabusDocument2 paginiUCE802 Earthquake Syllabuskullu88Încă nu există evaluări
- HM130 5Document1 paginăHM130 5AntonelloÎncă nu există evaluări
- Battery ModelingDocument6 paginiBattery ModelingmusabnajeebÎncă nu există evaluări
- D.Abbas M AlkebsiDocument40 paginiD.Abbas M AlkebsiruchikaÎncă nu există evaluări
- Genetic Algorithms TutorialDocument33 paginiGenetic Algorithms Tutorialsuhas199Încă nu există evaluări
- Faraday Rotation + Verdet Constant PosterDocument1 paginăFaraday Rotation + Verdet Constant PosterAndrew PalmerÎncă nu există evaluări
- Project PPTDocument47 paginiProject PPTIshant KumawatÎncă nu există evaluări
- Rex - O. Ed. Wagner - W-Waves - BiocommDocument13 paginiRex - O. Ed. Wagner - W-Waves - BiocommLeon BlažinovićÎncă nu există evaluări