S-ar putea să vă placă și
- JIS A 5528 2006 enDocument11 paginiJIS A 5528 2006 enkiet eelÎncă nu există evaluări
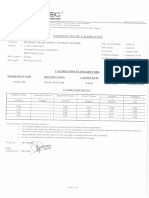
- Tested By: Witnessed By: Verified byDocument1 paginăTested By: Witnessed By: Verified bykiet eelÎncă nu există evaluări
- Hot Rolled Sheet Pile SHZ Catalogue PDFDocument2 paginiHot Rolled Sheet Pile SHZ Catalogue PDFkiet eelÎncă nu există evaluări
- Distribution Commissioning Form 41 Earthing System Resistance Testing All Equipment 20190923 PDFDocument3 paginiDistribution Commissioning Form 41 Earthing System Resistance Testing All Equipment 20190923 PDFkiet eelÎncă nu există evaluări
- Hvorslev MJ pg45Document1 paginăHvorslev MJ pg45kiet eelÎncă nu există evaluări
- Hvorslev MJ pg44Document1 paginăHvorslev MJ pg44kiet eelÎncă nu există evaluări
- Pointresistance IN KG/CM" Skinfrictionin KGDocument1 paginăPointresistance IN KG/CM" Skinfrictionin KGkiet eelÎncă nu există evaluări
- Specification Section S40: Structural SteelworkDocument24 paginiSpecification Section S40: Structural Steelworkkiet eelÎncă nu există evaluări
- Specification Section S30: Concrete 1.0 GeneralDocument54 paginiSpecification Section S30: Concrete 1.0 Generalkiet eel100% (1)
- Sample of Hi-Grade Concrete PlantDocument4 paginiSample of Hi-Grade Concrete Plantkiet eelÎncă nu există evaluări
- Sure Stop PVC Waterstop BrochureDocument4 paginiSure Stop PVC Waterstop Brochurekiet eelÎncă nu există evaluări
- Hvorslev MJ pg40Document1 paginăHvorslev MJ pg40kiet eelÎncă nu există evaluări
- GSB-Specs-S21-Precast Concrete Piles-EmployerDocument19 paginiGSB-Specs-S21-Precast Concrete Piles-Employerkiet eelÎncă nu există evaluări
- Specification Section S10: Site Preparation and ExcavationDocument21 paginiSpecification Section S10: Site Preparation and Excavationkiet eelÎncă nu există evaluări
- Specification Section S11: Earthworks 1.0 General 1.1 Proposed Method of Work To Be ApprovedDocument19 paginiSpecification Section S11: Earthworks 1.0 General 1.1 Proposed Method of Work To Be Approvedkiet eelÎncă nu există evaluări
- Beko Australia Rangehood brh60tw 60cm Stainless Steel Telescopic User Manual PDFDocument20 paginiBeko Australia Rangehood brh60tw 60cm Stainless Steel Telescopic User Manual PDFkiet eelÎncă nu există evaluări
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5795)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- (Management and Production Engineering Review) Creating Procurement Efficiencies in Agribusiness in IndiaDocument8 pagini(Management and Production Engineering Review) Creating Procurement Efficiencies in Agribusiness in IndiaVishnuvardhan RavichandranÎncă nu există evaluări
- List of MSU Confers "Darangen Onor" UNESCO, NCAA, Lanao Del SurDocument2 paginiList of MSU Confers "Darangen Onor" UNESCO, NCAA, Lanao Del SurAminodin SaripÎncă nu există evaluări
- Unit 17 Assignment-Comparing Body Language and GesturesDocument1 paginăUnit 17 Assignment-Comparing Body Language and GesturesmercyvienhoÎncă nu există evaluări
- Confirmation Letter - AMAN JUNG SHAHDocument1 paginăConfirmation Letter - AMAN JUNG SHAHMadhesi Ajay SinghÎncă nu există evaluări
- Session Plan Mine 1Document79 paginiSession Plan Mine 1Ceniza Del Rosario LopezÎncă nu există evaluări
