S-ar putea să vă placă și
- Unidad 1.-Objetivos de La InstrumentaciónDocument44 paginiUnidad 1.-Objetivos de La InstrumentaciónPablo Enrique Pérez Gómez100% (1)
- Instrumentación y ControlDocument19 paginiInstrumentación y ControlNego LaraÎncă nu există evaluări
- Unidad 1. Diodos de Unión y Transistores de Unión BipolarDocument8 paginiUnidad 1. Diodos de Unión y Transistores de Unión BipolarIsauro Reyna TalínÎncă nu există evaluări
- 3.3.3 ProporcionalDocument3 pagini3.3.3 ProporcionalORLANDO MEXÎncă nu există evaluări
- 1 CAPlibroDocument8 pagini1 CAPlibroDanny MartínezÎncă nu există evaluări
- Potencia Fluida Tarea 2Document7 paginiPotencia Fluida Tarea 2Jonathan CarlinÎncă nu există evaluări
- Practicas 7a y 7bDocument10 paginiPracticas 7a y 7buzi bartÎncă nu există evaluări
- Diagrama EsfuerzoDocument4 paginiDiagrama EsfuerzoMiguel Sanchez100% (1)
- Examen Unidad 4 ResueltoDocument2 paginiExamen Unidad 4 ResueltoDann De JesusÎncă nu există evaluări
- Resortes EquivalentesDocument17 paginiResortes EquivalentesAlvaro Quisilema MedranoÎncă nu există evaluări
- 1.2 Vibraciones 2.0Document30 pagini1.2 Vibraciones 2.0jairÎncă nu există evaluări
- Unidad 2: Sensores y TransmisoresDocument31 paginiUnidad 2: Sensores y Transmisoresgusstavoob100% (3)
- Unidad 4. Aplicaciones de ControlDocument26 paginiUnidad 4. Aplicaciones de ControlArnold Vasquez0% (1)
- Descripcion Del Proceso de Control Lavadora y Horno INTRUMENTACIÓNDocument6 paginiDescripcion Del Proceso de Control Lavadora y Horno INTRUMENTACIÓNPedro Gabriel GonzálezÎncă nu există evaluări
- 1.3 Simbologia NeumaticaDocument16 pagini1.3 Simbologia NeumaticaJorge Gonzales OrtizÎncă nu există evaluări
- Elementos Finales de ControlDocument66 paginiElementos Finales de ControlmraleroÎncă nu există evaluări
- 5.7 MecanismosDocument15 pagini5.7 MecanismosLuisdeGanteÎncă nu există evaluări
- Avance Gradual.Document2 paginiAvance Gradual.jose daniel hernandes perezÎncă nu există evaluări
- Es PosicionDocument19 paginiEs PosicionJosé ReyesÎncă nu există evaluări
- Exposicion Instrumentacion Unidad 4Document42 paginiExposicion Instrumentacion Unidad 4Chiton AguirreÎncă nu există evaluări
- 4 Unidad MecanismosDocument21 pagini4 Unidad MecanismosAmairani Basulto100% (3)
- Introduccion Tipos de OndasDocument4 paginiIntroduccion Tipos de OndasLuis Romero LunaÎncă nu există evaluări
- Kloomok MuffleyDocument17 paginiKloomok MuffleyluisÎncă nu există evaluări
- Unidad 2 INSTRUMENTACION Y CONTROLDocument51 paginiUnidad 2 INSTRUMENTACION Y CONTROLAnderson TorresÎncă nu există evaluări
- Cilindros: 2.6. Cálculos y Selección de Equipo HidráulicoDocument3 paginiCilindros: 2.6. Cálculos y Selección de Equipo HidráulicoLópez SantiagoÎncă nu există evaluări
- Sintesis de MecanismosDocument7 paginiSintesis de MecanismosViktor Hernandez0% (1)
- Termodinamica Unidad 1, Fundamento TeoricoDocument22 paginiTermodinamica Unidad 1, Fundamento TeoricoDiana ReyesÎncă nu există evaluări
- 2.3 Medición de Flujo 07 09 18 LISTODocument10 pagini2.3 Medición de Flujo 07 09 18 LISTOluisÎncă nu există evaluări
- Estudio de Las Vibraciones y Aplicaciones en Diversos Medios 11Document13 paginiEstudio de Las Vibraciones y Aplicaciones en Diversos Medios 11Alfredo Alejandro Valenzuela100% (1)
- 1.4.1. Elementos de Control y MandoDocument17 pagini1.4.1. Elementos de Control y MandoManuel Fabian Bacab EkÎncă nu există evaluări
