S-ar putea să vă placă și
- Trio CT 1040 Jaw Crusher Manual (SN. 225) PDFDocument41 paginiTrio CT 1040 Jaw Crusher Manual (SN. 225) PDFkenoy100% (2)
- Dragline Dictionary Apr14Document578 paginiDragline Dictionary Apr14dhowardj100% (1)
- S151929 - 20210127.indd KAO SURFACTANTESDocument12 paginiS151929 - 20210127.indd KAO SURFACTANTESAlfredo Méndez100% (1)
- Belex Wireline LubricantDocument2 paginiBelex Wireline LubricantdhowardjÎncă nu există evaluări
- Belex Wireline LubricantDocument2 paginiBelex Wireline LubricantdhowardjÎncă nu există evaluări
- G1 Gravity Thickener EquipmentDocument136 paginiG1 Gravity Thickener EquipmentLUIS ALONSO TARAMUEL TAPIEÎncă nu există evaluări
- Elastomer, Fluid Compatibility Chart (Fluids Beginning With M)Document3 paginiElastomer, Fluid Compatibility Chart (Fluids Beginning With M)NovancyÎncă nu există evaluări
- Epoxy Coating Chemical Resistance 2015Document2 paginiEpoxy Coating Chemical Resistance 2015Mohamed AbdelrahmanÎncă nu există evaluări
- Form Frekuensi BackwashDocument18 paginiForm Frekuensi Backwashyahya.pmkepÎncă nu există evaluări
- 2010 Safety Training PGMDocument12 pagini2010 Safety Training PGMJames Mathai100% (1)
- Insurance and Reinsurance 2008Document19 paginiInsurance and Reinsurance 2008abhishekÎncă nu există evaluări
- Rekapan Survey Kebutuhan Dan Harapan Kesh O.RDocument70 paginiRekapan Survey Kebutuhan Dan Harapan Kesh O.Rsabita dwiratnaÎncă nu există evaluări
- Manpower Deployment Plan Ot2499Document1 paginăManpower Deployment Plan Ot2499becemÎncă nu există evaluări
- Schedule AlatDocument1 paginăSchedule AlatKanekiÎncă nu există evaluări
- GE ProbesDocument1 paginăGE Probesmahmoud kassemÎncă nu există evaluări
- Hongzhen He 4336708: Mole Fraction Molar Flows Mole Fraction Molar Flows Mole Fraction Molar Flows Kmol/h Kmol/h Kmol/hDocument3 paginiHongzhen He 4336708: Mole Fraction Molar Flows Mole Fraction Molar Flows Mole Fraction Molar Flows Kmol/h Kmol/h Kmol/hbellepimmanaÎncă nu există evaluări
- 100 & 200 Series - Chemical Resistance ChartDocument5 pagini100 & 200 Series - Chemical Resistance ChartdulioÎncă nu există evaluări
- Slab CycleDocument2 paginiSlab CycleSudarshan ManeÎncă nu există evaluări
- Chemistry and Technology of The Cosmetics and Toiletries Industry (PDFDrive)Document411 paginiChemistry and Technology of The Cosmetics and Toiletries Industry (PDFDrive)Audrey Ann100% (1)
- Data Sanitasi Dasar Puskesmas Tanjung BingkungDocument9 paginiData Sanitasi Dasar Puskesmas Tanjung BingkungEVA YANTIÎncă nu există evaluări
- Cool Drinks Daily Report 2020Document12 paginiCool Drinks Daily Report 2020vrnagencyÎncă nu există evaluări
- By Language 141027 ExcelDocument362 paginiBy Language 141027 ExcelrivasÎncă nu există evaluări
- Daftar Makan Security Kawasan 328: Bulan: Agustus 2017Document13 paginiDaftar Makan Security Kawasan 328: Bulan: Agustus 2017Insan KamalÎncă nu există evaluări
