S-ar putea să vă placă și
- Waste Management: Comparative Study On The Characteristics of Fly Ash and Bottom Ash GeopolymersDocument5 paginiWaste Management: Comparative Study On The Characteristics of Fly Ash and Bottom Ash GeopolymersAndrew PiÎncă nu există evaluări
- Journal of Hazardous Materials: Workability and Strength of Lignite Bottom Ash Geopolymer MortarDocument7 paginiJournal of Hazardous Materials: Workability and Strength of Lignite Bottom Ash Geopolymer Mortarbasanth babuÎncă nu există evaluări
- The Effect of Composition and Temperature On The Properties of Fly Ash-And Kaolinite-Based GeopolymersDocument11 paginiThe Effect of Composition and Temperature On The Properties of Fly Ash-And Kaolinite-Based GeopolymersYennifer AliocÎncă nu există evaluări
- Hadi Et Al.-DoneDocument14 paginiHadi Et Al.-DoneAyesha Ferdous MitaÎncă nu există evaluări
- Comparing The Pozzolanic Activity Properties of Obsidian To Those of Fly Ash and Blast Furnace SlagDocument11 paginiComparing The Pozzolanic Activity Properties of Obsidian To Those of Fly Ash and Blast Furnace SlagMJundiÎncă nu există evaluări
- Construction and Building Materials: Wei-Hao Lee, Jhi-Hao Wang, Yung-Chin Ding, Ta-Wui ChengDocument7 paginiConstruction and Building Materials: Wei-Hao Lee, Jhi-Hao Wang, Yung-Chin Ding, Ta-Wui ChengMustafaMahdiÎncă nu există evaluări
- Construction and Building Materials: J.G. Jang, H.K. LeeDocument10 paginiConstruction and Building Materials: J.G. Jang, H.K. LeeIsrael VenkatÎncă nu există evaluări
- Cement & Concrete Composites: J. Temuujin, A. Minjigmaa, M. Lee, N. Chen-Tan, A. Van RiessenDocument6 paginiCement & Concrete Composites: J. Temuujin, A. Minjigmaa, M. Lee, N. Chen-Tan, A. Van Riessenbasanth babuÎncă nu există evaluări
- Waste Management: Prinya Chindaprasirt, Ubolluk RattanasakDocument6 paginiWaste Management: Prinya Chindaprasirt, Ubolluk RattanasakBoba AngelÎncă nu există evaluări
- Flyash Geopolymer Concrete As Future Concrete: Authors:-Rachit Ghosh, Anil Kumar and Sanjay KumarDocument12 paginiFlyash Geopolymer Concrete As Future Concrete: Authors:-Rachit Ghosh, Anil Kumar and Sanjay KumarWalter Jimmy Flores AlcocerÎncă nu există evaluări
- Heliyon: Bashar S. Mohammed, Sani Haruna, M.M.A. Wahab, M.S. Liew, Abdulrahman HarunaDocument9 paginiHeliyon: Bashar S. Mohammed, Sani Haruna, M.M.A. Wahab, M.S. Liew, Abdulrahman HarunaHelloÎncă nu există evaluări
- Abstract:: Annals of The Constantin Brancusi" University of Targu Jiu, Engineering Series, No. 3/2018Document4 paginiAbstract:: Annals of The Constantin Brancusi" University of Targu Jiu, Engineering Series, No. 3/2018alistuguiÎncă nu există evaluări
- Construction and Building Materials: J.G. Jang, Y.B. Ahn, H. Souri, H.K. LeeDocument9 paginiConstruction and Building Materials: J.G. Jang, Y.B. Ahn, H. Souri, H.K. LeeMarden Rengifo RuizÎncă nu există evaluări
- Characterization of Fly AshDocument79 paginiCharacterization of Fly Ashskyruler_k86Încă nu există evaluări
- Characteristics of Bauxite Residue-Limestone PelletsDocument18 paginiCharacteristics of Bauxite Residue-Limestone PelletsJavi Moros PortolésÎncă nu există evaluări
- Construction and Building MaterialsDocument11 paginiConstruction and Building MaterialsMarden Rengifo RuizÎncă nu există evaluări
