S-ar putea să vă placă și
- Ecolene pp8004-wbk1 Processing Sheet PDFDocument1 paginăEcolene pp8004-wbk1 Processing Sheet PDFvinidesoÎncă nu există evaluări
- Advanced Series PLASTIC Pumps: Advance Your ProcessDocument30 paginiAdvanced Series PLASTIC Pumps: Advance Your ProcessantonioÎncă nu există evaluări
- Processing Parameters of Toyobo MaterialDocument1 paginăProcessing Parameters of Toyobo Materialaditya bansal100% (1)
- Manual Wilden XPR860Document24 paginiManual Wilden XPR860Luis HenriqueÎncă nu există evaluări
- P2 Clamped Plastic Pump: Engineering Operation & Maintenance ManualDocument28 paginiP2 Clamped Plastic Pump: Engineering Operation & Maintenance ManualUdomÎncă nu există evaluări
- PS20 Clamped Metal Pump: Engineering Operation & Maintenance ManualDocument28 paginiPS20 Clamped Metal Pump: Engineering Operation & Maintenance ManualUdomÎncă nu există evaluări
- PS400 Bolted Plastic Pump: Engineering Operation & Maintenance ManualDocument28 paginiPS400 Bolted Plastic Pump: Engineering Operation & Maintenance ManualJosmir KerneÎncă nu există evaluări
- p800 Plastic EomDocument28 paginip800 Plastic EomMario AndrésÎncă nu există evaluări
- P200 Bolted Plastic EOM - WIL-11070-E-16 PDFDocument28 paginiP200 Bolted Plastic EOM - WIL-11070-E-16 PDFenriqueÎncă nu există evaluări
- P8 Clamped Metal Pump: Engineering Operation & Maintenance ManualDocument32 paginiP8 Clamped Metal Pump: Engineering Operation & Maintenance ManualUdomÎncă nu există evaluări
- Nozzle E1 215-225 215-225 E2 220-230 220-230 E3 200-210 200-210 Hopper E4 175-185 175-185Document1 paginăNozzle E1 215-225 215-225 E2 220-230 220-230 E3 200-210 200-210 Hopper E4 175-185 175-185KodhansÎncă nu există evaluări
- Wilden PS820 pump specificationDocument28 paginiWilden PS820 pump specificationSergey KichenkoÎncă nu există evaluări
- P2 Metal ClampDocument28 paginiP2 Metal ClampVie Donli JunÎncă nu există evaluări
- PS800 Bolted Plastic Pump: Engineering Operation MaintenanceDocument28 paginiPS800 Bolted Plastic Pump: Engineering Operation MaintenanceJuan Mac LeanÎncă nu există evaluări
- PS8 Clamped Metal Pump: Engineering Operation & Maintenance ManualDocument28 paginiPS8 Clamped Metal Pump: Engineering Operation & Maintenance ManualUdomÎncă nu există evaluări
- Sasol HNR100Document2 paginiSasol HNR100brandon abella gutierrezÎncă nu există evaluări
- P2H+P3H en MetricDocument6 paginiP2H+P3H en MetricRafay SaeedÎncă nu există evaluări
- WILDEN Ps1500-Plastic-EomDocument28 paginiWILDEN Ps1500-Plastic-EomJuan Sebastián Mac LeanÎncă nu există evaluări
- STLE 2016 - CMF - Session 6A - K. Hope - Synfluid mPAOs High Viscosity Base OilsDocument17 paginiSTLE 2016 - CMF - Session 6A - K. Hope - Synfluid mPAOs High Viscosity Base Oilsmgamal1080Încă nu există evaluări
- Datasheet TC5YCA-743Document2 paginiDatasheet TC5YCA-743AdrenalÎncă nu există evaluări
- PS220/PS230 Bolted Metal Pump: Engineering Operation MaintenanceDocument28 paginiPS220/PS230 Bolted Metal Pump: Engineering Operation MaintenanceJuan Mac LeanÎncă nu există evaluări
- P.025 Clamped Metal Pump: Engineering Operation MaintenanceDocument28 paginiP.025 Clamped Metal Pump: Engineering Operation MaintenanceMurthy NarayananÎncă nu există evaluări
- 874 06217 01 Paraloid k136 Acrylic Processing Aid TdsDocument4 pagini874 06217 01 Paraloid k136 Acrylic Processing Aid Tdsbrahim amokraneÎncă nu există evaluări
- PS400 Bolted Plastic Pump: Engineering Operation MaintenanceDocument28 paginiPS400 Bolted Plastic Pump: Engineering Operation MaintenanceJuan Mac LeanÎncă nu există evaluări
- p400 BoltedDocument24 paginip400 BoltedCIMARTEC TECNICOSÎncă nu există evaluări