- "Section 1. Any Person or Persons Who Shall Commit Estafa or Other Forms of Swindling AsDocument4 pagini"Section 1. Any Person or Persons Who Shall Commit Estafa or Other Forms of Swindling AskaiÎncă nu există evaluări
- Transcript 5893177-4Document4 paginiTranscript 5893177-4api-300004013Încă nu există evaluări
- Human Flourishing As Reflected in Progress and DevelopmentDocument3 paginiHuman Flourishing As Reflected in Progress and DevelopmentErnest John SeguisabalÎncă nu există evaluări
- Coaching Fidelity Checklist Intervention 4Document6 paginiCoaching Fidelity Checklist Intervention 4api-438626249Încă nu există evaluări
- Professional Resume 1Document2 paginiProfessional Resume 1api-501685585Încă nu există evaluări
- Writing Unit 8 - StudentDocument7 paginiWriting Unit 8 - StudentQuoc Tan HuynhÎncă nu există evaluări
- Phil Hamm: A Propos de L'artisteDocument4 paginiPhil Hamm: A Propos de L'artisteLeia lealÎncă nu există evaluări
- Brittany AleshireDocument2 paginiBrittany Aleshireapi-413960279Încă nu există evaluări
- Text of ImportanceDocument11 paginiText of ImportanceFrost ByteÎncă nu există evaluări
- The Law Killers Updated Extract PDFDocument34 paginiThe Law Killers Updated Extract PDFBlack & White Publishing100% (1)
- Imbong Vs Ochoa - Case DigestDocument14 paginiImbong Vs Ochoa - Case DigestJillian Quimson50% (2)
- A Thesis Study On English Language AnxietyDocument188 paginiA Thesis Study On English Language AnxietyJoan EscobedoÎncă nu există evaluări
- BHABHA, Faisal. Towards A Pedagogy of Diversity in Legal EducationDocument44 paginiBHABHA, Faisal. Towards A Pedagogy of Diversity in Legal EducationHeloisaBianquiniÎncă nu există evaluări
- 7P's Application in Hospital SEctorDocument27 pagini7P's Application in Hospital SEctorMd.Mahmudul IslamÎncă nu există evaluări
- DebateDocument14 paginiDebateWayne SamuelÎncă nu există evaluări
- Hvac Works Section No. Descriptions: Table of Content Technical SpecificationsDocument87 paginiHvac Works Section No. Descriptions: Table of Content Technical Specificationsahmad aboulsoudÎncă nu există evaluări
- Unit 1 Lesson 1Document3 paginiUnit 1 Lesson 1Danica SilvaÎncă nu există evaluări
- Taltal ES - ACR - 2019 NATIONAL READING MONTHDocument2 paginiTaltal ES - ACR - 2019 NATIONAL READING MONTHSandra Elad86% (7)
- 17 CV Personal Profile ExamplesDocument11 pagini17 CV Personal Profile ExamplesArdeleana Tisa100% (1)
- Cemba Sem Cal191 091221Document13 paginiCemba Sem Cal191 091221Rifat KhanÎncă nu există evaluări
- Documentation & Reporting in Nursing - EFNDocument4 paginiDocumentation & Reporting in Nursing - EFNadellia onyÎncă nu există evaluări
- Foucault Power KnowledgeDocument286 paginiFoucault Power KnowledgesimonviennaÎncă nu există evaluări
- Digital Marketing Bootcamp For 4 Days Residential ProgramDocument11 paginiDigital Marketing Bootcamp For 4 Days Residential Programfa3tosÎncă nu există evaluări
- Unilever Competitors (Revenue) : Category Annual Turnover (2020) ProductsDocument2 paginiUnilever Competitors (Revenue) : Category Annual Turnover (2020) ProductsbawwaÎncă nu există evaluări
- Understanding Culture, Society, and Politics: The Historical Background of The Growth of Social ScienceDocument10 paginiUnderstanding Culture, Society, and Politics: The Historical Background of The Growth of Social ScienceCarlo JainarÎncă nu există evaluări