S-ar putea să vă placă și
- Ergonomía en MontacargasDocument12 paginiErgonomía en MontacargasMony R GilesÎncă nu există evaluări
- Guia de Aprendizaje 1 - Técnico en Asistencia Administrativa PDFDocument9 paginiGuia de Aprendizaje 1 - Técnico en Asistencia Administrativa PDFcarlos perdomoÎncă nu există evaluări
- Presentación Capítulos 14 y 15Document38 paginiPresentación Capítulos 14 y 15Jassive Medrano50% (2)
- Métodos Gráficos para El Análisis de MétodosDocument10 paginiMétodos Gráficos para El Análisis de MétodosManuel MontillaÎncă nu există evaluări
- Actividad Unidad 4Document28 paginiActividad Unidad 4Francisco SchuldinerÎncă nu există evaluări
- Optimizacion Costo Riesgo Caso EstudioDocument6 paginiOptimizacion Costo Riesgo Caso EstudioSandro GastanagaÎncă nu există evaluări
- Estrategia de NivelacionDocument15 paginiEstrategia de NivelacionJenrryDionicioRamos0% (2)
- Aplicaciones de Los Condensadores en La Ingeniería ChupalaDocument5 paginiAplicaciones de Los Condensadores en La Ingeniería Chupalaanon_604670563100% (1)
- 2-Leyes de Kirchhoff - EjemplosDocument19 pagini2-Leyes de Kirchhoff - EjemplosCristian Aguilar QuintanillaÎncă nu există evaluări
- Sistema Tecnico de UnidadesDocument5 paginiSistema Tecnico de UnidadesLuis Fernando BelloÎncă nu există evaluări
- Criterios Analisis de OperacionDocument18 paginiCriterios Analisis de OperacionOziel Joanan Cano MorenoÎncă nu există evaluări
- Organización y MétodosDocument3 paginiOrganización y MétodosYoel BorjasÎncă nu există evaluări
- El Ingeniero Industrial y La GerenciaDocument1 paginăEl Ingeniero Industrial y La GerenciaAnnelysÎncă nu există evaluări
- Características Del MILDocument5 paginiCaracterísticas Del MILchanjoseÎncă nu există evaluări
- Ejercicio MinitabDocument2 paginiEjercicio MinitabYaine Meza FonsecaÎncă nu există evaluări
- SISTEMA NEUMÁTICO COMPRESOR Y RED DE DISTRIBUCIÓN DE AIRE DocumentoDocument18 paginiSISTEMA NEUMÁTICO COMPRESOR Y RED DE DISTRIBUCIÓN DE AIRE DocumentoMaicol MejiaÎncă nu există evaluări
- Carta de EnsambleDocument11 paginiCarta de EnsambleÓscar Abarca100% (3)
- Informe de PasantiasDocument26 paginiInforme de Pasantiasnelvis23100% (1)
- Envases y EmbalajesDocument5 paginiEnvases y EmbalajesJairoÎncă nu există evaluări
- Adolfo CrespoDocument3 paginiAdolfo CrespoHowk RiosÎncă nu există evaluări
- Unidad 1 Diseño de Procesos de ProduccionDocument12 paginiUnidad 1 Diseño de Procesos de ProduccioncamycazÎncă nu există evaluări
- Un Dia de Trabajo JustoDocument9 paginiUn Dia de Trabajo JustojualeopÎncă nu există evaluări
- Cambio Organizacional para Una Mayor CompetitividadDocument5 paginiCambio Organizacional para Una Mayor CompetitividadIvan RivasÎncă nu există evaluări
- Clase 2 Enfoques Recientes Del MantenimientoDocument36 paginiClase 2 Enfoques Recientes Del MantenimientoperrangolosaÎncă nu există evaluări
- 2020 07 20 14 15 30 Emerson - Melgar PROYECTO-PLAN DE MANTENIMIENTO TOSTADORA DE CAFE-AVANCE 2Document12 pagini2020 07 20 14 15 30 Emerson - Melgar PROYECTO-PLAN DE MANTENIMIENTO TOSTADORA DE CAFE-AVANCE 2Joseth RodriguezÎncă nu există evaluări
- Trabajo de GradoDocument11 paginiTrabajo de Gradoalexa borgesÎncă nu există evaluări
- Final SeminaroDocument127 paginiFinal SeminaroLudwing GarciaÎncă nu există evaluări
- El TornilloDocument12 paginiEl TornillojulioestuardoÎncă nu există evaluări
- Análisis R&R Elaboración Dulce de LecheDocument17 paginiAnálisis R&R Elaboración Dulce de Lechekgomez1507Încă nu există evaluări
- Mejora EnfocadaDocument6 paginiMejora EnfocadamiguelÎncă nu există evaluări