- NEA - Allowable Limits For Trade Effluent Discharge To Watercourse or Controlled WatercourseDocument2 paginiNEA - Allowable Limits For Trade Effluent Discharge To Watercourse or Controlled WatercourseleeÎncă nu există evaluări
- Rubber Chemical Resistance, Rubber Chemical Compatibility, Page 4Document14 paginiRubber Chemical Resistance, Rubber Chemical Compatibility, Page 4Quality ControlÎncă nu există evaluări
- Teacher's Form Filipino PothosDocument11 paginiTeacher's Form Filipino Pothoschristine rose maghariÎncă nu există evaluări
- Schedule Manpower & Equipment Outside - InsideDocument2 paginiSchedule Manpower & Equipment Outside - InsideDeary Nanda Aprillio100% (1)
- Sign Category TambahanDocument3 paginiSign Category TambahantediÎncă nu există evaluări
- PORON Polyurethanes Chemical Resistance Data SheetDocument2 paginiPORON Polyurethanes Chemical Resistance Data SheetSteve FransiscusÎncă nu există evaluări
- Supplemental Digital Content-Table 1. Quality Assessment of Included Case-Control StudiesDocument5 paginiSupplemental Digital Content-Table 1. Quality Assessment of Included Case-Control StudiesmelianyÎncă nu există evaluări
- Speed Control System With Safety Break. Actuation Table For Selenoid and ClutchDocument7 paginiSpeed Control System With Safety Break. Actuation Table For Selenoid and ClutchEka SukandaÎncă nu există evaluări
- Adsorpsi, OilDocument35 paginiAdsorpsi, OilSyarifahÎncă nu există evaluări
- JATRABARI Sample Shop + Sample ProductDocument4 paginiJATRABARI Sample Shop + Sample ProductNahid HossenÎncă nu există evaluări
- Schedule Alat Dan Man PowerDocument3 paginiSchedule Alat Dan Man PowerBagas Lesta CoratiesÎncă nu există evaluări
- Contoh Format Daftar Brand Activation Unit Bisnis Batam TAHUN 2018Document5 paginiContoh Format Daftar Brand Activation Unit Bisnis Batam TAHUN 2018Ye O EsÎncă nu există evaluări
- Survey TallyDocument312 paginiSurvey TallyJohn Patrick SalongaÎncă nu există evaluări
- Manpower - Equipment ScheduleDocument2 paginiManpower - Equipment ScheduleSasha Braus0% (1)
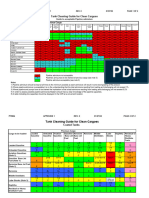
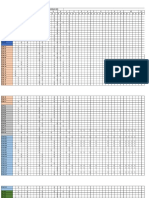
- PTM04 App1 - Tank Cleaning Guide For Clean CargoesDocument2 paginiPTM04 App1 - Tank Cleaning Guide For Clean CargoesАлександр СанинÎncă nu există evaluări
- Why Does An Apple Turn Brown?: Name: Kellen Campbell School: Centerville Junior High Teacher: Mr. TranDocument23 paginiWhy Does An Apple Turn Brown?: Name: Kellen Campbell School: Centerville Junior High Teacher: Mr. TranKellen CampbellÎncă nu există evaluări
- Evac Product Catalogue 2010 2011Document727 paginiEvac Product Catalogue 2010 2011Branko Grbcic100% (2)
- Indirect Manpower Deployment ScheduleDocument1 paginăIndirect Manpower Deployment ScheduleMDhana SekarÎncă nu există evaluări
- Measurements On Loaded Building-Board Panel Sound AbsorbersDocument11 paginiMeasurements On Loaded Building-Board Panel Sound AbsorbersAntonioPalloneÎncă nu există evaluări
- Relevet 2010Document6 paginiRelevet 2010ald-mÎncă nu există evaluări
