S-ar putea să vă placă și
- Termo Final Cap 8Document22 paginiTermo Final Cap 8Elthon ObandoÎncă nu există evaluări
- Tarea 1 Dinámica O-M 2019-2020Document4 paginiTarea 1 Dinámica O-M 2019-2020HolaSoyJhanferSotomayorÎncă nu există evaluări
- LT3 P4 RefrigeracionMPDocument6 paginiLT3 P4 RefrigeracionMPDaysi SanchezÎncă nu există evaluări
- Propagacion de ErroresDocument10 paginiPropagacion de ErroresJohn Alexander Vallejo cardona 4-2Încă nu există evaluări
- Practico ResorteDocument9 paginiPractico ResorteOmar CastrilloÎncă nu există evaluări
- Semana 3 SEADocument39 paginiSemana 3 SEAtonnyÎncă nu există evaluări
- Tarea 3 Sólidos-2Document3 paginiTarea 3 Sólidos-2Javier Pauta0% (1)
- Lab 1Document7 paginiLab 1Eliseo Hernández DuránÎncă nu există evaluări
- Ejemplos Teoría de FallasDocument6 paginiEjemplos Teoría de FallasFrancisco Javier Gómez BermúdezÎncă nu există evaluări
- 1.4.1. Taller N°1 - Laminado - Doblado - ForjadoDocument3 pagini1.4.1. Taller N°1 - Laminado - Doblado - ForjadoMaria LopezÎncă nu există evaluări
- Informe 3 Acero Aleados DurezaDocument17 paginiInforme 3 Acero Aleados DurezaJeyson IsraelÎncă nu există evaluări
- Preparatorio 2.3Document8 paginiPreparatorio 2.3Eloy ToroÎncă nu există evaluări
- LSPM Gr1 Ipr3 Granja - Juan Villacis - ElmerDocument9 paginiLSPM Gr1 Ipr3 Granja - Juan Villacis - ElmerJuan Andres Granja EscolaÎncă nu există evaluări
- Trabajo Grupal 1Document9 paginiTrabajo Grupal 1SILVA VARELA ERICK STALINÎncă nu există evaluări
- Informe Banco TemperaturasDocument13 paginiInforme Banco TemperaturasDavid HerediaÎncă nu există evaluări
- Proyecto PLCDocument8 paginiProyecto PLCFernando SánchezÎncă nu există evaluări
- Infomre 3)Document3 paginiInfomre 3)Gabriel Alejandro GodoyÎncă nu există evaluări
- Diseño de Ejes Sometidos A TorsiónDocument7 paginiDiseño de Ejes Sometidos A TorsiónEDGAR FAUSTO TIPAN UMAJINGAÎncă nu există evaluări
- Cadena de RodillosDocument19 paginiCadena de RodillosFrancis Canales GoyzuetaÎncă nu există evaluări
- Imperfecciones Del Arreglo AtómicoDocument8 paginiImperfecciones Del Arreglo AtómicoAzael De La Torre Limon100% (1)
- Informe 4 Elementos CapacitivosDocument3 paginiInforme 4 Elementos CapacitivosChris Segura0% (1)
- Deposición Química de VaporDocument3 paginiDeposición Química de VaporJaime Escalante VargasÎncă nu există evaluări
- Tarea Capitulo 5 Elementos de Maquinas 1Document1 paginăTarea Capitulo 5 Elementos de Maquinas 1Menchaca Portugal Job Gustavo0% (1)
- Examen Supletorio (Final)Document2 paginiExamen Supletorio (Final)Gerardo CaizaluisaÎncă nu există evaluări
- Unidad Iv PDFDocument16 paginiUnidad Iv PDFFranky Eriberto Roblero EscobarÎncă nu există evaluări
- Pre 5 Dinamo SerieDocument5 paginiPre 5 Dinamo SeriecristhianÎncă nu există evaluări
- Practica Diseno BasicoDocument4 paginiPractica Diseno BasicoRuDicito PumaÎncă nu există evaluări
- Fuerzas DinamicasDocument2 paginiFuerzas Dinamicaskleberson_2011Încă nu există evaluări
- Guia de Trabajo - Mecanismos - Fatiga - DEM103 - Ciclo I - 2022Document18 paginiGuia de Trabajo - Mecanismos - Fatiga - DEM103 - Ciclo I - 2022David ReyesÎncă nu există evaluări
