S-ar putea să vă placă și
- Soldadura MAG de estructuras de acero al carbono. FMEC0210De la EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Încă nu există evaluări
- Prontuario de metales: Tablas para la industria metalúrgicaDe la EverandProntuario de metales: Tablas para la industria metalúrgicaEvaluare: 1 din 5 stele1/5 (1)
- Soldadura en el montaje de tuberías. FMEC0108De la EverandSoldadura en el montaje de tuberías. FMEC0108Evaluare: 3.5 din 5 stele3.5/5 (3)
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309De la EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Evaluare: 5 din 5 stele5/5 (1)
- Reparación de elementos metálicos. TMVL0309De la EverandReparación de elementos metálicos. TMVL0309Evaluare: 5 din 5 stele5/5 (1)
- Trabajo de Tecnologia Mecanica Forjado de LlaveDocument32 paginiTrabajo de Tecnologia Mecanica Forjado de LlaveCristhianMauricioAguilar100% (1)
- Modelo de AdendaDocument5 paginiModelo de AdendaVladimir Borda Donaires100% (1)
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDe la EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoEvaluare: 5 din 5 stele5/5 (1)
- Bladesmithing: Secretos del tratamiento térmico de la forja de cuchillosDe la EverandBladesmithing: Secretos del tratamiento térmico de la forja de cuchillosÎncă nu există evaluări
- Bray Serie S30-31 - (Ficha Tecnica) PDFDocument6 paginiBray Serie S30-31 - (Ficha Tecnica) PDFOscar Horta Polania0% (1)
- Anexo 01. Cuadro de Items A Cotizar PDFDocument4 paginiAnexo 01. Cuadro de Items A Cotizar PDFNathalia LopezÎncă nu există evaluări
- Apomazado y pulido de piedra natural. IEXD0108De la EverandApomazado y pulido de piedra natural. IEXD0108Încă nu există evaluări
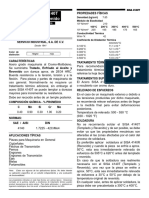
- Acero Inox 420 PDFDocument2 paginiAcero Inox 420 PDFGustavo OrozcoÎncă nu există evaluări
- Acero P20 - Converted - by - AbcdpdfDocument3 paginiAcero P20 - Converted - by - AbcdpdfDiego IlpemÎncă nu există evaluări
- Acero SISA 4140T Tratado y Revenido PDFDocument2 paginiAcero SISA 4140T Tratado y Revenido PDFGrabiela Hidalgo MedinaÎncă nu există evaluări
- Acero SISA 4140T Tratado y Revenido1Document2 paginiAcero SISA 4140T Tratado y Revenido1ada040391100% (1)
- Acero SISA A2Document4 paginiAcero SISA A2tekateÎncă nu există evaluări
- Acero Sisa 440c InoxDocument2 paginiAcero Sisa 440c InoxfranciscojlvÎncă nu există evaluări
- Acero Sisa A2Document2 paginiAcero Sisa A2Marco ManriquezÎncă nu există evaluări
- Acero SISA 6F3 - 1.2714 Acero Trabajo en Caliente PDFDocument2 paginiAcero SISA 6F3 - 1.2714 Acero Trabajo en Caliente PDFGilberto GarciaÎncă nu există evaluări
- Acero SISA 6F3 1.2714Document2 paginiAcero SISA 6F3 1.2714Isai Molina HernándezÎncă nu există evaluări
- Aceros CaracteristicasDocument6 paginiAceros CaracteristicasFranco PalaciosÎncă nu există evaluări
- Gama TratamientosDocument6 paginiGama TratamientosRenaxela Rueda OrduzÎncă nu există evaluări
- Acero SAE 420Document19 paginiAcero SAE 420Oscar Fabian MayorgaÎncă nu există evaluări
- Lab 51Document8 paginiLab 51Gerson CortezÎncă nu există evaluări
- Acero inoxidable AISI 420 soluciones duraderasDocument3 paginiAcero inoxidable AISI 420 soluciones duraderasSebastian Edison Muñoz GuerreroÎncă nu există evaluări