- Pinole MoliendaDocument29 paginiPinole MoliendaalineÎncă nu există evaluări
- Profesor 1 2do. ModuloDocument34 paginiProfesor 1 2do. ModuloAnnette Breton MorelÎncă nu există evaluări
- Programa de Capacitación Al Personal de Operación y Mantenimiento de CalderasDocument14 paginiPrograma de Capacitación Al Personal de Operación y Mantenimiento de CalderasMary Carmen Diaz AlvarezÎncă nu există evaluări
- Principios de ManufacturaDocument3 paginiPrincipios de ManufacturaRobertoJuarez100% (1)
- Examen Diseño y Organizacion Planta 09-02-2022 - Tomalá Edison - Dis y Org de Plant Indus - 8.1 IndustrialDocument3 paginiExamen Diseño y Organizacion Planta 09-02-2022 - Tomalá Edison - Dis y Org de Plant Indus - 8.1 IndustrialCharlie NovilloÎncă nu există evaluări
- Resumen SmedDocument1 paginăResumen SmedFelipe PeraltaÎncă nu există evaluări
- Unidad IV y V Depreciación y Análisis de RemplazoDocument3 paginiUnidad IV y V Depreciación y Análisis de RemplazoJimmy Delgado50% (2)
- Cap Tulo 8 CuestionarioDocument3 paginiCap Tulo 8 CuestionarioJoel Martínez100% (1)
- Presentacion Vector de MediasDocument10 paginiPresentacion Vector de MediasWilliam AranaÎncă nu există evaluări
- Métodos Industriales y de ServicioDocument11 paginiMétodos Industriales y de ServicioYuleysi Mendiola Uscanga100% (1)
- Metodo de CameronDocument8 paginiMetodo de CameronAlejandro BalderasÎncă nu există evaluări
- Calificación de DesempeñoDocument3 paginiCalificación de Desempeñoedin Pop100% (2)
- Tablero de ControlDocument5 paginiTablero de Controlzpdc6mmÎncă nu există evaluări
- Graficas NPDocument4 paginiGraficas NPRafa Ambrocio MontesÎncă nu există evaluări
- Proyecto Pinturas CondorDocument13 paginiProyecto Pinturas CondorJose Dante LunaÎncă nu există evaluări
- Importancia de Manejo de Materiales en La IndustriaDocument5 paginiImportancia de Manejo de Materiales en La Industriaalvaro millanÎncă nu există evaluări
- Modelos Determinísticos de InventariosDocument52 paginiModelos Determinísticos de InventariosJUAN PABLO RAMÍREZ OTÁLVARO100% (1)
- En Qué Consiste El Aprendizaje Según El Compromiso de TOYOTADocument1 paginăEn Qué Consiste El Aprendizaje Según El Compromiso de TOYOTAAndres Parra100% (1)
- Tarea 3 ParcialDocument7 paginiTarea 3 ParcialvanessaÎncă nu există evaluări
- Estudio de Tiempos y MovimientosDocument33 paginiEstudio de Tiempos y MovimientosandreusmendezÎncă nu există evaluări
- Taller de Ejercicios Resueltos de Capacidad y Estabilidad de Los Procesos 2021Document5 paginiTaller de Ejercicios Resueltos de Capacidad y Estabilidad de Los Procesos 2021GABRIELA LOZANO BASTIDASÎncă nu există evaluări
- Objetivos de Los Procedimientos GraficosDocument28 paginiObjetivos de Los Procedimientos GraficosAnonymous TXTsNZO0K80% (1)
- Cuestionario de Compresores NeumaticosDocument15 paginiCuestionario de Compresores NeumaticosMargarita BedoyaÎncă nu există evaluări
- Tipos de Operaciones en La Industria IIDocument53 paginiTipos de Operaciones en La Industria IIdavinik910Încă nu există evaluări
- Prueba de Hipótesis Sobre La Varianza Poblacional (ANOVA)Document19 paginiPrueba de Hipótesis Sobre La Varianza Poblacional (ANOVA)Emil Núñez RojasÎncă nu există evaluări
- Análisis de La Norma COVENINDocument5 paginiAnálisis de La Norma COVENINLowisOdremanÎncă nu există evaluări
- 1.6 Hojas de Verificacion PDFDocument15 pagini1.6 Hojas de Verificacion PDFAmaii Hdez Garma50% (2)
- Normas Tablas Militar EstándarDocument5 paginiNormas Tablas Militar EstándarHernando Murcia TarquinoÎncă nu există evaluări