- List SpilkitDocument1 paginăList Spilkitppi.rskalideresÎncă nu există evaluări
- TH B07 Alkali and Surfactant Consumption in Sandstone Outcrop RocksDocument11 paginiTH B07 Alkali and Surfactant Consumption in Sandstone Outcrop Rocks56962645Încă nu există evaluări
- CSM Design Guidelines: Feed Flowrate, m3/hr (Maximun Per Vessel)Document1 paginăCSM Design Guidelines: Feed Flowrate, m3/hr (Maximun Per Vessel)arranguezjr5991Încă nu există evaluări
- CSM Design GuidelineDocument1 paginăCSM Design GuidelineWalter BastidasÎncă nu există evaluări
- Instrumen SMD 2018 BaruDocument45 paginiInstrumen SMD 2018 BaruAnonymous T5wq376YnÎncă nu există evaluări
- Rubber Chemical Resistance, Rubber Chemical Compatibility, Page 2Document12 paginiRubber Chemical Resistance, Rubber Chemical Compatibility, Page 2Quality ControlÎncă nu există evaluări
- Angket Survey Masyarakat Tahap 3Document25 paginiAngket Survey Masyarakat Tahap 3RAFY GAMINGÎncă nu există evaluări
- Chemical Resistance Chart (Trelleborg)Document8 paginiChemical Resistance Chart (Trelleborg)윤병택Încă nu există evaluări
- Rekap Pengambilan ApdDocument29 paginiRekap Pengambilan Apdkembarjayakaryagkt2023Încă nu există evaluări
- Monas Del AlbumDocument3 paginiMonas Del AlbumCamilo Andrés Melo PinzónÎncă nu există evaluări
- Matriz de Sustancias Por SectorDocument3 paginiMatriz de Sustancias Por SectorMarianela Angel VillagranÎncă nu există evaluări
- IO ListDocument5 paginiIO ListkhirodbarikÎncă nu există evaluări
- Materi Presentasi Insinyur TerryDocument19 paginiMateri Presentasi Insinyur TerryRizqi SBSÎncă nu există evaluări
- Schedule AlatDocument1 paginăSchedule AlatdiangitayaÎncă nu există evaluări
- Lesueur Special 2011Document7 paginiLesueur Special 2011Iwan TirtaÎncă nu există evaluări
- Inv Global Garden PDFDocument1 paginăInv Global Garden PDFaaaÎncă nu există evaluări
- Jadwal WFO Biro Hukum 2022 AprilDocument1 paginăJadwal WFO Biro Hukum 2022 AprilBiro Hukum KKPÎncă nu există evaluări
- April Attandance Record Date DAY ABC ABC: 1 Weakly OffDocument14 paginiApril Attandance Record Date DAY ABC ABC: 1 Weakly OffsatiaakÎncă nu există evaluări
- HPP Shoes LaundryDocument36 paginiHPP Shoes LaundryAgungPratamaÎncă nu există evaluări
- Invent Ar IsDocument130 paginiInvent Ar IswidiÎncă nu există evaluări
- Simpson 2007Document12 paginiSimpson 2007Sâu HeoÎncă nu există evaluări
- Advanced Technique For Grease Oxidation MeasurementDocument11 paginiAdvanced Technique For Grease Oxidation MeasurementdhowardjÎncă nu există evaluări
- Mobil 1™ Synthetic Grease Mobil 1™ Synthetic Grease Mobil 1™ Synthetic Grease Mobil 1™ Synthetic GreaseDocument3 paginiMobil 1™ Synthetic Grease Mobil 1™ Synthetic Grease Mobil 1™ Synthetic Grease Mobil 1™ Synthetic GreasedhowardjÎncă nu există evaluări
- Spedie TheDocument40 paginiSpedie ThedhowardjÎncă nu există evaluări
- Flir TI Guidebook For Facilities MaintenanceDocument26 paginiFlir TI Guidebook For Facilities MaintenancedhowardjÎncă nu există evaluări