- 1279 - Pressure - Gauge #200Document5 pagini1279 - Pressure - Gauge #200EduleofÎncă nu există evaluări
- Lug Butterfly Valve: Applications Design FeaturesDocument6 paginiLug Butterfly Valve: Applications Design FeaturesAlonso ZentenoÎncă nu există evaluări
- Wing Fan CatalogueDocument6 paginiWing Fan CatalogueMarcinÎncă nu există evaluări
- Advanced Series PLASTIC Pumps: Advance Your ProcessDocument31 paginiAdvanced Series PLASTIC Pumps: Advance Your ProcessJuan Mac LeanÎncă nu există evaluări
- P25 Bolted Plastic Pump: Engineering Operation MaintenanceDocument24 paginiP25 Bolted Plastic Pump: Engineering Operation MaintenanceAlvaro Muñoz BÎncă nu există evaluări
- Mercer - Seat Materials GuideDocument4 paginiMercer - Seat Materials GuidejoshÎncă nu există evaluări
- Api 603 Stainless Steel Valves: Gate, Globe & Check Valves Y-StrainersDocument12 paginiApi 603 Stainless Steel Valves: Gate, Globe & Check Valves Y-StrainerszzapiecheÎncă nu există evaluări
- TDS Elf Gearelf-5-80w-90 FCK 201708 enDocument1 paginăTDS Elf Gearelf-5-80w-90 FCK 201708 enKeimoÎncă nu există evaluări
- ALP Brochure 2009 UkDocument8 paginiALP Brochure 2009 UkJuan Mac LeanÎncă nu există evaluări
- Lub Catalog 1Document24 paginiLub Catalog 1Muhamad HamzahÎncă nu există evaluări
- ps1520 1530 Metal EomDocument32 paginips1520 1530 Metal EomenriqueÎncă nu există evaluări
- Peco Filter El p90 SL 01Document4 paginiPeco Filter El p90 SL 01papashoÎncă nu există evaluări
- Polymer Modification Hydrophobic EN May2021 USDocument4 paginiPolymer Modification Hydrophobic EN May2021 USManish DobariyaÎncă nu există evaluări
- Ps1520 Fit Metal DataDocument15 paginiPs1520 Fit Metal DataAir PumpingÎncă nu există evaluări
- pif_Cimperial37-280SW_C29779_enDocument2 paginipif_Cimperial37-280SW_C29779_enPlamen ZapryanovÎncă nu există evaluări
- Technical Data Sheet & Processing Guide: ENMAT™ Thermoplastics Resin Y1000PDocument6 paginiTechnical Data Sheet & Processing Guide: ENMAT™ Thermoplastics Resin Y1000PjituniÎncă nu există evaluări
- P200 Bolted Plastic Pump 1Document24 paginiP200 Bolted Plastic Pump 1Cirilo Marcos RossiÎncă nu există evaluări
- Planetelf PAG PDFDocument1 paginăPlanetelf PAG PDFironiteÎncă nu există evaluări
- Planetelf PAG PDFDocument1 paginăPlanetelf PAG PDFironiteÎncă nu există evaluări
- Heat Transfer Vinyl InstructionsDocument2 paginiHeat Transfer Vinyl InstructionsSergio FaitÎncă nu există evaluări
- DS Og Trugard PSFG 191118Document2 paginiDS Og Trugard PSFG 191118Friday gamingÎncă nu există evaluări
- Danais 150 CatálogoDocument12 paginiDanais 150 Catálogoedark2009Încă nu există evaluări
- n25 ManualDocument12 paginin25 ManualRikshita Agarwal100% (1)
- p1500 Org Adv Pls Eom 05Document23 paginip1500 Org Adv Pls Eom 05diego contrerasÎncă nu există evaluări
- Technical Data: 702G Internal Pipe Coating SystemDocument4 paginiTechnical Data: 702G Internal Pipe Coating Systemcesar_p80-1Încă nu există evaluări
- Wilden P200MDocument26 paginiWilden P200MΓεωργια ΛεμενιτακηÎncă nu există evaluări
- Lub CatalogDocument24 paginiLub CatalogPendeta MudaÎncă nu există evaluări
- Turbo Flo Stallion t15 Metal EomDocument28 paginiTurbo Flo Stallion t15 Metal Eomvladimir robalinoÎncă nu există evaluări
- Quick Guide To Injection Molding: Torlon PAIDocument3 paginiQuick Guide To Injection Molding: Torlon PAIImane El BouchehatiÎncă nu există evaluări
- T20 Clamped Metal PumpDocument28 paginiT20 Clamped Metal PumpUdomÎncă nu există evaluări
- Kytölä DPA ManometerDocument2 paginiKytölä DPA ManometerjapauÎncă nu există evaluări
- TDS Y3000p-2021.2Document6 paginiTDS Y3000p-2021.2jituniÎncă nu există evaluări