- Performance Evaluation of Cement Stabilized y ash-GBFS Mixes As A Highway Construction MaterialDocument7 paginiPerformance Evaluation of Cement Stabilized y ash-GBFS Mixes As A Highway Construction MaterialHuyÎncă nu există evaluări
- Geopolimer BerporiDocument14 paginiGeopolimer BerporisulfiantyÎncă nu există evaluări
- Development of Geopolymer Concrete From Fly Ash and Bottom Ash MixtureDocument7 paginiDevelopment of Geopolymer Concrete From Fly Ash and Bottom Ash MixtureJHON WILMAR CARDENAS PULIDOÎncă nu există evaluări
- Impact of Coal Combustion Fly Ash Used As A Binder in PavementDocument4 paginiImpact of Coal Combustion Fly Ash Used As A Binder in PavementMan ManÎncă nu există evaluări
- E.I. Diaz, E.N. Allouche, S. Eklund: SciencedirectDocument5 paginiE.I. Diaz, E.N. Allouche, S. Eklund: SciencedirectAdji SutamaÎncă nu există evaluări
- Influence of Activated Biomass Fly Ash On Portland Cement HydrationDocument9 paginiInfluence of Activated Biomass Fly Ash On Portland Cement Hydrationrihab.ramdane9Încă nu există evaluări
- Research Article: Geopolymers Based On Phosphoric Acid and Illito-Kaolinitic ClayDocument8 paginiResearch Article: Geopolymers Based On Phosphoric Acid and Illito-Kaolinitic ClayPhilip UblekovÎncă nu există evaluări
- Characteristics of Carbonized Sludge For Co-Combustion in Pulverized Coal Power PlantsDocument7 paginiCharacteristics of Carbonized Sludge For Co-Combustion in Pulverized Coal Power Plants박상우Încă nu există evaluări
- 032 Icbee2012 Z20016Document6 pagini032 Icbee2012 Z20016karskotÎncă nu există evaluări
- Substitution of Charcoal For Coke Breeze in Iron Ore SinteringDocument10 paginiSubstitution of Charcoal For Coke Breeze in Iron Ore SinteringWastek 19Încă nu există evaluări
- Fansuri - 2012 Geopolimeri PDFDocument7 paginiFansuri - 2012 Geopolimeri PDFlaurentiu_filipescuÎncă nu există evaluări
- Zhuang 2016Document41 paginiZhuang 2016Daiana IuliaÎncă nu există evaluări
- 13 - Flyash Geopolymer - Review###Document32 pagini13 - Flyash Geopolymer - Review###fs friedaÎncă nu există evaluări
- Construction and Building Materials: Minju Jo, Linoshka Soto, Marleisa Arocho, Juliana ST John, Sangchul HwangDocument8 paginiConstruction and Building Materials: Minju Jo, Linoshka Soto, Marleisa Arocho, Juliana ST John, Sangchul HwangMarden Rengifo RuizÎncă nu există evaluări
- Cement & Concrete Composites: Essia Belhadj, Cécile Diliberto, André LecomteDocument7 paginiCement & Concrete Composites: Essia Belhadj, Cécile Diliberto, André LecomteDao Phuc LamÎncă nu există evaluări
- Review On Fly Ash-Based Geopolymer Concrete Without Portland CementDocument5 paginiReview On Fly Ash-Based Geopolymer Concrete Without Portland CementHenryÎncă nu există evaluări
- A Literature Review On Fiber Reinforced Geopolymer ConcreteDocument5 paginiA Literature Review On Fiber Reinforced Geopolymer ConcreteChris BothaÎncă nu există evaluări
- BalajiA GeopolymerDocument11 paginiBalajiA GeopolymerBalaji AlaguÎncă nu există evaluări
- Corrosion Evaluation of Geopolymer Concrete Made With Fly Ash and Bottom AshDocument16 paginiCorrosion Evaluation of Geopolymer Concrete Made With Fly Ash and Bottom Ashaboodalshouha1998Încă nu există evaluări
- A Review On The Effect of y Ash Characteristics and Their Variations On The Synthesis of y Ash Based GeopolymerDocument13 paginiA Review On The Effect of y Ash Characteristics and Their Variations On The Synthesis of y Ash Based GeopolymerAni FirdaÎncă nu există evaluări
