S-ar putea să vă placă și
- Segmentación de MercadoDocument4 paginiSegmentación de MercadochrisÎncă nu există evaluări
- BoroDocument1 paginăBorochrisÎncă nu există evaluări
- Carta Antropometrica 2Document3 paginiCarta Antropometrica 2chrisÎncă nu există evaluări
- Encuesta Con SegmentaciónDocument6 paginiEncuesta Con SegmentaciónchrisÎncă nu există evaluări
- Corre GidoDocument2 paginiCorre GidochrisÎncă nu există evaluări
- HugoDocument6 paginiHugochrisÎncă nu există evaluări
- Examen de CalDocument3 paginiExamen de CalchrisÎncă nu există evaluări
- Cronograma ModificadoDocument4 paginiCronograma ModificadochrisÎncă nu există evaluări
- Presentacion FinalDocument16 paginiPresentacion FinalchrisÎncă nu există evaluări
- Análisis de varianza para comparar tratamientos en experimentosDocument5 paginiAnálisis de varianza para comparar tratamientos en experimentoschrisÎncă nu există evaluări
- Administracion de Operaciones 1Document1 paginăAdministracion de Operaciones 1chrisÎncă nu există evaluări
- Aceros TRIPDocument18 paginiAceros TRIPpaulycarvajal100% (1)
- ESTADÍSTICA INFERENCIAL Practica 3Document4 paginiESTADÍSTICA INFERENCIAL Practica 3chrisÎncă nu există evaluări
- 2011 001Document84 pagini2011 001Neo Hernandez LopezÎncă nu există evaluări
- Aceros Al BoroDocument2 paginiAceros Al BorochrisÎncă nu există evaluări
- CorregidoDocument2 paginiCorregidochrisÎncă nu există evaluări
- Acero SISA 4340T Tratado y RevenidoDocument2 paginiAcero SISA 4340T Tratado y RevenidochrisÎncă nu există evaluări
- Clasificación de Las FresadorasDocument6 paginiClasificación de Las FresadoraschrisÎncă nu există evaluări
- Acero SISA 4340T Tratado y RevenidoDocument2 paginiAcero SISA 4340T Tratado y RevenidochrisÎncă nu există evaluări
- AbiDocument22 paginiAbichrisÎncă nu există evaluări
- ReferenciaDocument1 paginăReferenciachrisÎncă nu există evaluări
- Pechugas Al Mojo de AjoDocument1 paginăPechugas Al Mojo de AjochrisÎncă nu există evaluări
- NominaDocument1 paginăNominachrisÎncă nu există evaluări
- Informe 3Document9 paginiInforme 3Elvis Javier Huamani HuamaniÎncă nu există evaluări
- Medición de Vernier Con Bloque de PatrónDocument1 paginăMedición de Vernier Con Bloque de PatrónchrisÎncă nu există evaluări
- Liderazgo EmocionalesDocument1 paginăLiderazgo EmocionaleschrisÎncă nu există evaluări
- UNIDAD 3-Reglas de AcentuaciónDocument13 paginiUNIDAD 3-Reglas de AcentuaciónchrisÎncă nu există evaluări
- DronDocument7 paginiDronchrisÎncă nu există evaluări
- TipologiasDocument1 paginăTipologiaschrisÎncă nu există evaluări
- Cargas y ContenedoresDocument139 paginiCargas y ContenedoresYPEREZC100% (1)
- Matriz de Thomas y KilmanDocument2 paginiMatriz de Thomas y KilmanSELVYN SANCHEZÎncă nu există evaluări
- +rhino Avanzado3Document40 pagini+rhino Avanzado3Reynaldo AcevedoÎncă nu există evaluări
- Relación entre servicio al cliente y ventasDocument7 paginiRelación entre servicio al cliente y ventasOscar CedielÎncă nu există evaluări
- Resumen Capítulo 3 SO Silberschatz-GalvinDocument5 paginiResumen Capítulo 3 SO Silberschatz-GalvinMichael JosepheÎncă nu există evaluări