- Informe03 SoldaduraDocument17 paginiInforme03 SoldaduraTayron MoraÎncă nu există evaluări
- Practica 2 Torres FreireDocument5 paginiPractica 2 Torres FreireDeivid William TorresÎncă nu există evaluări
- Unidad IiDocument34 paginiUnidad IiAbel Angel CaÎncă nu există evaluări
- MecanicaDocument2 paginiMecanicaHelmyr LopezÎncă nu există evaluări
- 03 Transformacion de Esfuerzos y Carga EstáticaDocument23 pagini03 Transformacion de Esfuerzos y Carga EstáticaDavid PalaciosÎncă nu există evaluări
- Lab TermoDocument8 paginiLab TermoDeivid William TorresÎncă nu există evaluări
- PERNOS Diseño de Elementos 1Document8 paginiPERNOS Diseño de Elementos 1Edwin EspinoÎncă nu există evaluări
- 2 Fisica 4Document1 pagină2 Fisica 4Jonathan Chafloque TasaycoÎncă nu există evaluări
- Pract. de Lab - No.1. Mec. FluidosDocument14 paginiPract. de Lab - No.1. Mec. FluidosBRYAN LOPEZ GARCIAÎncă nu există evaluări
- Motor Monocilindrico EspeDocument18 paginiMotor Monocilindrico EspeSanty JimenezÎncă nu există evaluări
- 03 Teoria Fatiga PDFDocument59 pagini03 Teoria Fatiga PDFAlejandro OjedaÎncă nu există evaluări
- Actividad 2 DiseñoDocument6 paginiActividad 2 DiseñoManuel MezaÎncă nu există evaluări
- Lab ACE P3 2019B Guerrero, PesantezDocument3 paginiLab ACE P3 2019B Guerrero, PesantezAlEjandro KEvinÎncă nu există evaluări
- Sujetadores Roscados y Uniones Rigidez Del SujetadorDocument6 paginiSujetadores Roscados y Uniones Rigidez Del SujetadorEdisson AriasÎncă nu există evaluări
- Estatica 2Document6 paginiEstatica 2Erick Jesus quinteroÎncă nu există evaluări
- Esmerilado y RectificadoDocument11 paginiEsmerilado y Rectificadokarla zelayaÎncă nu există evaluări
- Elemento ResorteDocument7 paginiElemento ResorteRicardo Gallarzo Jr.Încă nu există evaluări
- Mando de Un Motor A Impulsos y ContinuoDocument9 paginiMando de Un Motor A Impulsos y ContinuoJhon SiguenciaÎncă nu există evaluări
- Estatica de FluidosDocument43 paginiEstatica de FluidosJhoellSalinasÎncă nu există evaluări
- P.T.V. en Sistemas de Barras Sometidas A FlexiónDocument3 paginiP.T.V. en Sistemas de Barras Sometidas A FlexiónJorge RomeroÎncă nu există evaluări
- Práctica 1 Laboratorio de Desgaste y Falla - Facultad de Ingeniería Mecánica - Escuela Politécnica NacionalDocument11 paginiPráctica 1 Laboratorio de Desgaste y Falla - Facultad de Ingeniería Mecánica - Escuela Politécnica NacionalAntonio CajasÎncă nu există evaluări
- P3 FluidosDocument10 paginiP3 FluidosChoko GarciaÎncă nu există evaluări
- Clase 5 FebDocument32 paginiClase 5 FebGianAlvaradoGalvezÎncă nu există evaluări
- Cuarta Tarea de TeroiaDocument11 paginiCuarta Tarea de TeroiaBryan Antonio Tandazo YaguanaÎncă nu există evaluări
- E6.5 Esfuerzo Cortante Máximo Ejercicio 1Document4 paginiE6.5 Esfuerzo Cortante Máximo Ejercicio 1EDGAR VEGA ORTIZÎncă nu există evaluări
- 6) Describa Las Características de Las Hojas Metálicas Que Son Importantes en Las Operaciones de Formado La Lámina. Explique Por Qué Son ImportantesDocument4 pagini6) Describa Las Características de Las Hojas Metálicas Que Son Importantes en Las Operaciones de Formado La Lámina. Explique Por Qué Son Importantesvicky mÎncă nu există evaluări
