S-ar putea să vă placă și
- Manual SPC.2.2005 Espanol PDFDocument235 paginiManual SPC.2.2005 Espanol PDFdeluargela100% (2)
- Diseño de utillajes, matricería y prototipado con SolidWorksDe la EverandDiseño de utillajes, matricería y prototipado con SolidWorksEvaluare: 3 din 5 stele3/5 (1)
- 2018 Libro Robotica y Mecatronica PDFDocument613 pagini2018 Libro Robotica y Mecatronica PDFGonzalo Fabian Castro100% (3)
- 2018 Libro Robotica y Mecatronica PDFDocument613 pagini2018 Libro Robotica y Mecatronica PDFGonzalo Fabian Castro100% (3)
- MoleteadoDocument9 paginiMoleteadoFernando MercedesÎncă nu există evaluări
- CALDERERIADocument7 paginiCALDERERIANíckolas ValverdeÎncă nu există evaluări
- TORNERIADocument11 paginiTORNERIAAntonio FernandezÎncă nu există evaluări
- Curso Maestro Tornero - Tomo 09Document59 paginiCurso Maestro Tornero - Tomo 09José Ramiro Concha CarrascoÎncă nu există evaluări
- Brocas carpintería tiposDocument5 paginiBrocas carpintería tiposJoaquin VidalÎncă nu există evaluări
- 5amcnc RV PDFDocument125 pagini5amcnc RV PDFRodrigo VelásquezÎncă nu există evaluări
- Apuntes Procesado de Chapa 1Document16 paginiApuntes Procesado de Chapa 1Pedro Soria Martinez100% (1)
- Chapista Calderero Doblado PDFDocument68 paginiChapista Calderero Doblado PDFAnthony Rodríguez100% (1)
- Comparación de Las Diferentes Normas Técnicas de DibujoDocument24 paginiComparación de Las Diferentes Normas Técnicas de DibujoRosario D'lÎncă nu există evaluări
- Canones de La Figura HumanaDocument6 paginiCanones de La Figura Humanadanny mendozaÎncă nu există evaluări
- Unidad 11 Torneado Conos PDFDocument50 paginiUnidad 11 Torneado Conos PDFJose Rafael Ramos Chiquillo Jose RamosÎncă nu există evaluări
- Torneado FundamentosDocument8 paginiTorneado FundamentosdsfdsfdsÎncă nu există evaluări
- Afilado de Herramientas - Afilado de Buriles para Rosca Triangular en Afiladora Universal 4Document28 paginiAfilado de Herramientas - Afilado de Buriles para Rosca Triangular en Afiladora Universal 4Manuales de InteresÎncă nu există evaluări
- Curso Maestro Tornero - Tomo 14Document37 paginiCurso Maestro Tornero - Tomo 14Verónica100% (1)
- Plato Divisor Calculo2Document4 paginiPlato Divisor Calculo2Julio AbalosÎncă nu există evaluări
- El Torno 2016Document108 paginiEl Torno 2016Sebastian VelardeÎncă nu există evaluări
- Velocidades de CorteDocument28 paginiVelocidades de CorteOrlandoLGodosÎncă nu există evaluări
- Curso Maestro Tornero - Tomo 04Document47 paginiCurso Maestro Tornero - Tomo 04José Ramiro Concha CarrascoÎncă nu există evaluări
- Curso Maestro Tornero - Tomo 18Document56 paginiCurso Maestro Tornero - Tomo 18VerónicaÎncă nu există evaluări
- Ejercicios de AngulosDocument53 paginiEjercicios de AngulosFernando Taipe Mayorga64% (11)
- Curso Maestro Tornero - Tomo 21 PDFDocument49 paginiCurso Maestro Tornero - Tomo 21 PDFVerónica100% (1)
- Ejercicios Chingones Solidworks PDFDocument22 paginiEjercicios Chingones Solidworks PDFKox DourdenÎncă nu există evaluări
- Troqueles progresivos para altas produccionesDocument49 paginiTroqueles progresivos para altas produccionesgiovannihurtadoÎncă nu există evaluări
- Curso Maestro Tornero - Tomo 23 PDFDocument45 paginiCurso Maestro Tornero - Tomo 23 PDFVerónicaÎncă nu există evaluări
- Simbolos de Soldadura en PlanosDocument41 paginiSimbolos de Soldadura en PlanosLOBESNO77QQQ100% (1)
- Curso Maestro Tornero - Tomo 15Document56 paginiCurso Maestro Tornero - Tomo 15VerónicaÎncă nu există evaluări
