S-ar putea să vă placă și
- Proyectos Industriales - Examen No. 2Document5 paginiProyectos Industriales - Examen No. 2PaoÎncă nu există evaluări
- Transportadores NeumáticosDocument15 paginiTransportadores NeumáticosPaoÎncă nu există evaluări
- Transportadores NeumáticosDocument9 paginiTransportadores NeumáticosPaoÎncă nu există evaluări
- Pronostico de Demanda de Cangrejos en MaracaiboDocument10 paginiPronostico de Demanda de Cangrejos en MaracaiboPaoÎncă nu există evaluări
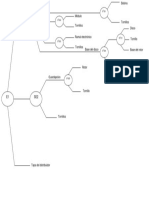
- Ensamble de Un DistribuidorDocument1 paginăEnsamble de Un DistribuidorPaoÎncă nu există evaluări
- DeontologíaDocument6 paginiDeontologíaPaoÎncă nu există evaluări
- Fichas TécnicasDocument20 paginiFichas TécnicasPaoÎncă nu există evaluări
- Ensayo de Partículas MagnéticasDocument10 paginiEnsayo de Partículas MagnéticasPaoÎncă nu există evaluări
- Introducción A La Estimación de CostosDocument14 paginiIntroducción A La Estimación de CostosPaoÎncă nu există evaluări
- Clasificación de Los DesechosDocument5 paginiClasificación de Los DesechosPao100% (1)
- Condicionamiento Operante (Skinner)Document15 paginiCondicionamiento Operante (Skinner)Nicole HernándezÎncă nu există evaluări
- Problemas Resueltos de AlgoritmosDocument17 paginiProblemas Resueltos de AlgoritmosDubanÎncă nu există evaluări
- Exact BT X Plus F e P DPCG000735A 01 2018Document8 paginiExact BT X Plus F e P DPCG000735A 01 2018Gabriell FirmoÎncă nu există evaluări
- Mantenimiento 22 RamirezDocument2 paginiMantenimiento 22 RamirezAngel SisoÎncă nu există evaluări
- Tesis Completa Agosto 11Document52 paginiTesis Completa Agosto 11Psicoanalisis FreudÎncă nu există evaluări
- Caso SodimacDocument22 paginiCaso SodimacYESSICAÎncă nu există evaluări
- Tesis Mercadeo, Frank Gomez - Lulibet Dostal-1Document100 paginiTesis Mercadeo, Frank Gomez - Lulibet Dostal-1Gereliz Arias100% (1)
- Auditoria Preventiva y Procedimientos de Fiscalización Tributaria OkDocument78 paginiAuditoria Preventiva y Procedimientos de Fiscalización Tributaria OkMarcos Noel Campoverde GuerreroÎncă nu există evaluări
- ArquetiposDocument6 paginiArquetiposMarga VeronÎncă nu există evaluări
- Capitulo 2Document4 paginiCapitulo 2Selyn SilesÎncă nu există evaluări
- Problemas Económicos 2022 2Document13 paginiProblemas Económicos 2022 2jefferson quantÎncă nu există evaluări
- Evaluación Del Sistema de Vigilancia Epidemiológica (Sve)Document6 paginiEvaluación Del Sistema de Vigilancia Epidemiológica (Sve)RODRIGO JOSUE CASTILLO ZAMBRANOÎncă nu există evaluări
- GemaMeroBriones-diabetes Tipo 2Document4 paginiGemaMeroBriones-diabetes Tipo 2gema meroÎncă nu există evaluări
- IEI R4 4 Daily RoutinesDocument5 paginiIEI R4 4 Daily RoutinesC HÎncă nu există evaluări
- Baleares Cuaderno de Pesca Marítima Recreativa 2016Document36 paginiBaleares Cuaderno de Pesca Marítima Recreativa 2016haypescaÎncă nu există evaluări
- Cuadro de Estadisticas SST - TCC - 5 AñosDocument17 paginiCuadro de Estadisticas SST - TCC - 5 AñosCesar Harrison Prado AyquipaÎncă nu există evaluări
- Acerca de ASISDocument5 paginiAcerca de ASISCáRdenas Morales GuadalupeÎncă nu există evaluări
- BhvyvyDocument8 paginiBhvyvyyulaiÎncă nu există evaluări
- Conceptos PiagetianosDocument10 paginiConceptos PiagetianosYannina Chumioque PisfilÎncă nu există evaluări
- Problema Cantidad de Movimiento ResueltoDocument3 paginiProblema Cantidad de Movimiento ResueltoevangelinaÎncă nu există evaluări
- 36 40Document2 pagini36 40HolaSoyDavidRCFlëxJr.83% (6)
- Actividad # 6 (Ética y Empresa)Document8 paginiActividad # 6 (Ética y Empresa)Mauren AlejandraÎncă nu există evaluări
- Programa de Capacitacion Poda de Arboles 2021Document7 paginiPrograma de Capacitacion Poda de Arboles 2021Guillermo FernándezÎncă nu există evaluări
- Tarea 4 EntregaDocument34 paginiTarea 4 EntregaManzanog IngrisÎncă nu există evaluări
- PDF 20211011 212052 0000Document11 paginiPDF 20211011 212052 0000Rocío OrtegaÎncă nu există evaluări
- Resolución de Conflictos SocialesDocument7 paginiResolución de Conflictos SocialesJOCELYNE MORAL100% (1)
- Reporte Resumen de Politicas, Objetivos y Metas Del Sgi PolleriaDocument2 paginiReporte Resumen de Politicas, Objetivos y Metas Del Sgi PolleriaYenny Rosalia Tancara MontoyaÎncă nu există evaluări
- Check List Control Documental SeguridadDocument4 paginiCheck List Control Documental SeguridadMichelle Ziegler GalarzaÎncă nu există evaluări
- Cellebrite Desktop User Manual - SpanishDocument88 paginiCellebrite Desktop User Manual - SpanishavogelpÎncă nu există evaluări
- Realización de Afiche1Document11 paginiRealización de Afiche1arnaldobarbosaÎncă nu există evaluări