S-ar putea să vă placă și
- Procedimiento de Medicion de Espesores de PinturaDocument9 paginiProcedimiento de Medicion de Espesores de PinturaJulio MalverdeÎncă nu există evaluări
- Reporte de Inspeccion de Liquidos PenetrantesDocument1 paginăReporte de Inspeccion de Liquidos PenetrantesAntonio RangelÎncă nu există evaluări
- Ultrasonidos: Nivel IIDe la EverandUltrasonidos: Nivel IIEvaluare: 5 din 5 stele5/5 (1)
- Criterio de Aceptacion Segun Aws d11Document4 paginiCriterio de Aceptacion Segun Aws d11Mackinder LijarzaÎncă nu există evaluări
- Inspección visual: qué es y cómo se realizaDocument5 paginiInspección visual: qué es y cómo se realizaGott PlankÎncă nu există evaluări
- Procedimiento Termografia FowestDocument6 paginiProcedimiento Termografia FowestBraulio Gutierrez Fowest100% (2)
- Prueba HidrostaticaDocument26 paginiPrueba HidrostaticaLuis Iglesias100% (1)
- PLAN DE QAQC (Ejemplo)Document30 paginiPLAN DE QAQC (Ejemplo)Armando RojasÎncă nu există evaluări
- Criterios Aceptacion y Rechazo UsDocument15 paginiCriterios Aceptacion y Rechazo Usalex salas100% (1)
- SNT TC 1a PDFDocument12 paginiSNT TC 1a PDFeliuÎncă nu există evaluări
- Impedancia de Entrada en Una Línea de TransmisiónDocument11 paginiImpedancia de Entrada en Una Línea de TransmisiónJuan Carlos100% (1)
- Aws ParticulasDocument16 paginiAws ParticulasGerardoYanez100% (4)
- Inspeccion Visual PDFDocument439 paginiInspeccion Visual PDFDarwin Zuni Rosado100% (1)
- Longitud Normalizada de Correas. AjustesDocument2 paginiLongitud Normalizada de Correas. AjustesGuillermo Franco100% (1)
- Manual DakotaCMXDL EspañolDocument135 paginiManual DakotaCMXDL Españolalejandro de la paz100% (1)
- Informe-Inspeccion Por UltrasonidoDocument28 paginiInforme-Inspeccion Por UltrasonidoAlfredo Torrez SepúlvedaÎncă nu există evaluări
- END Liquidos PenetrantesDocument11 paginiEND Liquidos PenetrantesDANTE100% (2)
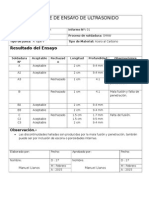
- Informe de Ensayo de UltrasonidoDocument2 paginiInforme de Ensayo de UltrasonidoManuel Llanos100% (2)
- Tabla de Velocidades de Materiales PredefinidosDocument6 paginiTabla de Velocidades de Materiales PredefinidosEmmanuel PastorÎncă nu există evaluări
- Inspección visual soldaduraDocument6 paginiInspección visual soldaduraPer DC100% (2)
- NORMASDocument6 paginiNORMASricardoÎncă nu există evaluări
- Procedimiento de Inspeccion Por Tintes PenetrantesDocument9 paginiProcedimiento de Inspeccion Por Tintes Penetrantesjarly gomezÎncă nu există evaluări
- Anexo Calibracion Yugo MagneticoDocument1 paginăAnexo Calibracion Yugo MagneticoDANTEÎncă nu există evaluări
- Longitud de OndaDocument11 paginiLongitud de OndaazucenaÎncă nu există evaluări
- Informe Liquidos PenetrantesDocument20 paginiInforme Liquidos PenetrantesAnthony MartìnezÎncă nu există evaluări
- Itp-Lim-07 Procedimiento Sold. CP Resip. A Presion UtDocument15 paginiItp-Lim-07 Procedimiento Sold. CP Resip. A Presion Utmisaelza100% (1)
- Evaluación técnica de fallas mediante END y EDTDocument29 paginiEvaluación técnica de fallas mediante END y EDTfreddy jaramillo100% (2)
- Ensayo de Corrientes Inducidas o Eddy CurrentDocument21 paginiEnsayo de Corrientes Inducidas o Eddy Currentkirari21Încă nu există evaluări
- Microscopia Electrónica de BarridoDocument4 paginiMicroscopia Electrónica de BarridoKelly NaulaÎncă nu există evaluări
- Anexo 1 Procedimiento Inspeccion VisualDocument2 paginiAnexo 1 Procedimiento Inspeccion VisualYudis Norelis Oviedo AzuajeÎncă nu există evaluări