- Wilden Chemical Resistant Guide PDFDocument16 paginiWilden Chemical Resistant Guide PDFAnggit Saputra DwipramanaÎncă nu există evaluări
- TechnicalDataSheetTDS ParaloidK445 English 03012003Document4 paginiTechnicalDataSheetTDS ParaloidK445 English 03012003Avinash MohanÎncă nu există evaluări
- RJR 2Document1 paginăRJR 2vinidesoÎncă nu există evaluări
- Xfmea Pfmea PDFDocument8 paginiXfmea Pfmea PDFvinidesoÎncă nu există evaluări
- Abstract Algebra NotesDocument151 paginiAbstract Algebra NotesAngela ZhuÎncă nu există evaluări
- AlgbkDocument187 paginiAlgbkalin444444Încă nu există evaluări
- Hexalobular Drive Torx EN PDFDocument20 paginiHexalobular Drive Torx EN PDFvinideso100% (1)
- 2 Puc Mathematics Program of Work 18 19 PDFDocument10 pagini2 Puc Mathematics Program of Work 18 19 PDFsureshjeansÎncă nu există evaluări
- Torsion BB 300920Document1 paginăTorsion BB 300920vinidesoÎncă nu există evaluări
- RJR 1Document1 paginăRJR 1vinidesoÎncă nu există evaluări
- Flexible Conductors Product Overview: Power and Grounding Connectivity 1Document38 paginiFlexible Conductors Product Overview: Power and Grounding Connectivity 1vinidesoÎncă nu există evaluări
- Applied Mathematics PDFDocument466 paginiApplied Mathematics PDFAkshay JÎncă nu există evaluări
- Top 10 CATIA V5 CATScript MacrosDocument20 paginiTop 10 CATIA V5 CATScript MacrosAnonymous rhbWnv100% (1)
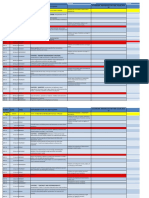
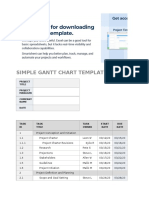
- IC Simple Gantt Chart Template 8640 V1Document17 paginiIC Simple Gantt Chart Template 8640 V1vinidesoÎncă nu există evaluări
- Thermal Management: DC Fans, Heat Sinks & Peltier DevicesDocument4 paginiThermal Management: DC Fans, Heat Sinks & Peltier DevicesvinidesoÎncă nu există evaluări
- VB Scripting 4th Ed Chap 1 PreviewDocument25 paginiVB Scripting 4th Ed Chap 1 PreviewphaniÎncă nu există evaluări
- Laminated Busbar: Add: Times Road, Shifeng District, Zhuzhou, Hunan, P.R.China Tel: +86 731 28498226 Fax +86 731 28431394Document11 paginiLaminated Busbar: Add: Times Road, Shifeng District, Zhuzhou, Hunan, P.R.China Tel: +86 731 28498226 Fax +86 731 28431394vinidesoÎncă nu există evaluări
- Theorems PDFDocument103 paginiTheorems PDFPoonthalirÎncă nu există evaluări
- Santoprene 101-73Document4 paginiSantoprene 101-73Ewerthon Brand'sÎncă nu există evaluări
- Delta-PT EN PDFDocument8 paginiDelta-PT EN PDFvinidesoÎncă nu există evaluări
- Module 2 Lesson 3Document11 paginiModule 2 Lesson 3putex247Încă nu există evaluări
- 15 Introduction, Types and UsesDocument12 pagini15 Introduction, Types and UsesPRASAD326100% (1)
- Milestone Report Template: - For Information About Milestone Reports, VisitDocument2 paginiMilestone Report Template: - For Information About Milestone Reports, VisitvinidesoÎncă nu există evaluări
- IC Agile Project Plan Template 8640Document3 paginiIC Agile Project Plan Template 8640Bong PicoÎncă nu există evaluări
- Microsoft Office Enterprise 2010 Corporate Final (Full Activated)Document2 paginiMicrosoft Office Enterprise 2010 Corporate Final (Full Activated)Alexandre Nikolic67% (3)
- 34 Design of Joints With Variable LoadingDocument8 pagini34 Design of Joints With Variable LoadingPRASAD326100% (1)
- Statistical TolerancingDocument117 paginiStatistical TolerancingSinan YücelÎncă nu există evaluări
- Dsls 17022013 SSQ SetupDocument11 paginiDsls 17022013 SSQ SetupLuisbibianoÎncă nu există evaluări
- Tolerance Stack Up-Lecture 3Document69 paginiTolerance Stack Up-Lecture 3deepakgr79Încă nu există evaluări
- Part and Mold Design Guide (2005)Document174 paginiPart and Mold Design Guide (2005)naitikpanchal100% (4)
- MC 404 Mechanics of Fluids PDFDocument54 paginiMC 404 Mechanics of Fluids PDFRAMA RAJU PYDI100% (1)