- Embutido ProfundoDocument7 paginiEmbutido ProfundoJhonathan Leo Uchamaco NoaÎncă nu există evaluări
- Preguntas LaminadoDocument3 paginiPreguntas LaminadoAlex VeizagaÎncă nu există evaluări
- Capitulo 13 Tecno 2Document9 paginiCapitulo 13 Tecno 2Abraham Vizalla Auca100% (2)
- Conformados FinalDocument32 paginiConformados FinalDavidÎncă nu există evaluări
- Cuestionario 16Document49 paginiCuestionario 16Silvestre Tola Luis MiguelÎncă nu există evaluări
- REPRESASDocument17 paginiREPRESASWilson Apaza YucraÎncă nu există evaluări
- SoldaduraDocument11 paginiSoldaduraWilson Apaza Yucra0% (1)
- REDACCIONESDocument3 paginiREDACCIONESWilson Apaza YucraÎncă nu există evaluări
- TurbinasDocument4 paginiTurbinasJhonRCÎncă nu există evaluări
- Rusia ComunistaDocument5 paginiRusia ComunistaWilson Apaza YucraÎncă nu există evaluări
- Economia de RusiaDocument6 paginiEconomia de RusiaWilson Apaza YucraÎncă nu există evaluări
- Sistema Financiero de RusiaDocument6 paginiSistema Financiero de RusiaWilson Apaza YucraÎncă nu există evaluări
- 9Document7 pagini9Wilson Apaza YucraÎncă nu există evaluări
- 4Document5 pagini4Wilson Apaza YucraÎncă nu există evaluări
- Sistema Belico de RusiaDocument9 paginiSistema Belico de RusiaWilson Apaza YucraÎncă nu există evaluări
- 7Document4 pagini7Wilson Apaza YucraÎncă nu există evaluări
- 8Document4 pagini8Wilson Apaza YucraÎncă nu există evaluări
- Rusia SocialistaDocument15 paginiRusia SocialistaWilson Apaza YucraÎncă nu există evaluări
- 10Document23 pagini10Wilson Apaza YucraÎncă nu există evaluări
- 6Document4 pagini6Wilson Apaza YucraÎncă nu există evaluări
- 2Document4 pagini2Wilson Apaza YucraÎncă nu există evaluări
- República Popular ChinaDocument4 paginiRepública Popular ChinafranklinÎncă nu există evaluări
- 1Document2 pagini1Wilson Apaza YucraÎncă nu există evaluări
- 5Document8 pagini5Wilson Apaza YucraÎncă nu există evaluări
- 5Document8 pagini5Wilson Apaza YucraÎncă nu există evaluări
- 2Document4 pagini2Wilson Apaza YucraÎncă nu există evaluări
- 4Document5 pagini4Wilson Apaza YucraÎncă nu există evaluări
- República Popular ChinaDocument4 paginiRepública Popular ChinafranklinÎncă nu există evaluări
- 4Document5 pagini4Wilson Apaza YucraÎncă nu există evaluări
- 2Document4 pagini2Wilson Apaza YucraÎncă nu există evaluări
- 5Document8 pagini5Wilson Apaza YucraÎncă nu există evaluări
- 1Document2 pagini1Wilson Apaza YucraÎncă nu există evaluări
- 1Document2 pagini1Wilson Apaza YucraÎncă nu există evaluări
- República Popular ChinaDocument4 paginiRepública Popular ChinafranklinÎncă nu există evaluări
- Instalaciones IndustrailesDocument1 paginăInstalaciones IndustrailesWilson Apaza YucraÎncă nu există evaluări
- Diseño en Ingeniería ACOFIDocument20 paginiDiseño en Ingeniería ACOFIRobert Castilla ToroÎncă nu există evaluări
- DiscusionesDocument2 paginiDiscusionesAlexander EspinÎncă nu există evaluări
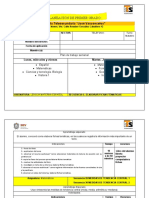
- Plan Semanal 1er GradoDocument5 paginiPlan Semanal 1er GradoPatricia StevezÎncă nu există evaluări
- Analisis FODADocument4 paginiAnalisis FODAnunca recuerdoÎncă nu există evaluări