- Curso Maestro Tornero - Tomo 22 PDFDocument55 paginiCurso Maestro Tornero - Tomo 22 PDFVerónicaÎncă nu există evaluări
- Mecanizado de pieza inclinada en torno mediante fijación especialDocument53 paginiMecanizado de pieza inclinada en torno mediante fijación especialVerónicaÎncă nu există evaluări
- Diseño de fabricación de piezas mecanizadas en acero SAE 1045 en torno automáticoDocument18 paginiDiseño de fabricación de piezas mecanizadas en acero SAE 1045 en torno automáticoMarkos Garcia IfranÎncă nu există evaluări
- Rectificadora y AfiladoraDocument13 paginiRectificadora y AfiladoraLukas Sebastián Moncada JeldesÎncă nu există evaluări
- Factor KDocument8 paginiFactor KAlfred OchoaÎncă nu există evaluări
- Equipos Soldadura OxicorteDocument18 paginiEquipos Soldadura OxicorteJean ReyesÎncă nu există evaluări
- Curso Maestro Tornero - Tomo 24Document42 paginiCurso Maestro Tornero - Tomo 24Daniel CantúÎncă nu există evaluări
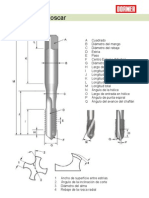
- Guía completa sobre machos de roscar: nomenclatura, geometrías, procesos y aplicacionesDocument22 paginiGuía completa sobre machos de roscar: nomenclatura, geometrías, procesos y aplicacionesHusa GomezÎncă nu există evaluări
- Guía Práctica para Acabado en Piezas TorneadasDocument4 paginiGuía Práctica para Acabado en Piezas Torneadasnavi2000Încă nu există evaluări
- Amef Afiladora Ar5-EDocument4 paginiAmef Afiladora Ar5-EClaudia Patricia Roncancio Peña100% (1)
- ESMERILADORASDocument29 paginiESMERILADORASYanelis ChiariÎncă nu există evaluări
- TP 2 - Torno AutomaticoDocument41 paginiTP 2 - Torno AutomaticoLUISSPERBERÎncă nu există evaluări
- Muelas AbrasivasDocument24 paginiMuelas AbrasivasTomas Ignacio ScagliottiÎncă nu există evaluări
- RhinoCAM - GSG - Esp Ej1Document37 paginiRhinoCAM - GSG - Esp Ej1Irenita BasilottaÎncă nu există evaluări
- Torno automático TRAUB A15/25/32/42/60 de un husilloDocument1 paginăTorno automático TRAUB A15/25/32/42/60 de un husilloMarjan StojanovÎncă nu există evaluări
- PF05 TAREA R78 Ejercicio Hoja Proceso Fresadora PDFDocument1 paginăPF05 TAREA R78 Ejercicio Hoja Proceso Fresadora PDFChichojefe PmcÎncă nu există evaluări
- Herrami ConosDocument8 paginiHerrami ConosMecanizado SenaÎncă nu există evaluări
- Designación de Las RoscasDocument4 paginiDesignación de Las RoscasGHF7Încă nu există evaluări
- Dibujo Tecnico MecanicoDocument14 paginiDibujo Tecnico MecanicoLuis Angel Chapul Cuachayo83% (6)
- Proyecto MatriceriaDocument10 paginiProyecto MatriceriaIsaac GutierrezÎncă nu există evaluări
- Tratamiento Termico de Aceros Al Carbono Especiales y para Herramientas PDFDocument127 paginiTratamiento Termico de Aceros Al Carbono Especiales y para Herramientas PDFedid100% (1)
- (2 Ejercicios de Taller) PDFDocument47 pagini(2 Ejercicios de Taller) PDFInstructor Nelson DiazÎncă nu există evaluări
- Instalaciones de Gas - Parte 2Document21 paginiInstalaciones de Gas - Parte 2La MeliÎncă nu există evaluări
- Roscas Metricas - Fundamentos Representacion y Acotacion Tema - 3.1Document9 paginiRoscas Metricas - Fundamentos Representacion y Acotacion Tema - 3.1Gilberto GarciaÎncă nu există evaluări
- Soldadura Proceso SmawDocument12 paginiSoldadura Proceso SmawJuaniito PradoÎncă nu există evaluări
- Plano Soldadura Ejercicio 2Document1 paginăPlano Soldadura Ejercicio 2ELVISÎncă nu există evaluări
- Manual para El Rectificado-2-55-3-54Document52 paginiManual para El Rectificado-2-55-3-54ALEJANDRO BERNAL SALAMANCAÎncă nu există evaluări
