S-ar putea să vă placă și
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysDe la EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysÎncă nu există evaluări
- Les VISDocument4 paginiLes VISSlah SametÎncă nu există evaluări
- FreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesDe la EverandFreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesÎncă nu există evaluări
- Guide Du Calcul en Mecanique 01 PDFDocument100 paginiGuide Du Calcul en Mecanique 01 PDFMiraÎncă nu există evaluări
- Le système d'approvisionnement en terres dans les villes d'Afrique de l'Ouest: L’exemple de BamakoDe la EverandLe système d'approvisionnement en terres dans les villes d'Afrique de l'Ouest: L’exemple de BamakoÎncă nu există evaluări
- Programmation Des API Cours GoodDocument10 paginiProgrammation Des API Cours GoodZakaryae HabibÎncă nu există evaluări
- Formation 3D par la pratique avec C#5 et WPF: Modeliser des moleculesDe la EverandFormation 3D par la pratique avec C#5 et WPF: Modeliser des moleculesÎncă nu există evaluări
- Capteur PneumatiqueDocument6 paginiCapteur PneumatiqueAnonymous wRl5kD100% (1)
- Detection des collisions dans les jeux video 2D: avec C#5, WPF et Visual Studio 2013De la EverandDetection des collisions dans les jeux video 2D: avec C#5, WPF et Visual Studio 2013Încă nu există evaluări
- 1 Analyse Fonctionnelle PDFDocument36 pagini1 Analyse Fonctionnelle PDFAbdellatif Khafif100% (1)
- Moteur De Détonation Par Impulsion: Comment allons-nous voyager de Londres à New York en 45 minutes au lieu de 8 heures ?De la EverandMoteur De Détonation Par Impulsion: Comment allons-nous voyager de Londres à New York en 45 minutes au lieu de 8 heures ?Încă nu există evaluări
- Aut Log Vol1 v4Document175 paginiAut Log Vol1 v4Sylbe MartheÎncă nu există evaluări
- Atelier Systemes Industriels tp1 PDFDocument11 paginiAtelier Systemes Industriels tp1 PDFhayet debbichÎncă nu există evaluări
- Programmer en C | Pas à Pas: Le guide simple pour les débutantsDe la EverandProgrammer en C | Pas à Pas: Le guide simple pour les débutantsÎncă nu există evaluări
- Bac STI GMDocument2 paginiBac STI GMArnaud HarbonnierÎncă nu există evaluări
- Expériences et observations sur l'électricité faites à Philadelphie en AmériqueDe la EverandExpériences et observations sur l'électricité faites à Philadelphie en AmériqueÎncă nu există evaluări
- Commande Electronique Des Machines ElectriquesDocument28 paginiCommande Electronique Des Machines ElectriqueshassenbbÎncă nu există evaluări
- Dr. Belmajdoub Fouad: WWW - Fst-Usmba - Ac.maDocument573 paginiDr. Belmajdoub Fouad: WWW - Fst-Usmba - Ac.maHamza BabaouiÎncă nu există evaluări
- Fusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants. Le guide complet de la Fusion 360 d'Autodesk !De la EverandFusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants. Le guide complet de la Fusion 360 d'Autodesk !Încă nu există evaluări
- EMI - 19 - Installation Et Entretien de TransformateursDocument148 paginiEMI - 19 - Installation Et Entretien de TransformateursShsvusbÎncă nu există evaluări
- Évaluations nationales des acquis scolaires, Volume 2: Mettre au point les tests et questionnaires pour une évaluation nationale des acquis scolairesDe la EverandÉvaluations nationales des acquis scolaires, Volume 2: Mettre au point les tests et questionnaires pour une évaluation nationale des acquis scolairesÎncă nu există evaluări