- Friction Lubrication and Wear of Gears ADocument17 paginiFriction Lubrication and Wear of Gears AdhowardjÎncă nu există evaluări
- Buc Will: Document Identifier NND Heading Has Lncn-Poijndi !iIL-PRF-16173EDocument40 paginiBuc Will: Document Identifier NND Heading Has Lncn-Poijndi !iIL-PRF-16173EJustformedia JustformediaÎncă nu există evaluări
- Caliber M TDS 2051Document1 paginăCaliber M TDS 2051dhowardjÎncă nu există evaluări
- ARMY 702-19 Reliability - Availability and Maintainability PDFDocument32 paginiARMY 702-19 Reliability - Availability and Maintainability PDFdhowardj100% (1)
- 111AAA Worlds Largest GearsDocument5 pagini111AAA Worlds Largest GearsdhowardjÎncă nu există evaluări
- No-Tox BioFR Hydraulic 46Document2 paginiNo-Tox BioFR Hydraulic 46dhowardjÎncă nu există evaluări
- EHL Military PaperDocument355 paginiEHL Military PaperdhowardjÎncă nu există evaluări
- Quantum TS Global Synthetic ATFDocument2 paginiQuantum TS Global Synthetic ATFdhowardjÎncă nu există evaluări
- Molylube Cam Compound L56Document2 paginiMolylube Cam Compound L56dhowardjÎncă nu există evaluări
- ARMY 702-19 Reliability - Availability and Maintainability PDFDocument32 paginiARMY 702-19 Reliability - Availability and Maintainability PDFdhowardj100% (1)
- Biodegradable Wire Rope Coating GreaseDocument2 paginiBiodegradable Wire Rope Coating GreasedhowardjÎncă nu există evaluări
- Bel-Ray Rust Preventative CoatingDocument3 paginiBel-Ray Rust Preventative CoatingdhowardjÎncă nu există evaluări
- Synthetic Diesel Hammer LubricantDocument2 paginiSynthetic Diesel Hammer LubricantdhowardjÎncă nu există evaluări
- Belex Wireline LubricantDocument2 paginiBelex Wireline LubricantdhowardjÎncă nu există evaluări
- Lubricants and Lubrication of Plastic GearsDocument3 paginiLubricants and Lubrication of Plastic GearsdhowardjÎncă nu există evaluări
- Bel-Ray 6 in 1 Multipurpose LubricantDocument2 paginiBel-Ray 6 in 1 Multipurpose LubricantdhowardjÎncă nu există evaluări
- Freudenberg - en - Technical Elastomers-Web PDFDocument37 paginiFreudenberg - en - Technical Elastomers-Web PDFdhowardjÎncă nu există evaluări
- OxidationDocument1 paginăOxidationdhowardjÎncă nu există evaluări
- Molylube Open Gear & Rope LubricantDocument2 paginiMolylube Open Gear & Rope LubricantdhowardjÎncă nu există evaluări
- Needle BearingsDocument184 paginiNeedle Bearingsmanoj983@gmail.com100% (1)
- FAG Bearing DamageDocument91 paginiFAG Bearing Damagesamir8albinoÎncă nu există evaluări
- Boundary LubricationDocument8 paginiBoundary Lubricationadityanarang147Încă nu există evaluări
- Guidelines For Bearing Design Using Nylon MaterialDocument3 paginiGuidelines For Bearing Design Using Nylon MaterialDiego ReggianiniÎncă nu există evaluări
- Synthetic Hi-Temp GreaseDocument1 paginăSynthetic Hi-Temp GreasetariÎncă nu există evaluări
- Petron MV Ep 1 Moly Grease Pds 6-11Document2 paginiPetron MV Ep 1 Moly Grease Pds 6-11Justin HernandezÎncă nu există evaluări
- Rammer 1655 Operators Manual 2015Document76 paginiRammer 1655 Operators Manual 2015SerkanAlÎncă nu există evaluări