- 1 s2.0 S0950061821012873 MainDocument11 pagini1 s2.0 S0950061821012873 MainDaniela Gonzalez BetancurÎncă nu există evaluări
- Materials Chemistry and Physics: Herv e K. Tchakoute, Claus H. Rüscher, E. Kamseu, Jean N.Y. Djobo, C. LeonelliDocument9 paginiMaterials Chemistry and Physics: Herv e K. Tchakoute, Claus H. Rüscher, E. Kamseu, Jean N.Y. Djobo, C. LeonelliAntonio Ernandes Macedo PaivaÎncă nu există evaluări
- Materials and Design: Ping Duan, Chunjie Yan, Wei Zhou, Wenjun Luo, Chunhua ShenDocument13 paginiMaterials and Design: Ping Duan, Chunjie Yan, Wei Zhou, Wenjun Luo, Chunhua ShenJack LinÎncă nu există evaluări
- Construction and Building Materials: Javad Torkaman, Alireza Ashori, Ali Sadr MomtaziDocument5 paginiConstruction and Building Materials: Javad Torkaman, Alireza Ashori, Ali Sadr MomtaziAboalmaail AlaminÎncă nu există evaluări
- Using Wood Fiber Waste, Rice Husk Ash, and Limestone Powder Waste As Cement Replacement Materials For Lightweight Concrete BlocksDocument5 paginiUsing Wood Fiber Waste, Rice Husk Ash, and Limestone Powder Waste As Cement Replacement Materials For Lightweight Concrete BlocksANDRES FABIAN HERNANDEZ CAROÎncă nu există evaluări
- 10 1016@j Conbuildmat 2019 03 202Document12 pagini10 1016@j Conbuildmat 2019 03 202Vivek PatvaÎncă nu există evaluări
- 1 s2.0 S0950061818314600 MainDocument8 pagini1 s2.0 S0950061818314600 MainTuğçe VuralÎncă nu există evaluări
- Thanongsak Nochaiya, Watcharapong Wongkeo, Arnon Chaipanich: SciencedirectDocument7 paginiThanongsak Nochaiya, Watcharapong Wongkeo, Arnon Chaipanich: SciencedirectSaurabh AgrawalÎncă nu există evaluări
- Final Setting Time and Compressive Strength of Fly Ash and GGBS-Based Geopolymer Paste and MortarDocument8 paginiFinal Setting Time and Compressive Strength of Fly Ash and GGBS-Based Geopolymer Paste and MortarDr. P SWAMY NAGA RATNA GIRIÎncă nu există evaluări
- Use of Natural Zeolite As A Supplementary Cementitious MaterialDocument8 paginiUse of Natural Zeolite As A Supplementary Cementitious MaterialHuseyin OzturkÎncă nu există evaluări
- Construction and Building Materials: Bashar S. Mohammed, Sani Haruna, Mohamed Mubarak BN Abdul Wahab, M.S. LiewDocument12 paginiConstruction and Building Materials: Bashar S. Mohammed, Sani Haruna, Mohamed Mubarak BN Abdul Wahab, M.S. LiewvikasÎncă nu există evaluări
- Construction and Building MaterialsDocument13 paginiConstruction and Building MaterialsALAKOUKOÎncă nu există evaluări
- Geotech - 16-20Document43 paginiGeotech - 16-20malaya_mohantyÎncă nu există evaluări
- 780 Million FADocument7 pagini780 Million FAkailashÎncă nu există evaluări
- 1 s2.0 S0304389408000691 MainDocument12 pagini1 s2.0 S0304389408000691 MainMukhtar HamidÎncă nu există evaluări
- Construction and Building Materials: M.A.M. Ariffin, M.A.R. Bhutta, M.W. Hussin, M. Mohd Tahir, Nor AziahDocument7 paginiConstruction and Building Materials: M.A.M. Ariffin, M.A.R. Bhutta, M.W. Hussin, M. Mohd Tahir, Nor AziahAbdullahÎncă nu există evaluări
- Fly Ash Free GPDocument5 paginiFly Ash Free GPaeeciviltrÎncă nu există evaluări