- Uso y Manejo de Extintores PortatilesDocument28 paginiUso y Manejo de Extintores PortatilesSandy SerranoÎncă nu există evaluări
- Neuroseguridad: la toma de decisiones segurasDocument8 paginiNeuroseguridad: la toma de decisiones segurasluiseduardo_plcÎncă nu există evaluări
- Maria Dolores Esteban PerezDocument550 paginiMaria Dolores Esteban Perezmarco antonioÎncă nu există evaluări
- Sistemas de Traslación 13Document52 paginiSistemas de Traslación 13Daniel CardosoÎncă nu există evaluări
- Amplificadores - Espectro VTRDocument4 paginiAmplificadores - Espectro VTRjose luisÎncă nu există evaluări
- Bombas Eléctricas de Carburante Tipos de Construcción Averías Causas 52493Document52 paginiBombas Eléctricas de Carburante Tipos de Construcción Averías Causas 52493AMILCAR MENDOZAÎncă nu există evaluări
- El GrafenoDocument12 paginiEl GrafenoBalcazar Flores BryanÎncă nu există evaluări
- Ejercicios TransferenciaDocument25 paginiEjercicios TransferenciaAdrianJose Lopezpintado67% (3)
- Incubadora de EmpresasDocument3 paginiIncubadora de EmpresasAnonymous UF8onKQcztÎncă nu există evaluări
- Crear espacios con luzDocument370 paginiCrear espacios con luzJesús Manuel Giz NovoÎncă nu există evaluări
- Tvteuto1 B02508042 20180521171517880Document7 paginiTvteuto1 B02508042 20180521171517880Павел КуликовÎncă nu există evaluări
- Introducción A OspfDocument8 paginiIntroducción A OspfPAPELESPITIAÎncă nu există evaluări
- Factura de agua Hidrolara con detalles de consumo y pagoDocument1 paginăFactura de agua Hidrolara con detalles de consumo y pagomarilyn moutelaÎncă nu există evaluări
- 1k-Alld20t8c-Tubo Led T8 20W Licht Ligthing ClearDocument1 pagină1k-Alld20t8c-Tubo Led T8 20W Licht Ligthing ClearAngel ReynaÎncă nu există evaluări
- La TesinaDocument33 paginiLa TesinaAna MaldonadoÎncă nu există evaluări
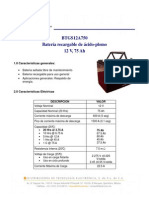
- Spec Bateria Proposito General 12V 75ADocument10 paginiSpec Bateria Proposito General 12V 75ADi&TECÎncă nu există evaluări
- Medir resistencia bobina relé automóvilDocument1 paginăMedir resistencia bobina relé automóvilLuisVillafuerteÎncă nu există evaluări
- Pavez, Iskra. Sociología de La Infancia, Las Niñas y Los Niños Como Actores SocialesDocument22 paginiPavez, Iskra. Sociología de La Infancia, Las Niñas y Los Niños Como Actores SocialesGabriela MagistrisÎncă nu există evaluări
- Analisis de VibracionDocument19 paginiAnalisis de Vibracionmleon9636Încă nu există evaluări
- Formacion Bruta Capital FijoDocument3 paginiFormacion Bruta Capital FijoJulian GutierrezÎncă nu există evaluări
- Práctica Calificada 3Document10 paginiPráctica Calificada 3gabrielÎncă nu există evaluări
- Cómo procesan información cerebro y CPUDocument3 paginiCómo procesan información cerebro y CPUSandra Rupailla100% (1)
- Programacion Genetica para El Diseño de Circuitos LogicosDocument6 paginiProgramacion Genetica para El Diseño de Circuitos LogicosPaty ZenÎncă nu există evaluări
- Analisis Del Dato EstadisticoDocument66 paginiAnalisis Del Dato Estadisticodanisevi50% (2)
- CalculoFleteMaterialesObraDocument4 paginiCalculoFleteMaterialesObraCarlos EstebanÎncă nu există evaluări