- TDTG Bucket ElevatorDocument20 paginiTDTG Bucket ElevatorVictor Julio Torres Daza0% (1)
- GEK - 30375M Lubrication SpecificationsDocument34 paginiGEK - 30375M Lubrication SpecificationsMARITZA GABRIELA ARIZABAL MEDINAÎncă nu există evaluări
- Marmon-Herrington: Operators ManualDocument43 paginiMarmon-Herrington: Operators Manualgabri1992Încă nu există evaluări
- Mining Raasm USA - Brochure PDFDocument10 paginiMining Raasm USA - Brochure PDFHector Robinson Prieto WilchesÎncă nu există evaluări
- BDF 35S Freefall Davit Manual (RV.1)Document46 paginiBDF 35S Freefall Davit Manual (RV.1)Cleverson Schmidt100% (4)
- MAM200Document20 paginiMAM200arielenryÎncă nu există evaluări
- Staburags Nbu 12/300 KP: Long-Term Grease For Rolling and Plain BearingsDocument1 paginăStaburags Nbu 12/300 KP: Long-Term Grease For Rolling and Plain BearingsJa AkÎncă nu există evaluări
- Grease04Interchange Proof 1Document1 paginăGrease04Interchange Proof 1smhea123Încă nu există evaluări
- Loctite Solution Guide Issue 6Document56 paginiLoctite Solution Guide Issue 6José María GarcíaÎncă nu există evaluări
- Rehs1501-00 Installation & Replacement Procedure For Greased Link Pin Joints 992G 25-03-2003Document18 paginiRehs1501-00 Installation & Replacement Procedure For Greased Link Pin Joints 992G 25-03-2003Jean-Jacques OuandaogoÎncă nu există evaluări
- Recent Technical Trends in Ball ScrewsDocument12 paginiRecent Technical Trends in Ball ScrewsjoseingtecindÎncă nu există evaluări
- Instruction Manual Unique Sanitary Mixproof Valve Including Us Version Ese00923enDocument120 paginiInstruction Manual Unique Sanitary Mixproof Valve Including Us Version Ese00923enAnonymous KdnOsd9Încă nu există evaluări
- Ugo Basile 7025/7125 Rodent VentilatorDocument38 paginiUgo Basile 7025/7125 Rodent VentilatorNikos Psihalakis100% (1)
- wrcc30 2015 GB - 3Document52 paginiwrcc30 2015 GB - 3Daniela RossiÎncă nu există evaluări
- MHC Checklist05Document4 paginiMHC Checklist05Tawfiq ZidanÎncă nu există evaluări
- Business Class M2 Workshop Manual-3-1Document150 paginiBusiness Class M2 Workshop Manual-3-1Dinator CortésÎncă nu există evaluări
- 44SP ManualDocument13 pagini44SP ManualHamzeh M. Abu HawashÎncă nu există evaluări
- Mobilith AW SeriesDocument3 paginiMobilith AW SeriesDavid SalgueroÎncă nu există evaluări
- RP2016 Wurzbach GreaseCompatibility Rev3Document10 paginiRP2016 Wurzbach GreaseCompatibility Rev3dhowardjÎncă nu există evaluări
- SKF BearingsDocument108 paginiSKF BearingsAgg GlezÎncă nu există evaluări
- Sistemas de Lubrican ProgresivaDocument132 paginiSistemas de Lubrican ProgresivaAlvaroÎncă nu există evaluări
- GPCDOC GTDS Shell Gadus S4 OG Clear Oil 20000 (En) TDSDocument2 paginiGPCDOC GTDS Shell Gadus S4 OG Clear Oil 20000 (En) TDSArdi Sepdiniyoko01Încă nu există evaluări
- PC1250-8 Gen00055-04 PDFDocument137 paginiPC1250-8 Gen00055-04 PDFWill Front100% (1)
- 大型蓄能器Document39 pagini大型蓄能器HayLenLeeÎncă nu există evaluări