- MoleteadoDocument9 paginiMoleteadoFernando MercedesÎncă nu există evaluări
- Limado y limadoraDocument25 paginiLimado y limadoraAlcides Gabriel LimaÎncă nu există evaluări
- Piedras EsmerilDocument20 paginiPiedras Esmerilfredy ortizÎncă nu există evaluări
- Guia FresadoraDocument15 paginiGuia FresadoraEros IdarragaÎncă nu există evaluări
- Descripcion Del Cabezal DivisorDocument7 paginiDescripcion Del Cabezal DivisorMiguel Emmanuel Rojas Terrones100% (1)
- Soldadura oxigas y corte de metalesDocument5 paginiSoldadura oxigas y corte de metalesJesus Polo FernandezÎncă nu există evaluări
- Practica de Torneado 3 LUNETA FIJADocument6 paginiPractica de Torneado 3 LUNETA FIJABrayan Blanco MontesÎncă nu există evaluări
- Nelki Fabricacion de Un Codo de 90Document16 paginiNelki Fabricacion de Un Codo de 90Jose ToronzoÎncă nu există evaluări
- Aplicaciones Del Modelo en La Industria Trab GrupalDocument9 paginiAplicaciones Del Modelo en La Industria Trab GrupalFernando Taipe MayorgaÎncă nu există evaluări
- Resumen Unidad IiDocument4 paginiResumen Unidad IiFernando Taipe MayorgaÎncă nu există evaluări
- MATERIALES Cap 3Document92 paginiMATERIALES Cap 3Fernando Taipe MayorgaÎncă nu există evaluări
- PoligonosDocument14 paginiPoligonosAlexiselectro NickÎncă nu există evaluări
- Organización de Los Estados AmericanosDocument5 paginiOrganización de Los Estados AmericanosFernando Taipe MayorgaÎncă nu există evaluări
- Tratamientos Termicos PDFDocument86 paginiTratamientos Termicos PDFFernando Taipe MayorgaÎncă nu există evaluări
- Ejercicio Método GráficoDocument9 paginiEjercicio Método GráficoFernando Taipe MayorgaÎncă nu există evaluări
- Resumen Unidad Ii - TaipeDocument4 paginiResumen Unidad Ii - TaipeFernando Taipe MayorgaÎncă nu există evaluări
- Unidad 1 Introducción A La Investigación OperativaDocument6 paginiUnidad 1 Introducción A La Investigación OperativaMartinez ChristopherÎncă nu există evaluări
- Ejercicio Método GráficoDocument9 paginiEjercicio Método GráficoFernando Taipe MayorgaÎncă nu există evaluări
- MATERIALES Cap 10Document26 paginiMATERIALES Cap 10Fernando Taipe MayorgaÎncă nu există evaluări
- MATERIALES Cap 3Document92 paginiMATERIALES Cap 3Fernando Taipe MayorgaÎncă nu există evaluări
- MATERIALES Cap 4 PDFDocument46 paginiMATERIALES Cap 4 PDFFernando Taipe MayorgaÎncă nu există evaluări
- Tratamientos Termicos PDFDocument86 paginiTratamientos Termicos PDFFernando Taipe MayorgaÎncă nu există evaluări
- Matemática para IngenierosDocument510 paginiMatemática para IngenierosRacso2013Încă nu există evaluări
- MATERIALES Cap 4 PDFDocument46 paginiMATERIALES Cap 4 PDFFernando Taipe MayorgaÎncă nu există evaluări
- Monografia Del AceroDocument67 paginiMonografia Del Acerojhonher133100% (3)
- Clase 1Document71 paginiClase 1Fernando Taipe MayorgaÎncă nu există evaluări
- Dibujo en Ingenieria (Bertoline) PDFDocument70 paginiDibujo en Ingenieria (Bertoline) PDFFernando Taipe Mayorga100% (3)
- Triangulos PDFDocument23 paginiTriangulos PDFFernando Taipe MayorgaÎncă nu există evaluări
- Clase 4,5,6 Inventarios de BiodiversidadDocument28 paginiClase 4,5,6 Inventarios de BiodiversidadFernando Taipe MayorgaÎncă nu există evaluări
- ÁreasDocument28 paginiÁreasFernando Taipe MayorgaÎncă nu există evaluări
- Modulo de Trigonometria y Dibujo TecnicoDocument52 paginiModulo de Trigonometria y Dibujo Tecnicojrusalen1Încă nu există evaluări
- PoligonosDocument14 paginiPoligonosAlexiselectro NickÎncă nu există evaluări
- Prueba SDocument15 paginiPrueba SFernando Taipe MayorgaÎncă nu există evaluări