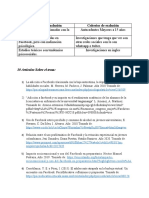
- Criterios de InclusiónDocument2 paginiCriterios de InclusiónSantiago MuñozÎncă nu există evaluări
- Tarea 9 Introduccion A La Psicoterapia - enDocument9 paginiTarea 9 Introduccion A La Psicoterapia - enLeonela Díaz OlivoÎncă nu există evaluări
- Manual Esoterico Celia Blanco PDF - CompressedDocument263 paginiManual Esoterico Celia Blanco PDF - CompressedJuank Garcia50% (2)
- HD 002GP0668B 300 07 1004 - 0 PDFDocument6 paginiHD 002GP0668B 300 07 1004 - 0 PDFAldo QuispeÎncă nu există evaluări
- Examen Parcial - Semana 4 - RA - SEGUNDO BLOQUE-CONTROL DE CALIDAD - (GRUPO5) PDFDocument14 paginiExamen Parcial - Semana 4 - RA - SEGUNDO BLOQUE-CONTROL DE CALIDAD - (GRUPO5) PDFScarpettaJairoÎncă nu există evaluări
- LM ESPECIAL 8-De-Marzo WebDocument104 paginiLM ESPECIAL 8-De-Marzo WebjuanpejoloteÎncă nu există evaluări
- Area BetDocument10 paginiArea BetNoemi Rosas MéndezÎncă nu există evaluări
- Ud03 AclienteDocument15 paginiUd03 AclienteMiriam RbÎncă nu există evaluări
- Bitácora de ProyectosDocument27 paginiBitácora de ProyectosManuel GarciaÎncă nu există evaluări
- Programación Del Riego Según La Relación Agua Suelo Caña de Azúcar Clima. O Castro. CENGICAÑA. Guatemala.Document8 paginiProgramación Del Riego Según La Relación Agua Suelo Caña de Azúcar Clima. O Castro. CENGICAÑA. Guatemala.Nayeli GonzalezÎncă nu există evaluări
- Evaluacion Semana 4 UNIACCDocument15 paginiEvaluacion Semana 4 UNIACCJoaquin Aravena100% (1)
- Limpieza de PlayaDocument11 paginiLimpieza de PlayaRodrigo VázquezÎncă nu există evaluări
- CURSO SIG Con RDocument5 paginiCURSO SIG Con RBravo Morales FrankÎncă nu există evaluări
- S, Uelso TeoriaDocument282 paginiS, Uelso TeoriaLenny Arias QÎncă nu există evaluări
- Aspectos GeneralesDocument4 paginiAspectos GeneralesYahita Ventura ParedesÎncă nu există evaluări
- Reporte 1Document3 paginiReporte 1Melissa AbreuÎncă nu există evaluări
- Formato Afiliación Color Carta - 220421 - 094537Document2 paginiFormato Afiliación Color Carta - 220421 - 094537Brayan ChavarroÎncă nu există evaluări
- Formación de Lucha Contra Incendios y Humo (Fue)Document5 paginiFormación de Lucha Contra Incendios y Humo (Fue)lucian danÎncă nu există evaluări
- Recetario Masas LaminadasDocument10 paginiRecetario Masas LaminadasKOGI Productos y AlimentosÎncă nu există evaluări
- 9 Conteo y Los Diagramas de Venn.1Document17 pagini9 Conteo y Los Diagramas de Venn.1mavelyn castroÎncă nu există evaluări
- U-2 Conductores Electricos y Sus Protecciones (Mejorada)Document124 paginiU-2 Conductores Electricos y Sus Protecciones (Mejorada)superwalerino18100% (5)
- Actividad4 - Desarrollosustentable - Oscar Eduardo LopezDocument6 paginiActividad4 - Desarrollosustentable - Oscar Eduardo LopezOscar Eduardo LopezÎncă nu există evaluări
- 2M Física Guía-6Document6 pagini2M Física Guía-6fernandaÎncă nu există evaluări
- Ejercicio - Entregable 1Document2 paginiEjercicio - Entregable 1Vasti AyalaÎncă nu există evaluări
- Sistemas-De-Medida-Angular-Sectores-Circular 05-10-20Document2 paginiSistemas-De-Medida-Angular-Sectores-Circular 05-10-20Kenny SantaanaÎncă nu există evaluări