- Freinage DynamiqueDocument12 paginiFreinage Dynamiqueramzi2521Încă nu există evaluări
- Sup Cours Chaine FoncDocument48 paginiSup Cours Chaine FonchvhvyÎncă nu există evaluări
- Programmation Assembleur Des PICDocument12 paginiProgrammation Assembleur Des PICEden BenÎncă nu există evaluări
- Chapitre1 Logiciels de SimulationDocument30 paginiChapitre1 Logiciels de Simulationkadir MezianiÎncă nu există evaluări
- PDF Manuel Dx27activite Bac Elect DDDocument194 paginiPDF Manuel Dx27activite Bac Elect DDBachiro Mohamed OuedraogoÎncă nu există evaluări
- Profil de Denture en Développante de Cercle. 1. Définition D'une Développante de CercleDocument5 paginiProfil de Denture en Développante de Cercle. 1. Définition D'une Développante de CerclehakimkorichiÎncă nu există evaluări
- API Chap4 Inro Programmation-1Document39 paginiAPI Chap4 Inro Programmation-1Hamenih AbdyÎncă nu există evaluări
- Robot GrafcetDocument4 paginiRobot GrafcetYassine LazragÎncă nu există evaluări
- Électricite Industrielle: Dr. Mohamed MiloudiDocument184 paginiÉlectricite Industrielle: Dr. Mohamed MiloudidbÎncă nu există evaluări
- Ingenieur Chez CESI EcoleDocument16 paginiIngenieur Chez CESI EcoleJamal WistitiÎncă nu există evaluări
- m18 Systemes AutomatiseesDocument127 paginim18 Systemes AutomatiseesĶhąļìđ MįřïÎncă nu există evaluări
- Analyse Fonctionnel Complet PubDocument26 paginiAnalyse Fonctionnel Complet PubSdferwste SrqreÎncă nu există evaluări
- La Programmation en C ModerneDocument371 paginiLa Programmation en C ModerneBoubker BellahnaÎncă nu există evaluări
- Les Structures de DonneesDocument7 paginiLes Structures de Donneesan_angel_from_the_hellÎncă nu există evaluări
- Électricité Projets Étape Par Étape... Wawacity - Boo PDFDocument116 paginiÉlectricité Projets Étape Par Étape... Wawacity - Boo PDFduchenneÎncă nu există evaluări
- Trans de MVT Cours 2Document17 paginiTrans de MVT Cours 2Anonymous LZQTDsB95AÎncă nu există evaluări
- B0014I9CSIDocument9 paginiB0014I9CSIMak AdÎncă nu există evaluări
- Cours D'electricite Et Electronique2Document65 paginiCours D'electricite Et Electronique2JOSEPHÎncă nu există evaluări
- POO &creation de Bibliothèque ArduinoDocument14 paginiPOO &creation de Bibliothèque ArduinoAdolphe Pascal KIKI100% (1)
- Cours Bac S Si - Acquerir L Information - Les CapteursDocument27 paginiCours Bac S Si - Acquerir L Information - Les CapteursKhaled Ouni100% (1)
- Contenu de La Formation Notions de Base en ElectrotechniqueDocument2 paginiContenu de La Formation Notions de Base en Electrotechniquetamsirniang100% (2)
- Fiches Matieres GM S3-S4-S5 Maintenance Industrielle Mi-2019Document40 paginiFiches Matieres GM S3-S4-S5 Maintenance Industrielle Mi-2019Boulehmi NizarÎncă nu există evaluări
- Devoir de Controle N1-2as-2021Document5 paginiDevoir de Controle N1-2as-2021GR GARMANIÎncă nu există evaluări
- Rapport BE - SME - EzzainabiDocument23 paginiRapport BE - SME - EzzainabiHassanZainabiÎncă nu există evaluări
- Fonction Convertir Actionneur Pneumatique N.L.techNIQUE PROF S.charIDocument3 paginiFonction Convertir Actionneur Pneumatique N.L.techNIQUE PROF S.charIAymen HssainiÎncă nu există evaluări