- Triangulos PDFDocument23 paginiTriangulos PDFFernando Taipe MayorgaÎncă nu există evaluări
- Las Fallas Mas Comunes Que Se Presentan en Los Motores Electricos AsincronosDocument4 paginiLas Fallas Mas Comunes Que Se Presentan en Los Motores Electricos Asincronoswuwucha0% (1)
- Oficio SterenDocument1 paginăOficio SterenivanabeltrancarreonÎncă nu există evaluări
- Diplomado Genetica ForenseDocument82 paginiDiplomado Genetica ForenseJose CevallosÎncă nu există evaluări
- Ejercicios para ExamenDocument2 paginiEjercicios para Examenmiguel felix felixÎncă nu există evaluări
- MédicoDocument5 paginiMédicoIvanky Vander WoodsenÎncă nu există evaluări
- Distocias 2020Document12 paginiDistocias 2020Paola NavarroÎncă nu există evaluări
- Actividad 2. Formatos Reporte Accidentes de TrabajoDocument11 paginiActividad 2. Formatos Reporte Accidentes de TrabajoLuz MauryÎncă nu există evaluări
- Secrecion PancretaticaDocument1 paginăSecrecion PancretaticaAri SantiagoÎncă nu există evaluări
- Hierro FundidoDocument14 paginiHierro Fundidogiank87100% (1)
- Tema: - Introducción A Las GráficasDocument5 paginiTema: - Introducción A Las GráficasJONATHAN PONCEÎncă nu există evaluări
- Programa Xi Simposio Nacional de Garbanzo 2023Document1 paginăPrograma Xi Simposio Nacional de Garbanzo 2023Luis Félix FuentesÎncă nu există evaluări
- Exposicion SolucionesDocument43 paginiExposicion SolucionesJuan Villalobos NuñezÎncă nu există evaluări
- Clasificación Macizo Rocoso y DiaclasasDocument8 paginiClasificación Macizo Rocoso y DiaclasasPatricia PerezÎncă nu există evaluări
- Primer Clase PARTE GENERAL Y DERECHO DE LA PERSONADocument2 paginiPrimer Clase PARTE GENERAL Y DERECHO DE LA PERSONAcarlosÎncă nu există evaluări
- Carburador Monitoreado ElectrónicamenteDocument40 paginiCarburador Monitoreado ElectrónicamenteEduardo Bello50% (2)
- Energia Solar Fotovoltaica Comunidad ValencianaDocument4 paginiEnergia Solar Fotovoltaica Comunidad ValencianaBlanca Gomez Rodriguez-AriasÎncă nu există evaluări
- El Despliegue Del Jugar en La Práctica Psicomotriz para Libro Revista de Psm. Marina MarazziDocument18 paginiEl Despliegue Del Jugar en La Práctica Psicomotriz para Libro Revista de Psm. Marina MarazziMaria Paula Chao AvilaÎncă nu există evaluări
- Presentacion de Bienestar NuxgenDocument46 paginiPresentacion de Bienestar NuxgenJorge Luis Martinez RodriguezÎncă nu există evaluări
- Producto - Com 6º - Sva 09Document6 paginiProducto - Com 6º - Sva 09Mateo OrvarÎncă nu există evaluări
- Control sísmica mesaDocument159 paginiControl sísmica mesaDiego CamachoÎncă nu există evaluări
- Ostedyn para Bebés Mayores de 1 AñoDocument2 paginiOstedyn para Bebés Mayores de 1 AñoGiulliana PaolaÎncă nu există evaluări
- Manual Sirius STDocument11 paginiManual Sirius STMarcos IñiguezÎncă nu există evaluări
- Clase 4Document25 paginiClase 4Victor TorresÎncă nu există evaluări
- Programa de Filosofia Del Derecho - 1Document5 paginiPrograma de Filosofia Del Derecho - 1Brya LopezÎncă nu există evaluări
- 11 PDFDocument38 pagini11 PDFLourdesÎncă nu există evaluări
- Inotropicos UciDocument50 paginiInotropicos UciRolando Juan Dávila SalcedoÎncă nu există evaluări
- Tarea 10 PoissonDocument1 paginăTarea 10 PoissonosmarÎncă nu există evaluări
- Comunicación Industrial - Caballero, Cordova, HuaricachaDocument13 paginiComunicación Industrial - Caballero, Cordova, HuaricachaMiguel AlvarezÎncă nu există evaluări
- A1 NefroDocument2 paginiA1 NefroR1 PediatríaÎncă nu există evaluări