- Granulated Blast-Furnace Slag (GGBS) Based Geopolymer Concrete - Review Concrete - Review PDFDocument8 paginiGranulated Blast-Furnace Slag (GGBS) Based Geopolymer Concrete - Review Concrete - Review PDFReshmita PallaÎncă nu există evaluări
- 审稿人31Document11 pagini审稿人31jidaxianÎncă nu există evaluări
- Effect of Fluidized Bed Coal Combustion Fly Ash On Geopolymer's PropertiesDocument6 paginiEffect of Fluidized Bed Coal Combustion Fly Ash On Geopolymer's PropertiesIOSRjournalÎncă nu există evaluări
- Construction and Building Materials: Dhruva Narayana Katpady, Koji Takewaka, Toshinobu Yamaguchi, Yoshikazu AkiraDocument8 paginiConstruction and Building Materials: Dhruva Narayana Katpady, Koji Takewaka, Toshinobu Yamaguchi, Yoshikazu Akiraaishwarya badkulÎncă nu există evaluări
- Alkali 5Document5 paginiAlkali 5cyapÎncă nu există evaluări
- Optimum Mix DesignDocument13 paginiOptimum Mix Designadipurnomo95Încă nu există evaluări
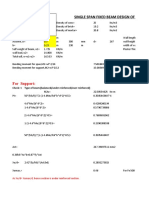
- Beam Design With Deflection CheckDocument7 paginiBeam Design With Deflection Checkbasanth babuÎncă nu există evaluări
- Ge 204 - Engineering Mechanics Assignment - 1 I Year B.E. H' SectionDocument3 paginiGe 204 - Engineering Mechanics Assignment - 1 I Year B.E. H' Sectionbasanth babuÎncă nu există evaluări
- CO Attainments SampleDocument24 paginiCO Attainments Samplebasanth babuÎncă nu există evaluări
- Test Questions in Engineering MechanicsDocument2 paginiTest Questions in Engineering Mechanicsbasanth babuÎncă nu există evaluări
- Ds Chopped Strand Mat PBDocument2 paginiDs Chopped Strand Mat PBbasanth babuÎncă nu există evaluări
- Klncit Lab Allocation Schedule Format No. ACD 04 Issue No. 01 Rev. No. 01 Department: Academic Year: Semester: FIRST/SECOND . Name of The LabDocument1 paginăKlncit Lab Allocation Schedule Format No. ACD 04 Issue No. 01 Rev. No. 01 Department: Academic Year: Semester: FIRST/SECOND . Name of The Labbasanth babuÎncă nu există evaluări
- ACD02Document1 paginăACD02basanth babuÎncă nu există evaluări
- Use of M Sand As A Replacement ofDocument7 paginiUse of M Sand As A Replacement ofbasanth babuÎncă nu există evaluări
- Basics of NBA RajanikantDocument81 paginiBasics of NBA Rajanikantbasanth babu100% (1)
- Deshmukh and Kawade Journal PaperDocument5 paginiDeshmukh and Kawade Journal Paperbasanth babuÎncă nu există evaluări
- 0L ('Hvljqri Hsro/Phu&Rqfuhwhiruydu/Lqj Udwlrri1D 6L2 1D2+: 85.DZDGHDocument3 pagini0L ('Hvljqri Hsro/Phu&Rqfuhwhiruydu/Lqj Udwlrri1D 6L2 1D2+: 85.DZDGHbasanth babuÎncă nu există evaluări
- Semester/Section: FIRST/SECOND .: Klncit Class TimetableDocument1 paginăSemester/Section: FIRST/SECOND .: Klncit Class Timetablebasanth babuÎncă nu există evaluări
- K Rath Wohl 2002Document8 paginiK Rath Wohl 2002basanth babuÎncă nu există evaluări
- SMTS-2 Theory of Structures by B.C. Punmia PDFDocument497 paginiSMTS-2 Theory of Structures by B.C. Punmia PDFbasanth babuÎncă nu există evaluări
- CO Attainment Calc NEC KovilpattiDocument73 paginiCO Attainment Calc NEC Kovilpattibasanth babu100% (1)
- Performance of Alkaline Solutions On Grades of Geopolymer ConcreteDocument6 paginiPerformance of Alkaline Solutions On Grades of Geopolymer Concretebasanth babuÎncă nu există evaluări
- Standard CellDocument53 paginiStandard CellShwethÎncă nu există evaluări
- Air Defence Systems: Export CatalogueDocument105 paginiAir Defence Systems: Export CatalogueserrorysÎncă nu există evaluări