- Urssa Antidesgaste Urssa300Document1 paginăUrssa Antidesgaste Urssa300alfonso vergaraÎncă nu există evaluări
- Aceros SISA P20 acero moldes plásticoDocument2 paginiAceros SISA P20 acero moldes plásticoJose_Andres_So_3041Încă nu există evaluări
- ACEROSDocument14 paginiACEROSjuan esteban peña rÎncă nu există evaluări
- Acero SISA M2 PDFDocument2 paginiAcero SISA M2 PDFSaúl Varillas GlezÎncă nu există evaluări
- 420 Aceros FortunaDocument3 pagini420 Aceros FortunaRicardo_CHES1986Încă nu există evaluări
- Inox 420Document7 paginiInox 420Alejandro MenesÎncă nu există evaluări
- Acero Sisa Cr8Document2 paginiAcero Sisa Cr8Marco ManriquezÎncă nu există evaluări
- Acero Sisa 8620Document2 paginiAcero Sisa 8620Charly Dan SottileÎncă nu există evaluări
- Acero SISA A2 PDFDocument2 paginiAcero SISA A2 PDFholamecoÎncă nu există evaluări
- Acero SISA A2 PDFDocument2 paginiAcero SISA A2 PDFelectro242Încă nu există evaluări
- Acero SAE 1045Document3 paginiAcero SAE 1045gadeharogÎncă nu există evaluări
- SISA A2 acero herramientaDocument2 paginiSISA A2 acero herramientamemoÎncă nu există evaluări
- Acero Sisa Cr8Document2 paginiAcero Sisa Cr8José MoránÎncă nu există evaluări
- Acero Sisa p20Document2 paginiAcero Sisa p20Pedro MartinezÎncă nu există evaluări
- Material TroquelDocument6 paginiMaterial TroqueledwinÎncă nu există evaluări
- HojaTécnica420ModDocument2 paginiHojaTécnica420ModBayron Grieck Toledo FloresÎncă nu există evaluări
- Acero 2436Document1 paginăAcero 2436LUIS ERNESTO SILVA TABOADAÎncă nu există evaluări
- Urssa Construccion Urssac45Document1 paginăUrssa Construccion Urssac45Daniel Nauzet Salazar JorgeÎncă nu există evaluări
- Acero Aisi P20Document1 paginăAcero Aisi P20Heidy SilvaÎncă nu există evaluări
- Stavax 420Document12 paginiStavax 420Sebastian KrdnasÎncă nu există evaluări
- Album MaterialesDocument35 paginiAlbum MaterialesMarvin Najarro100% (1)
- Ficha Técnica Acero D4 IirsaceroDocument2 paginiFicha Técnica Acero D4 IirsaceroJuan Pablo Chumba LaraÎncă nu există evaluări
- Ficha Técnica Acero Inoxidable 304 IirsaceroDocument2 paginiFicha Técnica Acero Inoxidable 304 IirsaceroJorge MartinezÎncă nu există evaluări
- Aceros Aisi Natalia RangelDocument29 paginiAceros Aisi Natalia Rangellr3518964Încă nu există evaluări
- AISI 304 Acero Inoxidable Soluciones DuraderasDocument3 paginiAISI 304 Acero Inoxidable Soluciones DuraderasGarapati MurarjiÎncă nu există evaluări
- Acero SISA O1 PDFDocument2 paginiAcero SISA O1 PDFaleskytronÎncă nu există evaluări
- Tipos de Acero TTDocument10 paginiTipos de Acero TTMoNaÎncă nu există evaluări
- Catalogo Df2Document1 paginăCatalogo Df2Wigan2967% (6)
- Acero 2316Document8 paginiAcero 2316DanielJoseLancherosÎncă nu există evaluări
- 718 Impac Miguel PDFDocument3 pagini718 Impac Miguel PDFEmanuelÎncă nu există evaluări
- Laboratorio 5Document9 paginiLaboratorio 5Gerson CortezÎncă nu există evaluări
- Acero SISA-MET M4 de Metalurgia en Polvo (PM)Document2 paginiAcero SISA-MET M4 de Metalurgia en Polvo (PM)nathy_vÎncă nu există evaluări
- Aceroa2 PDFDocument2 paginiAceroa2 PDFGustavo OrozcoÎncă nu există evaluări
- Ficha Tecnica StavaxESRDocument12 paginiFicha Tecnica StavaxESRBayardo PanquevaÎncă nu există evaluări
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSADe la EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSAÎncă nu există evaluări