- Inspección NDT Pin de Chumacera HT - 053 27-11-17Document4 paginiInspección NDT Pin de Chumacera HT - 053 27-11-17Charles CisnerosÎncă nu există evaluări
- Dimensiones de La Probeta para Calificación de WPS - Espesores Limitados - Ángulo 60 - AWS D1 - 1Document2 paginiDimensiones de La Probeta para Calificación de WPS - Espesores Limitados - Ángulo 60 - AWS D1 - 1ladilla123Încă nu există evaluări
- Teoría del color y los 6 elementos del arteDocument38 paginiTeoría del color y los 6 elementos del arteBEYMAR FRANCO QUISPE MEDRANO100% (1)
- Aws d1.1 Criterios de Aceptacion y RechazoDocument3 paginiAws d1.1 Criterios de Aceptacion y RechazoJuan ortega castellarÎncă nu există evaluări
- Ultrasonido para detección de defectosDocument6 paginiUltrasonido para detección de defectosYonathan QCÎncă nu există evaluări
- PRACTICA Calibracion EspesoresDocument4 paginiPRACTICA Calibracion EspesoresCristian BernalÎncă nu există evaluări
- Practica de Laboratorio 1 MicrosDocument3 paginiPractica de Laboratorio 1 MicrosAna MariaÎncă nu există evaluări
- AWS QC1 Certificacon de Inspectores de Soldadura PDFDocument32 paginiAWS QC1 Certificacon de Inspectores de Soldadura PDFMireya Linares AsquiÎncă nu există evaluări
- Sistemas de Comunicaciones ElectronicasDocument19 paginiSistemas de Comunicaciones ElectronicasGerwin MuñozÎncă nu există evaluări
- Procedimiento de Recargue para Sellado de Cañerías P11 y P22Document2 paginiProcedimiento de Recargue para Sellado de Cañerías P11 y P22German Di BaccoÎncă nu există evaluări
- Formato Registro de Inspeccion VisualDocument1 paginăFormato Registro de Inspeccion VisualAnonymous 6LwW4qi6TiÎncă nu există evaluări
- Pruebas No Destructivas de HermeticidadDocument15 paginiPruebas No Destructivas de Hermeticidadcarlosrvg_35100% (2)
- Discontinuidades en procesos metalúrgicosDocument37 paginiDiscontinuidades en procesos metalúrgicosEnmanuel Ravelo100% (1)
- Yugo - ProcedimientoDocument2 paginiYugo - Procedimientomario serraÎncă nu există evaluări
- Examennparticulasnmagneticas IMDocument23 paginiExamennparticulasnmagneticas IMErick Zaquiel Merchan Sanchez100% (1)
- Marco Teórico: Pruebas No Destructivas de HermeticidadDocument5 paginiMarco Teórico: Pruebas No Destructivas de HermeticidadFranklin Steven Lino CarbajalÎncă nu există evaluări
- Doblez para Ductilidad de SoldaduraDocument11 paginiDoblez para Ductilidad de SoldaduraJesus CondoriÎncă nu există evaluări
- Ensayos No DestructivosDocument35 paginiEnsayos No DestructivosFernandoSantosLmlÎncă nu există evaluări
- Astm en Español 1444Document19 paginiAstm en Español 1444Antonio SfasÎncă nu există evaluări
- A36 - 14 NormaDocument5 paginiA36 - 14 Normacarlos ivanÎncă nu există evaluări
- PRACTICA Inspeccion VisualDocument4 paginiPRACTICA Inspeccion VisualCristian BernalÎncă nu există evaluări
- Curso UTPADocument11 paginiCurso UTPAMaritza EstefesÎncă nu există evaluări
- Prueba de Doblez GuiadoDocument2 paginiPrueba de Doblez GuiadoPATINO ARRIAGA MIGUEL ANGELÎncă nu există evaluări
- PRUEBA DE EMISIÓN ACÚSTICA OkDocument7 paginiPRUEBA DE EMISIÓN ACÚSTICA OkGott Plank100% (1)
- 02 Inspección Visual A Recipientes Sujetos A PresiónDocument39 pagini02 Inspección Visual A Recipientes Sujetos A PresiónMemo MarÎncă nu există evaluări
- 006-Particulas Magneticas 1500Document13 pagini006-Particulas Magneticas 1500GerardoYanezÎncă nu există evaluări