- Pia DinamicaDocument17 paginiPia DinamicaIvonne GarcíaÎncă nu există evaluări
- Reseña Del Desarrollo de Los Sistemas de ControlDocument4 paginiReseña Del Desarrollo de Los Sistemas de ControlRemiel Zapata GÎncă nu există evaluări
- Tipos de Controladores de PresiónDocument14 paginiTipos de Controladores de PresiónValenthinaCamargoÎncă nu există evaluări
- Termodinámica Unidad 6 PDFDocument22 paginiTermodinámica Unidad 6 PDFVictor Hernandez100% (1)
- Temporizadores 160919224308Document4 paginiTemporizadores 160919224308erwin alvarez salazarÎncă nu există evaluări
- Unidad 1 Vibraciones MecanicasDocument10 paginiUnidad 1 Vibraciones MecanicasJosue David Flores DoroteoÎncă nu există evaluări
- Aplicaciones Unidad 2 CompletoDocument7 paginiAplicaciones Unidad 2 CompletoedgarÎncă nu există evaluări
- P. 1 - Unidad 2Document12 paginiP. 1 - Unidad 2Adriana AyalaÎncă nu există evaluări
- Sistemas Hidraulicos y Neumaticos de PotenciaDocument19 paginiSistemas Hidraulicos y Neumaticos de PotenciaLucero JimenezÎncă nu există evaluări
- Tipos de Montaje, Operación y Mantenimiento de RodamientosDocument6 paginiTipos de Montaje, Operación y Mantenimiento de RodamientosAbisai SantosÎncă nu există evaluări
- Criterio de Gruebler - Jonathan HernandezDocument6 paginiCriterio de Gruebler - Jonathan HernandezJonathan HernandezÎncă nu există evaluări
- Teorias y Criterios de Fallas Por Cargas Estaticas y DinamicasDocument6 paginiTeorias y Criterios de Fallas Por Cargas Estaticas y DinamicasSergio StalinÎncă nu există evaluări
- Clasificacion de Flujos (Investigación)Document9 paginiClasificacion de Flujos (Investigación)Damon KriegerÎncă nu există evaluări
- Unidad 3Document10 paginiUnidad 3Joel Aguilar CanulÎncă nu există evaluări
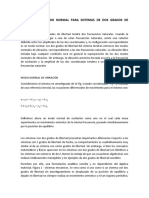
- Vibración de Modo Normal para Sistemas de Dos Grados de Libertad.Document2 paginiVibración de Modo Normal para Sistemas de Dos Grados de Libertad.Wilbert CabreraÎncă nu există evaluări
- Simulación en Sistemas CAEDocument14 paginiSimulación en Sistemas CAEEduardo ViteÎncă nu există evaluări
- 2.1 InterruptoresDocument5 pagini2.1 InterruptoresRichar Flores MondragonÎncă nu există evaluări
- Unidad 2 - Diseño de Circuitos Combinatorios y Secuenciales NeumaticosDocument113 paginiUnidad 2 - Diseño de Circuitos Combinatorios y Secuenciales NeumaticosElizabeth Hernandez75% (4)
- 4.1 Controladores de TemperaturaDocument14 pagini4.1 Controladores de TemperaturaDaniel SánchezÎncă nu există evaluări
- 1.2 VariablesDocument10 pagini1.2 VariablesomarbaldemarÎncă nu există evaluări
- Unidad 5 Balanceo de FuerzasDocument11 paginiUnidad 5 Balanceo de FuerzasFernando Saldaña SalasÎncă nu există evaluări
- Producción de Energía NeumáticaDocument64 paginiProducción de Energía NeumáticaHernandez Moises50% (6)
- Cuestionario 2Document3 paginiCuestionario 2Poekemon SiÎncă nu există evaluări
- Taller 1 de MecanismosDocument2 paginiTaller 1 de MecanismostanainaÎncă nu există evaluări
- 4PRAC. Ensayo de FatigaDocument20 pagini4PRAC. Ensayo de Fatigaleila loveÎncă nu există evaluări
- 4.6 Aplicación de ContadoresDocument6 pagini4.6 Aplicación de ContadoresnicolÎncă nu există evaluări
- Metodo de Las Fuerzas VIBRACIONES MECANICASDocument4 paginiMetodo de Las Fuerzas VIBRACIONES MECANICASmanu elmer100% (1)
- Unidad I - Instrumentación y Control.Document50 paginiUnidad I - Instrumentación y Control.Nordesol SosaÎncă nu există evaluări