- Hoja Calculo UptecDocument1 paginăHoja Calculo UptecLaura VillanuevaÎncă nu există evaluări
- Alcalde de la Municipalidad de Callupe presenta proyecto de bancas para la ciudadDocument1 paginăAlcalde de la Municipalidad de Callupe presenta proyecto de bancas para la ciudadjuan100% (1)
- Mecanismo Acción de Compuertas Verticales PlanasDocument4 paginiMecanismo Acción de Compuertas Verticales PlanasFranciscoBarrancoLopezÎncă nu există evaluări
- Fba FwaDocument2 paginiFba Fwaapi-81797259Încă nu există evaluări
- Acero Inoxidable 02Document30 paginiAcero Inoxidable 02alefeli26Încă nu există evaluări
- Clasificación de Los ElectrodosDocument8 paginiClasificación de Los ElectrodosJeysson Condori CcamaÎncă nu există evaluări
- Evaluación Diagnóstica de 4toDocument4 paginiEvaluación Diagnóstica de 4tolorena silva sernaÎncă nu există evaluări
- Examen Medio Curso Manuf 2127896Document4 paginiExamen Medio Curso Manuf 2127896Isaac RoblesÎncă nu există evaluări
- 000 Apu Presupuesto GenericosDocument68 pagini000 Apu Presupuesto GenericoshenrygcaceresÎncă nu există evaluări
- Ejemplo de CotizacionDocument82 paginiEjemplo de Cotizacionjeferson fernandezÎncă nu există evaluări
- Fisdl PDFDocument3 paginiFisdl PDFHernandez MelidaÎncă nu există evaluări
- Acta Final Peritaje CorreccionDocument15 paginiActa Final Peritaje CorreccionParcelación La SuizaÎncă nu există evaluări
- Tema 15 - Conformacion Por Moldeo I (Diapositivas)Document22 paginiTema 15 - Conformacion Por Moldeo I (Diapositivas)Mario MolinaÎncă nu există evaluări
- Memoria DescriptivaDocument5 paginiMemoria DescriptivaJosé Carranza MelendrezÎncă nu există evaluări
- Charlaeciindustrializados5 170227033343Document116 paginiCharlaeciindustrializados5 170227033343INGENIERIA COLOMBIANAÎncă nu există evaluări
- Material Omcn Programacion F Letra SDocument11 paginiMaterial Omcn Programacion F Letra SFernando Pasten FernandezÎncă nu există evaluări
- Caracteristicas de Los Materiales FerrososDocument19 paginiCaracteristicas de Los Materiales FerrososRojas García HumbertoÎncă nu există evaluări
- Enchapado Con Piedras y Otros PDFDocument6 paginiEnchapado Con Piedras y Otros PDFABELEDWAR10Încă nu există evaluări
- Procesos de ManufacturaDocument3 paginiProcesos de Manufacturaarsenys hernandezÎncă nu există evaluări
- ANÁLISIS de COSTO - Estructura ResistenteDocument3 paginiANÁLISIS de COSTO - Estructura ResistenteJosé FaríasÎncă nu există evaluări
- Flete terrestre de materiales para rehabilitación de bocatoma de agua potableDocument2 paginiFlete terrestre de materiales para rehabilitación de bocatoma de agua potablejesusÎncă nu există evaluări
- FC 210 Saucedo 11Document1 paginăFC 210 Saucedo 11Arturo GomezÎncă nu există evaluări
- Ensayos Del ConcretoDocument39 paginiEnsayos Del ConcretoDavid OrtizÎncă nu există evaluări
- Acu AlcantarilladoDocument56 paginiAcu AlcantarilladoErlin Noe Sanchez ChavezÎncă nu există evaluări
- Cuestionario Examen Principal CivilDocument20 paginiCuestionario Examen Principal CivilXavier YuquilemaÎncă nu există evaluări
- Ficha Aislante TermicoDocument8 paginiFicha Aislante TermicoLiga Veteranos HNÎncă nu există evaluări
- Capilla Histórica de San José ObreroDocument2 paginiCapilla Histórica de San José ObreroRoberto CainamarquesÎncă nu există evaluări