- Mecatronique Et EnergieDocument2 paginiMecatronique Et EnergieMohamed Yassine LahianiÎncă nu există evaluări
- Moteur Asynchrone PDFDocument20 paginiMoteur Asynchrone PDFAhmedBennani100% (1)
- Tia Portal Automatisé PDFDocument4 paginiTia Portal Automatisé PDFSaid ZaidiÎncă nu există evaluări
- Chapitre 4Document2 paginiChapitre 4mounaÎncă nu există evaluări
- TP2 Arduino SerialDocument7 paginiTP2 Arduino SerialBarry Mamadou LamaraneÎncă nu există evaluări
- Mésure Éléctrique BOOKDocument205 paginiMésure Éléctrique BOOKŇou ŘiÎncă nu există evaluări
- Partie 1 Mecatronique PDFDocument44 paginiPartie 1 Mecatronique PDFkouddane2000Încă nu există evaluări
- 06 GrafcetDocument42 pagini06 GrafcetEl GhafraouiÎncă nu există evaluări
- MODULE Microcontroleur MMOAMPADocument131 paginiMODULE Microcontroleur MMOAMPASA AmjädÎncă nu există evaluări
- Notions Fondamentales Sur Le Démarrage Des MoteursDocument43 paginiNotions Fondamentales Sur Le Démarrage Des Moteursdegdoug100% (1)
- 5194 Epreuve E5 Bts Ip Europlastic Juin 2013 SujetDocument28 pagini5194 Epreuve E5 Bts Ip Europlastic Juin 2013 SujetAnonymous rvGgpvvqÎncă nu există evaluări
- TP PROTEUS - 3 - Logique Combinatoire (PB) - Doc RéponseDocument10 paginiTP PROTEUS - 3 - Logique Combinatoire (PB) - Doc RéponseerwÎncă nu există evaluări
- Untitled 1Document1 paginăUntitled 1MayouMohAmedÎncă nu există evaluări
- Untitled 9Document1 paginăUntitled 9MayouMohAmedÎncă nu există evaluări
- Untitled 2Document1 paginăUntitled 2MayouMohAmedÎncă nu există evaluări
- Devoir Libre 1 - Physique AppliquéeDocument2 paginiDevoir Libre 1 - Physique AppliquéeMayouMohAmed100% (1)
- Ress SysmlDocument9 paginiRess SysmlMayouMohAmedÎncă nu există evaluări
- Cours Correction Des Systemes AsservisDocument6 paginiCours Correction Des Systemes AsservisMayouMohAmedÎncă nu există evaluări
- Théorie de HertzDocument3 paginiThéorie de HertzMayouMohAmedÎncă nu există evaluări
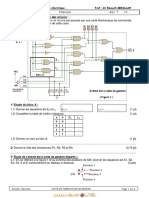
- Devoir de Contrôle N°1 - Génie Électrique - Bac Technique (2012-2013) MR Abdallah RAOUAFI 2 PDFDocument4 paginiDevoir de Contrôle N°1 - Génie Électrique - Bac Technique (2012-2013) MR Abdallah RAOUAFI 2 PDFMayouMohAmed100% (1)
- RDMDocument1 paginăRDMMayouMohAmed100% (1)
- Actions Mecaniques CorrectionDocument6 paginiActions Mecaniques CorrectionMayouMohAmed100% (1)
- Annexe 2 - Essais MécaniquesDocument3 paginiAnnexe 2 - Essais MécaniquesMayouMohAmedÎncă nu există evaluări
- Devoir de SynthèseDocument4 paginiDevoir de SynthèselachhelÎncă nu există evaluări
- Annexe 1 - Métaux Et AlliagesDocument4 paginiAnnexe 1 - Métaux Et AlliagesMayouMohAmed100% (2)
- Geni Civil m3 2009Document90 paginiGeni Civil m3 2009Benazza TlemcenÎncă nu există evaluări
- DS1-COR-Lavage PrepayeDocument4 paginiDS1-COR-Lavage PrepayeMouad MemniÎncă nu există evaluări
- Programme BTSDocument3 paginiProgramme BTSIssa KABOREÎncă nu există evaluări
- Exercices Moteur AsynchroneDocument17 paginiExercices Moteur AsynchroneismailÎncă nu există evaluări
- Brochure Enser FranceDocument23 paginiBrochure Enser FranceValenty Abou JaoudeÎncă nu există evaluări
- Correction QCMDocument7 paginiCorrection QCMMoetaz HnanaÎncă nu există evaluări