- Cinco Medidas para Ceros Paros y AuditoriaDocument6 paginiCinco Medidas para Ceros Paros y AuditoriaTevalemadreÎncă nu există evaluări
- 4 Cap 9 Ejercicios H Gutierrez P para USMDocument15 pagini4 Cap 9 Ejercicios H Gutierrez P para USMdrsalinassÎncă nu există evaluări
- Cartas de Control OficialDocument16 paginiCartas de Control OficialGiuliana MarroquinÎncă nu există evaluări
- Unidad 3 Control Estadistico de La CalidadDocument9 paginiUnidad 3 Control Estadistico de La CalidadzoedonajiÎncă nu există evaluări
- Diagrama de ControlDocument10 paginiDiagrama de ControlsoledadÎncă nu există evaluări
- Práctica 8.1 - Gráfica de Control P PDFDocument15 paginiPráctica 8.1 - Gráfica de Control P PDFJOSE LUIS SALINAS VILLALOBOSÎncă nu există evaluări
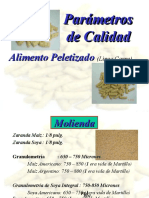
- Calidad de Alimento BalanceadoDocument13 paginiCalidad de Alimento BalanceadoRoderW.TorresLojaÎncă nu există evaluări
- Hoja Resumen - Parte I - v7Document4 paginiHoja Resumen - Parte I - v7RoderW.TorresLojaÎncă nu există evaluări
- Carta Ampliacion de Presentacion de TesisDocument1 paginăCarta Ampliacion de Presentacion de TesisRoderW.TorresLojaÎncă nu există evaluări
- Sollicitud de Seguro Fondo Aroperu 01-03.2022 - 4Document4 paginiSollicitud de Seguro Fondo Aroperu 01-03.2022 - 4RoderW.TorresLojaÎncă nu există evaluări
- Calidad Del PelletDocument11 paginiCalidad Del PelletRoderW.TorresLojaÎncă nu există evaluări
- Linea de Credito Agrobanco Cl8 v01Document10 paginiLinea de Credito Agrobanco Cl8 v01Jaime HuarcayaÎncă nu există evaluări
- Cuantificacion de Vitamina CDocument5 paginiCuantificacion de Vitamina CAbraham Morales100% (1)
- Conocimientos Basicos en Una Planta de Alimentos BalanceadosDocument16 paginiConocimientos Basicos en Una Planta de Alimentos BalanceadosRoderW.TorresLojaÎncă nu există evaluări
- Produccion Avicola PDFDocument60 paginiProduccion Avicola PDFHarold Garrido RuizÎncă nu există evaluări
- Gestion PezDocument6 paginiGestion PezRoderW.TorresLojaÎncă nu există evaluări
- Hoja de RequerimientoDocument2 paginiHoja de RequerimientoRoderW.TorresLojaÎncă nu există evaluări
- Más Alla de La Excelencia y de La Calidad TotalDocument82 paginiMás Alla de La Excelencia y de La Calidad TotalRoderW.TorresLojaÎncă nu există evaluări
- Analisis de Molienda - ZarandasDocument13 paginiAnalisis de Molienda - ZarandasRoderW.TorresLojaÎncă nu există evaluări
- Apendiceb PDFDocument1 paginăApendiceb PDFGrace MskzÎncă nu există evaluări
- Producción Agropecuari1Document2 paginiProducción Agropecuari1RoderW.TorresLojaÎncă nu există evaluări
- 02.reglamento - Calidad de Agua PotableDocument45 pagini02.reglamento - Calidad de Agua PotableAna Luz Ramírez VizcarraÎncă nu există evaluări
- Tecnologiaycalidadenlasindustriasaa Yader SuazoDocument64 paginiTecnologiaycalidadenlasindustriasaa Yader SuazovianquiÎncă nu există evaluări
- Gestion Moderna y Motivacion para La CalidadDocument14 paginiGestion Moderna y Motivacion para La CalidadAlex VallejoÎncă nu există evaluări
- El CastellanoDocument4 paginiEl CastellanoRoderW.TorresLojaÎncă nu există evaluări
- Un Proyecto EsDocument12 paginiUn Proyecto EsRoderW.TorresLojaÎncă nu există evaluări
- Producción Agropecuari1Document2 paginiProducción Agropecuari1RoderW.TorresLojaÎncă nu există evaluări
- Universidad Nacional de San MartinDocument12 paginiUniversidad Nacional de San MartinRoderW.TorresLojaÎncă nu există evaluări
- Producción AgropecuariaDocument1 paginăProducción AgropecuariaRoderW.TorresLojaÎncă nu există evaluări
- Norma Tecnica Peruana Del PiscoDocument16 paginiNorma Tecnica Peruana Del PiscoAlex Rivas VillalvaÎncă nu există evaluări