- Check List de Inspeccion Eal - 14550 29-05-19Document7 paginiCheck List de Inspeccion Eal - 14550 29-05-19Andres ImprentaÎncă nu există evaluări
- Ensayo de SAE 1045Document32 paginiEnsayo de SAE 1045Alvaro HernándezÎncă nu există evaluări
- AMEF Acumulador ElectricoDocument11 paginiAMEF Acumulador ElectricoEnrique VargasÎncă nu există evaluări
- Informe 6 de Soldadura - 2Document18 paginiInforme 6 de Soldadura - 2Fernando SanchezÎncă nu există evaluări
- Cuestionario MergedDocument10 paginiCuestionario MergedADEMINSA 03Încă nu există evaluări
- Ensayo de DoblezDocument3 paginiEnsayo de DoblezJose Alfredo Rojas UribeÎncă nu există evaluări
- Ejercicios Propuestos. Maq y Mec.Document6 paginiEjercicios Propuestos. Maq y Mec.Obis Crbajal0% (2)
- Técnicas ultrasónicas para detección de defectosDocument39 paginiTécnicas ultrasónicas para detección de defectosLeo RÎncă nu există evaluări
- Emision AcusticaDocument22 paginiEmision AcusticaJORGE ALBERTO GAXIOLA VILLAÎncă nu există evaluări
- ULTRASONIDO InformeDocument7 paginiULTRASONIDO InformeJulio Brayan Berrocal MajerhuaÎncă nu există evaluări
- Beltrán Montero OscarDocument95 paginiBeltrán Montero Oscaryerineth rodriguezÎncă nu există evaluări
- Los defectuosos airbags de Takata causan el mayor recall de la historiaDocument13 paginiLos defectuosos airbags de Takata causan el mayor recall de la historiayerineth rodriguezÎncă nu există evaluări
- Introducción A La Investigación de Operaciones, 9na Edición - Frederick S. Hillier & Gerald J. LiebermanDocument3 paginiIntroducción A La Investigación de Operaciones, 9na Edición - Frederick S. Hillier & Gerald J. Liebermanyerineth rodriguez0% (2)
- Espina de PescadoDocument1 paginăEspina de Pescadoyerineth rodriguezÎncă nu există evaluări
- Diseño de Bloques de Dos FactoresDocument4 paginiDiseño de Bloques de Dos Factoresyerineth rodriguezÎncă nu există evaluări
- 2Document1 pagină2yerineth rodriguezÎncă nu există evaluări
- Informe de LaboratorioDocument23 paginiInforme de LaboratorioIsaac SáezÎncă nu există evaluări
- Dispositivo InnovadoDocument1 paginăDispositivo Innovadoyerineth rodriguezÎncă nu există evaluări
- FINALTEST2015Document4 paginiFINALTEST2015yerineth rodriguezÎncă nu există evaluări
- MotorDocument1 paginăMotoryerineth rodriguezÎncă nu există evaluări
- 1Document3 pagini1yerineth rodriguezÎncă nu există evaluări
- IshikawaDocument1 paginăIshikawayerineth rodriguezÎncă nu există evaluări
- ProporcionDocument10 paginiProporcionRaul TovarÎncă nu există evaluări
- Ventajas Del Analisis de VibracionesDocument1 paginăVentajas Del Analisis de Vibracionesyerineth rodriguezÎncă nu există evaluări
- TitinDocument10 paginiTitinyerineth rodriguezÎncă nu există evaluări
- HippiesDocument4 paginiHippiesyerineth rodriguezÎncă nu există evaluări
- Administracion Parte 3Document4 paginiAdministracion Parte 3yerineth rodriguezÎncă nu există evaluări
- Informe de LaboratorioDocument23 paginiInforme de LaboratorioIsaac SáezÎncă nu există evaluări
- PanamáDocument2 paginiPanamáyerineth rodriguezÎncă nu există evaluări
- Análisis IndagatorioDocument4 paginiAnálisis Indagatorioyerineth rodriguezÎncă nu există evaluări
- Ley de OhmDocument8 paginiLey de Ohmyerineth rodriguezÎncă nu există evaluări
- Guerra de Los Mil DíasDocument2 paginiGuerra de Los Mil Díasyerineth rodriguezÎncă nu există evaluări
- Procedimiento de Abordaje: Número de Maletas Tiempo (Minutos)Document2 paginiProcedimiento de Abordaje: Número de Maletas Tiempo (Minutos)yerineth rodriguezÎncă nu există evaluări