- Assessment of Locomotive and Multi-Unit Fatigue Strength Considering The Results of Certifi Cation Tests in Ukraine and EU CountriesDocument8 paginiAssessment of Locomotive and Multi-Unit Fatigue Strength Considering The Results of Certifi Cation Tests in Ukraine and EU CountriesLeonardo Antônio Pereira100% (1)
- Fatty AcidsDocument13 paginiFatty AcidsRaviraj MalaniÎncă nu există evaluări
- Application of Geosynthetics in Pavement DesignDocument7 paginiApplication of Geosynthetics in Pavement DesignAnonymous kw8Yrp0R5rÎncă nu există evaluări
- EvoFox Katana-X Mechanical Gaming Keyboard With Outemu Blue Switches Vivid Rainbow Lighting With 13 Preset Effects DedicatedDocument1 paginăEvoFox Katana-X Mechanical Gaming Keyboard With Outemu Blue Switches Vivid Rainbow Lighting With 13 Preset Effects Dedicatedsaqibdar7051236186Încă nu există evaluări
- Planting Guide For Rice 1. Planning and BudgetingDocument4 paginiPlanting Guide For Rice 1. Planning and BudgetingBraiden ZachÎncă nu există evaluări
- Odt Article - Djo - Virtual Population Analysis Improves Orthopedic Implant Design 1 PDFDocument3 paginiOdt Article - Djo - Virtual Population Analysis Improves Orthopedic Implant Design 1 PDFDragana RajicÎncă nu există evaluări
- The Eclectic (OLI) Paradigm of International Production - Past, Present and FutureDocument19 paginiThe Eclectic (OLI) Paradigm of International Production - Past, Present and FutureJomit C PÎncă nu există evaluări
- Parkinson Hoehn and Yahr ScaleDocument3 paginiParkinson Hoehn and Yahr ScaleCarol Artigas GómezÎncă nu există evaluări
- Food Product Innovation PDFDocument35 paginiFood Product Innovation PDFDidik HariadiÎncă nu există evaluări
- Javascript PrefiDocument66 paginiJavascript Prefiguendelyn omegaÎncă nu există evaluări
- Box Transport MechanismDocument36 paginiBox Transport MechanismInzi Gardezi81% (16)
- Case AnalyzerDocument19 paginiCase AnalyzeranuragÎncă nu există evaluări
- Manual G Ingles - V6Document68 paginiManual G Ingles - V6Phùng Thế Kiên50% (2)
- Raw:/storage/emulated/0/download/1623980378472 - 1623980347729 - PE 4 Module 2Document11 paginiRaw:/storage/emulated/0/download/1623980378472 - 1623980347729 - PE 4 Module 2Marvin Espenocilla EspeñoÎncă nu există evaluări
- Conformational AnalysisDocument4 paginiConformational AnalysisJinÎncă nu există evaluări
- Tle7 Ict TD M2 V3Document28 paginiTle7 Ict TD M2 V3Rowemar Corpuz100% (1)
- Linear Analysis of Concrete Frames Considering Joint FlexibilityDocument16 paginiLinear Analysis of Concrete Frames Considering Joint FlexibilityluffiM13Încă nu există evaluări
- The London SchoolDocument3 paginiThe London SchoolKhawla Adnan100% (5)
- Sacramento County Compensation Survey Board of SupervisorsDocument13 paginiSacramento County Compensation Survey Board of SupervisorsCBS13Încă nu există evaluări
- Modal Verbs EjercicioDocument2 paginiModal Verbs EjercicioAngel sosaÎncă nu există evaluări
- TODO Data Sheet PDFDocument70 paginiTODO Data Sheet PDFJake ZyrusÎncă nu există evaluări
- Essay Writing TipsDocument4 paginiEssay Writing TipsSubhasish MitraÎncă nu există evaluări
- Science 10 FINAL Review 2014Document49 paginiScience 10 FINAL Review 2014Zara Zalaal [Student]Încă nu există evaluări
- 02b. POS Learn ModuleDocument7 pagini02b. POS Learn ModuleKUHINJAÎncă nu există evaluări