- SÍLABO Envase, EmbalajeDocument7 paginiSÍLABO Envase, EmbalajeRoderW.TorresLojaÎncă nu există evaluări
- Un Proyecto EsDocument12 paginiUn Proyecto EsRoderW.TorresLojaÎncă nu există evaluări
- Per 64139Document2 paginiPer 64139RoderW.TorresLojaÎncă nu există evaluări
- Per 64139Document2 paginiPer 64139RoderW.TorresLojaÎncă nu există evaluări
- Universidad Austral de ChileDocument52 paginiUniversidad Austral de ChileRoderW.TorresLojaÎncă nu există evaluări
- 2-Lineas Cortas, Medias y LargasDocument24 pagini2-Lineas Cortas, Medias y LargasJesús Rodríguez RodríguezÎncă nu există evaluări
- Definicion y ClasificacionDocument45 paginiDefinicion y ClasificacionEduardo RodriguezÎncă nu există evaluări
- Viola Spolin 10Document3 paginiViola Spolin 10Damian100% (1)
- Ensayo Estado Actual de La Admon Educativa IdaniaDocument3 paginiEnsayo Estado Actual de La Admon Educativa IdaniaAnonymous yc9V8sMÎncă nu există evaluări
- Acta de Compromiso para Padres de Familia 2021 NuevaDocument2 paginiActa de Compromiso para Padres de Familia 2021 NuevaLaureano Alberto Hoyos PernettÎncă nu există evaluări
- PTS EnfierraduraDocument9 paginiPTS EnfierraduraLeslie Carolina Valenzuela SeguelÎncă nu există evaluări
- Interior de La Energía en La Primera Ley de La TermodinámicaDocument2 paginiInterior de La Energía en La Primera Ley de La TermodinámicaFabián Reyes VelásquezÎncă nu există evaluări
- Analis - Dimens. y VectoresDocument6 paginiAnalis - Dimens. y Vectoresjoshcordova884Încă nu există evaluări
- Thermo Scientific Ramsey Serie 14: Pesometro de Alta PrecisiónDocument4 paginiThermo Scientific Ramsey Serie 14: Pesometro de Alta PrecisiónFrancisco Alberto Díaz LarrondoÎncă nu există evaluări
- Usos de AminasDocument4 paginiUsos de AminasMaria Jose Hernandez100% (1)
- CN Grado 9° - Periodo 1Document10 paginiCN Grado 9° - Periodo 1jhonatan tiqueÎncă nu există evaluări
- Concentrado de Obras Laboratorio CCC 22-09-2022 PDFDocument10 paginiConcentrado de Obras Laboratorio CCC 22-09-2022 PDFAdeleyza LozanoÎncă nu există evaluări
- Inbound 6482583581859146906Document15 paginiInbound 6482583581859146906Abel Quispe SantosÎncă nu există evaluări
- Mercomaver Reductores Sinfin YCorona TDocument2 paginiMercomaver Reductores Sinfin YCorona TJoimir PerezÎncă nu există evaluări
- Nimbiol 0.1 Ce-Hoja SeguridadDocument4 paginiNimbiol 0.1 Ce-Hoja SeguridadFarro Torres Helsin100% (1)
- 1 Convocatoria Estudiantes Prope 2-2021Document1 pagină1 Convocatoria Estudiantes Prope 2-2021Anónimo LatinoamericaÎncă nu există evaluări
- Taller Parte 2Document8 paginiTaller Parte 2BrandacaÎncă nu există evaluări
- Ejer A-B Aplicación PDFDocument3 paginiEjer A-B Aplicación PDFIsabella Vargas MarinÎncă nu există evaluări
- Actividad Lúdica Proceso Estratégico IIDocument3 paginiActividad Lúdica Proceso Estratégico IIGust CéspedesÎncă nu există evaluări
- Capítulo 1. MARCO TEÓRICODocument34 paginiCapítulo 1. MARCO TEÓRICOkerive7Încă nu există evaluări
- Guía Relación Hispano-Indígenas IIDocument20 paginiGuía Relación Hispano-Indígenas IIMoisés SaavedraÎncă nu există evaluări
- Foro Virtual Mitos, Malentendidos Supervisión TécnicaDocument30 paginiForo Virtual Mitos, Malentendidos Supervisión TécnicaDavid RamirezÎncă nu există evaluări
- Glosario UnescoDocument12 paginiGlosario UnescoRicardo DoldanÎncă nu există evaluări
- Consulta PreviaDocument14 paginiConsulta PreviaJoséLuisPinaresÎncă nu există evaluări
- Ejercicios N3Document2 paginiEjercicios N3Anthony PerezÎncă nu există evaluări
- Ciudad UtopicaDocument2 paginiCiudad UtopicaYuriÎncă nu există evaluări