- Laboratorio Impedancia PDFDocument10 paginiLaboratorio Impedancia PDFyerineth rodriguezÎncă nu există evaluări
- Redes de Comunicación TopológicasDocument6 paginiRedes de Comunicación Topológicasyerineth rodriguezÎncă nu există evaluări
- Los AminoácidosDocument3 paginiLos Aminoácidosyerineth rodriguezÎncă nu există evaluări
- Estudio uso recursos escasos satisfacer necesidadesDocument2 paginiEstudio uso recursos escasos satisfacer necesidadesyerineth rodriguezÎncă nu există evaluări
- Guerra de Los Mil DíasDocument2 paginiGuerra de Los Mil Díasyerineth rodriguezÎncă nu există evaluări
- Administracion Parte 3Document4 paginiAdministracion Parte 3yerineth rodriguezÎncă nu există evaluări
- Semana XiiDocument21 paginiSemana XiiMelidy Eided Hinostroza MitaccÎncă nu există evaluări
- Informe 1 - Disco de NewtonDocument6 paginiInforme 1 - Disco de NewtonJefferson Unaucho GualaÎncă nu există evaluări
- Cable de Fibra OpticaDocument11 paginiCable de Fibra OpticaMichael AnglÎncă nu există evaluări
- Revista Rcoe 19-4 PDFDocument99 paginiRevista Rcoe 19-4 PDFDaniela vilarnovoÎncă nu există evaluări
- TEMA 8 Optica GeometricaDocument33 paginiTEMA 8 Optica GeometricaDanielÎncă nu există evaluări
- Informe de Monitoreo #045 - 2018 - Iluminación - Travimus - Derco Perú S.A. - Lurin - Taller PDIDocument12 paginiInforme de Monitoreo #045 - 2018 - Iluminación - Travimus - Derco Perú S.A. - Lurin - Taller PDIabner100% (1)
- Taller N0. 3 Radiación Ecosistemas AcuáticosDocument2 paginiTaller N0. 3 Radiación Ecosistemas AcuáticosJosé Miguel GarcíaÎncă nu există evaluări
- Taller LUZ Evanescencia ArquitecturaDocument14 paginiTaller LUZ Evanescencia ArquitecturaLourdes PachecoÎncă nu există evaluări
- Folleto Tubos T8 T12 NOMDocument5 paginiFolleto Tubos T8 T12 NOMJesus Arturo Guzman VeraÎncă nu există evaluări
- Foco FinoDocument19 paginiFoco FinoGabriela PorcelÎncă nu există evaluări
- Propagación electromagnética Maxwell-HertzDocument16 paginiPropagación electromagnética Maxwell-HertzSpark TronicsÎncă nu există evaluări
- Guia Metabolismo PDFDocument27 paginiGuia Metabolismo PDFWalter MuñozÎncă nu există evaluări
- Solucionario 16 Feb Uni 2024 1Document21 paginiSolucionario 16 Feb Uni 2024 1ana cecilia otinianoÎncă nu există evaluări
- Fabricante de Lentes PracticaDocument5 paginiFabricante de Lentes PracticaHugo MoncayoÎncă nu există evaluări
- Fast Test 2Document2 paginiFast Test 2..........................Încă nu există evaluări
- Redes InalambricasDocument13 paginiRedes InalambricasJulio GuarnizÎncă nu există evaluări
- Actividades de 5to de PrimariaDocument18 paginiActividades de 5to de PrimariaYamely RamírezÎncă nu există evaluări
- Mira HolograficaDocument2 paginiMira HolograficaBrian HuizarÎncă nu există evaluări
- Circulo CromaticoDocument15 paginiCirculo CromaticoAbril AdrianaÎncă nu există evaluări
- U2.1 - Fotones, Electrones y Átomos PDFDocument3 paginiU2.1 - Fotones, Electrones y Átomos PDFana fisicaÎncă nu există evaluări
- SistemasIluminacionTiposDocument3 paginiSistemasIluminacionTiposAnahi SerranoÎncă nu există evaluări
- Qué es la luz polarizada? Funcionamiento y partes del microscopio de polarizaciónDocument1 paginăQué es la luz polarizada? Funcionamiento y partes del microscopio de polarizaciónGuadalupe LedezmaÎncă nu există evaluări
- 6 Optica GeometricaDocument4 pagini6 Optica GeometricaYaneth CandelarioÎncă nu există evaluări