- Chapitre IDocument6 paginiChapitre IHachani SafiaÎncă nu există evaluări
- Chapitre 3-Equations DifférentiellesDocument23 paginiChapitre 3-Equations DifférentiellesLøü LõüÎncă nu există evaluări
- Info Niv1 Cours2 FRDocument6 paginiInfo Niv1 Cours2 FRDjamilaTalebÎncă nu există evaluări
- G4 Theophraste. Caracteres (Navarre 1920)Document92 paginiG4 Theophraste. Caracteres (Navarre 1920)Paweł MajewskiÎncă nu există evaluări
- Évaluation Certificative - Ce1d 2017 - Mathématiques - Questionnaires Version Standard Ressource 13980Document40 paginiÉvaluation Certificative - Ce1d 2017 - Mathématiques - Questionnaires Version Standard Ressource 13980ABDELHAK DRIOUCHEÎncă nu există evaluări
- 3-Patinette Electrique PDFDocument4 pagini3-Patinette Electrique PDFAhmed AbenÎncă nu există evaluări
- Data Scientist Les Fondamentaux de La Data Science - OFDS - PLBDocument4 paginiData Scientist Les Fondamentaux de La Data Science - OFDS - PLBAzerÎncă nu există evaluări
- Pour Un Usage Responsable Et Acceptable Par La Société Des Technologies de SécuritéDocument68 paginiPour Un Usage Responsable Et Acceptable Par La Société Des Technologies de SécuritéddufourtÎncă nu există evaluări
- 2003elakremi Roussel045Document34 pagini2003elakremi Roussel045Esther SimeuÎncă nu există evaluări
- Imagerie OA 2016 1Document95 paginiImagerie OA 2016 1Flora ZeÎncă nu există evaluări
- Katalog CH FDocument132 paginiKatalog CH Fbadis000011937Încă nu există evaluări
- Concentration Et Spécialisation DesDocument44 paginiConcentration Et Spécialisation DesFakher HouassaÎncă nu există evaluări
- La Verite Est Que Le Silala N'a Jamais Été Une Riviere TransfrontalierDocument10 paginiLa Verite Est Que Le Silala N'a Jamais Été Une Riviere TransfrontalierJorgeZambranaÎncă nu există evaluări
- 1730e Hydro-India BD-1Document2 pagini1730e Hydro-India BD-1christianÎncă nu există evaluări
- Fiche de Progression Tle CD 2022-2023Document1 paginăFiche de Progression Tle CD 2022-2023Romuald BongoÎncă nu există evaluări
- A. Présentation Et Histoire: 2010: Le Produit A ÉtéDocument3 paginiA. Présentation Et Histoire: 2010: Le Produit A ÉtéManal DirabiÎncă nu există evaluări
- Le Dauphin Vol 68-Juin 2011Document44 paginiLe Dauphin Vol 68-Juin 2011GCACQÎncă nu există evaluări
- DOSSIER - Les 10 Pistes Pour Créer Un Climat de Confiance Avec Ses CollaborateursDocument2 paginiDOSSIER - Les 10 Pistes Pour Créer Un Climat de Confiance Avec Ses CollaborateursLin EduÎncă nu există evaluări
- Chapitre - 1-Présontation-Du-ProjetDocument21 paginiChapitre - 1-Présontation-Du-ProjetAbdelhak GuettiÎncă nu există evaluări
- Analyse Financière Et ComptabilitéDocument14 paginiAnalyse Financière Et ComptabilitéGhofrane ZaouiÎncă nu există evaluări
- Disjoncteur Moteur Magnetothermique ENTDocument3 paginiDisjoncteur Moteur Magnetothermique ENTMame ware DiagneÎncă nu există evaluări
- Liliane PHANZU A Quoi Sert Le Contrôle de GestionDocument5 paginiLiliane PHANZU A Quoi Sert Le Contrôle de GestionLiliane Lina PhanzuÎncă nu există evaluări
- Le Génie Civil Revue (... ) bpt6k6473018q PDFDocument116 paginiLe Génie Civil Revue (... ) bpt6k6473018q PDFAlan RodriguesÎncă nu există evaluări
- TrajectoiresDocument8 paginiTrajectoiresDenis TuralicÎncă nu există evaluări