- Instrumentación y control en instalaciones de proceso, energía y servicios auxiliares. QUIE0108De la EverandInstrumentación y control en instalaciones de proceso, energía y servicios auxiliares. QUIE0108Încă nu există evaluări
- Control y verificación de productos fabricados. FMEE0108De la EverandControl y verificación de productos fabricados. FMEE0108Încă nu există evaluări
- Ecuación de SchrödingerDocument12 paginiEcuación de SchrödingerberthaÎncă nu există evaluări
- Capitulo 5 - Levantamiento TaquimetricosDocument24 paginiCapitulo 5 - Levantamiento TaquimetricosHailer F Ramos GonzalesÎncă nu există evaluări
- Manual TRK Español PDFDocument96 paginiManual TRK Español PDFElHuerchoÎncă nu există evaluări
- Energia AtmosfericaDocument17 paginiEnergia AtmosfericaRuddy LimaÎncă nu există evaluări
- Laboratorio 7 - Experimentacion Fisica 2Document3 paginiLaboratorio 7 - Experimentacion Fisica 2CristianSanclementeÎncă nu există evaluări
- Pia Escrito OperacionesDocument6 paginiPia Escrito OperacionesFidel Mtz VillalobosÎncă nu există evaluări
- Estructuras CristalinasDocument4 paginiEstructuras CristalinasEfren SuarezÎncă nu există evaluări
- Subestaciones BlindadasDocument5 paginiSubestaciones BlindadasAna MariaÎncă nu există evaluări
- Informe Dinamica - Brazo HidraulicoDocument4 paginiInforme Dinamica - Brazo HidraulicoMaria Jose Samaniego VelezÎncă nu există evaluări
- Laboratorio de Fisica Electromagnetica Ley de CoulomDocument14 paginiLaboratorio de Fisica Electromagnetica Ley de CoulomBLANCA MOLINAÎncă nu există evaluări
- 3 Llaves WilsonDocument73 pagini3 Llaves WilsonlardeloyÎncă nu există evaluări
- Libro MonfortDocument39 paginiLibro MonfortAlfredo Diaz Babiano0% (1)
- ESPECTROFOTOMETRIADocument10 paginiESPECTROFOTOMETRIAsandra0% (1)
- Combinación LinealDocument5 paginiCombinación LinealAndyMaxCoquelTazaÎncă nu există evaluări
- Trabajo Final para Exposicion El Alumbrado PublicoDocument25 paginiTrabajo Final para Exposicion El Alumbrado PublicojoseÎncă nu există evaluări
- Fase Luminosa o FotoquímicaDocument2 paginiFase Luminosa o FotoquímicaLuceroLalaaÎncă nu există evaluări
- Relacion Limites SolDocument6 paginiRelacion Limites SolGuillermo Montes MartosÎncă nu există evaluări
- Apuntes Calculo 1 PDFDocument143 paginiApuntes Calculo 1 PDFCr3yzÎncă nu există evaluări
- Prob3 3Document1 paginăProb3 3robefiÎncă nu există evaluări
- Método de EatonDocument3 paginiMétodo de EatonGauss Admon100% (1)
- Visco MetroDocument5 paginiVisco MetroTata ParragaÎncă nu există evaluări
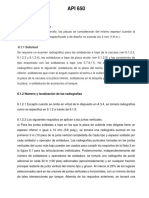
- Api 650Document16 paginiApi 650Percy Junior Berrios Muñoz100% (1)
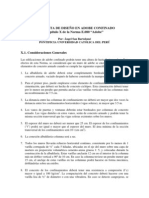
- Diseño de Adobe ConfinadoDocument7 paginiDiseño de Adobe ConfinadoMarcos Saenz100% (1)
- SilaboDocument6 paginiSilaboEstalin ChicaizaÎncă nu există evaluări
- PublicationDocument317 paginiPublicationGELI28Încă nu există evaluări
- Laboratorio 1, Líneas Equipotenciales de Campo (Desarrollo)Document7 paginiLaboratorio 1, Líneas Equipotenciales de Campo (Desarrollo)Diseloft DiegoÎncă nu există evaluări
- Quimica 11Document1 paginăQuimica 11Alvaro Ernesto Lopez LopezÎncă nu există evaluări
- Fuente de Voltaje Regulable Con LM317HDocument6 paginiFuente de Voltaje Regulable Con LM317HJose Efren Rojas AlmanzaÎncă nu există evaluări
- EjerciciosDocument4 paginiEjerciciosStiven AlejandroÎncă nu există evaluări
- Actividad7 FisicaDocument6 paginiActividad7 FisicaEquipo 1Încă nu există evaluări