- 2008 IASS SLTE 2008 Chi Pauletti PDFDocument10 pagini2008 IASS SLTE 2008 Chi Pauletti PDFammarÎncă nu există evaluări
- Nonlinear Robust Control of High-Speed Supercavitating Vehicle in The Vertical PlaneDocument10 paginiNonlinear Robust Control of High-Speed Supercavitating Vehicle in The Vertical Planesamsaptak ghoshÎncă nu există evaluări
- Genie Awp SpecsDocument4 paginiGenie Awp SpecsIngrid Janet GuardadoÎncă nu există evaluări
- Republic V Mangotara DigestDocument3 paginiRepublic V Mangotara DigestMickey Ortega100% (1)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansDe la EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansEvaluare: 4.5 din 5 stele4.5/5 (21)
- To Engineer Is Human: The Role of Failure in Successful DesignDe la EverandTo Engineer Is Human: The Role of Failure in Successful DesignEvaluare: 4 din 5 stele4/5 (138)
- Crossings: How Road Ecology Is Shaping the Future of Our PlanetDe la EverandCrossings: How Road Ecology Is Shaping the Future of Our PlanetEvaluare: 4.5 din 5 stele4.5/5 (10)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda Cans (Father's Day Gift for Science and Engineering Curious Dads)De la EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda Cans (Father's Day Gift for Science and Engineering Curious Dads)Încă nu există evaluări
- The Great Bridge: The Epic Story of the Building of the Brooklyn BridgeDe la EverandThe Great Bridge: The Epic Story of the Building of the Brooklyn BridgeEvaluare: 4.5 din 5 stele4.5/5 (59)
- Environmental Impact Assessment: Theory and PracticeDe la EverandEnvironmental Impact Assessment: Theory and PracticeEvaluare: 5 din 5 stele5/5 (5)
- Bridge Engineering: Classifications, Design Loading, and Analysis MethodsDe la EverandBridge Engineering: Classifications, Design Loading, and Analysis MethodsEvaluare: 4 din 5 stele4/5 (16)
- Rocks and Minerals of The World: Geology for Kids - Minerology and SedimentologyDe la EverandRocks and Minerals of The World: Geology for Kids - Minerology and SedimentologyEvaluare: 4.5 din 5 stele4.5/5 (5)
- Principles of Forensic Engineering Applied to Industrial AccidentsDe la EverandPrinciples of Forensic Engineering Applied to Industrial AccidentsÎncă nu există evaluări
- Troubleshooting and Repair of Diesel EnginesDe la EverandTroubleshooting and Repair of Diesel EnginesEvaluare: 1.5 din 5 stele1.5/5 (2)
- Skyway: The True Story of Tampa Bay's Signature Bridge and the Man Who Brought It DownDe la EverandSkyway: The True Story of Tampa Bay's Signature Bridge and the Man Who Brought It DownÎncă nu există evaluări
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Composite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsDe la EverandComposite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsÎncă nu există evaluări
- The History of the Theory of Structures: From Arch Analysis to Computational MechanicsDe la EverandThe History of the Theory of Structures: From Arch Analysis to Computational MechanicsÎncă nu există evaluări
- Rock Fracture and Blasting: Theory and ApplicationsDe la EverandRock Fracture and Blasting: Theory and ApplicationsEvaluare: 5 din 5 stele5/5 (2)
- Structural Cross Sections: Analysis and DesignDe la EverandStructural Cross Sections: Analysis and DesignEvaluare: 4.5 din 5 stele4.5/5 (19)