- Plastic Material SelectionDocument7 paginiPlastic Material Selectionkbasher_psgim100% (1)
- A Product Technical Data DOWTHERM A HeatDocument30 paginiA Product Technical Data DOWTHERM A Heatffaaiiqq ggrreeaatÎncă nu există evaluări
- Technical Data Sheet for Epoxy Floor SealerDocument4 paginiTechnical Data Sheet for Epoxy Floor SealerAdham Mat AliÎncă nu există evaluări
- Astm A488 A488m 01Document6 paginiAstm A488 A488m 01joanadarcrosa856Încă nu există evaluări
- Botek Deep Hole Drilling CatalogueDocument152 paginiBotek Deep Hole Drilling CataloguegkhnÎncă nu există evaluări
- Cement Manufacturing - Raw MaterialsDocument4 paginiCement Manufacturing - Raw Materialssehrishb01Încă nu există evaluări
- Din 1690Document7 paginiDin 1690saravananÎncă nu există evaluări
- DiscDryer GBDocument2 paginiDiscDryer GBDaniel SouzaÎncă nu există evaluări
- 150 10xaa1 H50 21RDCH 1004 1Document1 pagină150 10xaa1 H50 21RDCH 1004 1uma raneÎncă nu există evaluări
- 2.superfinishing ProcessDocument9 pagini2.superfinishing ProcessVikrant Sharma100% (1)
- Walsin Lihwa Stainless Steel Inspection CertificatesDocument29 paginiWalsin Lihwa Stainless Steel Inspection CertificatesGagat GongatÎncă nu există evaluări
- Design Engineer Interview QuestionsDocument2 paginiDesign Engineer Interview QuestionsPranesh Bhat0% (1)
- MSRR 6522Document7 paginiMSRR 6522pradellesÎncă nu există evaluări
- Faults Occurring During TrimmingDocument4 paginiFaults Occurring During TrimmingMary Christelle100% (3)
- Product Data Sheet for OK AristoRod 12.50Document2 paginiProduct Data Sheet for OK AristoRod 12.50João GuilhermeÎncă nu există evaluări
- Techniques in ClayDocument22 paginiTechniques in ClayAbdcareem MohdÎncă nu există evaluări
- EIE Students Presentation on Corrosion Types & ProtectionDocument9 paginiEIE Students Presentation on Corrosion Types & ProtectionVenkatamarnidiÎncă nu există evaluări
- Bending and Drawing DieDocument7 paginiBending and Drawing Diepratik thakareÎncă nu există evaluări
- Enco Master Catalog 2014Document1.149 paginiEnco Master Catalog 2014gotti45Încă nu există evaluări
- HiHide 670Document4 paginiHiHide 670Francisco RodríguezÎncă nu există evaluări
- Electrowinning Precious Metals From Cyanide Solutions Using Emew TechnologyDocument24 paginiElectrowinning Precious Metals From Cyanide Solutions Using Emew TechnologyJOSE MACASSIÎncă nu există evaluări
- Annealing and Galvanizing of Third Generation AHSS GradesDocument10 paginiAnnealing and Galvanizing of Third Generation AHSS GradesJJÎncă nu există evaluări
- NZTA - Protective Coatings For Steel BridgesDocument63 paginiNZTA - Protective Coatings For Steel Bridgeszinha_alÎncă nu există evaluări
- Astm 193Document13 paginiAstm 193JOSEPH REFUERZOÎncă nu există evaluări
- Catalog BipicoDocument20 paginiCatalog Bipicoalingutan100% (1)
- Development of An Enhanced Biomass Gasifier Charcoal StoveDocument9 paginiDevelopment of An Enhanced Biomass Gasifier Charcoal StoveInternational Journal of Innovative Science and Research TechnologyÎncă nu există evaluări
- Enviroline 124 Eng A4 20191009Document4 paginiEnviroline 124 Eng A4 20191009lovedesuzaÎncă nu există evaluări
- Códigos de SoldagemDocument12 paginiCódigos de Soldagemvladimirsoler01Încă nu există evaluări
- Acceptance Criteria Boiler (API 573)Document1 paginăAcceptance Criteria Boiler (API 573)Nur Achmad BusairiÎncă nu există evaluări
- Procedure No.: Liquid Penetrant TestDocument4 paginiProcedure No.: Liquid Penetrant Testคุณพ่อน้อง บิ๊กบอสÎncă nu există evaluări
- TKDN Certificate ListDocument6 paginiTKDN Certificate ListwahyuÎncă nu există evaluări