S-ar putea să vă placă și
- Casting DefectDocument5 paginiCasting DefectSaurabhÎncă nu există evaluări
- D10414410a Fmea CastingDocument7 paginiD10414410a Fmea CastingSuraj RawatÎncă nu există evaluări
- The T6 Heat Treatment of Semi-Solid Metal Processed Alloy A356Document5 paginiThe T6 Heat Treatment of Semi-Solid Metal Processed Alloy A356tumoyeÎncă nu există evaluări
- Repair ManualDocument260 paginiRepair ManualAnonymous 0k1o5N60% (1)
- Supplier Standardised Process Guide: - Raw Material Testing - RM Processing - ForgingDocument22 paginiSupplier Standardised Process Guide: - Raw Material Testing - RM Processing - ForgingBhavna Acharya100% (1)
- KYK CatalogueDocument94 paginiKYK Cataloguepriya kumariÎncă nu există evaluări
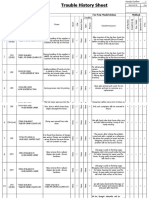
- Trouble HistoryDocument7 paginiTrouble HistoryShahzaibUsmanÎncă nu există evaluări
- Smoke Alarm Maintenance ChecklistDocument2 paginiSmoke Alarm Maintenance Checklistananthu.u100% (2)
- Basic Knowledge of Forging-1Document94 paginiBasic Knowledge of Forging-1UzorÎncă nu există evaluări
- Foundry DefectsDocument74 paginiFoundry DefectsdanielsasikumarÎncă nu există evaluări
- Daily Bin Cleaning & Washing Check SheetDocument1 paginăDaily Bin Cleaning & Washing Check Sheetsumeet sharmaÎncă nu există evaluări
- Study of Sheet Metal Stamping ProcessesDocument93 paginiStudy of Sheet Metal Stamping ProcessesDANIEL DIAZÎncă nu există evaluări
- Process Fmea Mahindra and Mahindra Limited Farm Equipment SectorDocument1 paginăProcess Fmea Mahindra and Mahindra Limited Farm Equipment SectorBALACHANDAR SÎncă nu există evaluări
- Bin CleaningDocument2 paginiBin CleaningRS MANIKANDANÎncă nu există evaluări
- D10369520ADocument4 paginiD10369520AQUALITY ControlÎncă nu există evaluări
- KSS713 - Die Casting Tool Standard - Rev.03Document17 paginiKSS713 - Die Casting Tool Standard - Rev.03Adrian Doru100% (2)
- Up-F-020 Solicitud de Admisión de Practicantes Ver-08Document108 paginiUp-F-020 Solicitud de Admisión de Practicantes Ver-08MARCOS RODOLFO MALDONADO ZEVALLOSÎncă nu există evaluări
- Design Considerations of CastingsDocument8 paginiDesign Considerations of Castingshaqjmi100% (2)
- Stainless Steel Flat ProductsDocument15 paginiStainless Steel Flat Productsstrip1Încă nu există evaluări
- ASTM B833 Standard Specification For Metal Injection Molding (MIM), Ferrous Structural Parts1Document4 paginiASTM B833 Standard Specification For Metal Injection Molding (MIM), Ferrous Structural Parts1David VegaÎncă nu există evaluări
- Master Kaizen (Sample)Document7 paginiMaster Kaizen (Sample)avinashbatra1Încă nu există evaluări
- Tolerancias Pza FundicionDocument3 paginiTolerancias Pza FundicionGuero TeoÎncă nu există evaluări
- Die Trial BlankDocument2 paginiDie Trial Blankravindra kumar100% (1)
- Poster VVVVDocument1 paginăPoster VVVVManishi GoelÎncă nu există evaluări
- Example - Pokayoke Verification SheetDocument1 paginăExample - Pokayoke Verification SheetMadhavÎncă nu există evaluări
- Aluminum Die Casting GuideDocument2 paginiAluminum Die Casting GuideAndrei Todea0% (1)
- Instructions:: Any ExceptionsDocument3 paginiInstructions:: Any ExceptionsAkhmad FathoniÎncă nu există evaluări
- L-1363J - Corrected 20210420Document77 paginiL-1363J - Corrected 20210420Juan TapiaÎncă nu există evaluări
- CS-11000Document17 paginiCS-11000Engenharia APedro100% (1)
- Sheet Metal WorkDocument29 paginiSheet Metal WorkSolcastic SoulÎncă nu există evaluări
- Aluminium DegassingDocument4 paginiAluminium DegassingJohnÎncă nu există evaluări
- AE Yanmar 6GL UTDocument151 paginiAE Yanmar 6GL UTMehdi Es-SafiÎncă nu există evaluări
- M S 1 1 - M S E 1 1: Hydraulic MotorsDocument36 paginiM S 1 1 - M S E 1 1: Hydraulic MotorsmehmetÎncă nu există evaluări
- Gear Box Productivity 30 To 33 Nos Per Hour PDFDocument2 paginiGear Box Productivity 30 To 33 Nos Per Hour PDFAravindÎncă nu există evaluări
- Controlling Heat Treatment Distortion in Gear Rings - MachineMfgDocument37 paginiControlling Heat Treatment Distortion in Gear Rings - MachineMfgxiao mingÎncă nu există evaluări
- NADCA - Aluminum Alloys For Structural Die CastingDocument4 paginiNADCA - Aluminum Alloys For Structural Die CastingFábio CesarÎncă nu există evaluări
- HeattreatmentDocument21 paginiHeattreatmentroyalmechnoÎncă nu există evaluări
- 5 Why WeldingRobot ToyotaDocument1 pagină5 Why WeldingRobot ToyotaMickloSoberanÎncă nu există evaluări
- Riser Analysis Using Casting Simulation Techniques During SolidificationDocument2 paginiRiser Analysis Using Casting Simulation Techniques During SolidificationRizal SandiÎncă nu există evaluări
- Industrial Fasteners, Nuts & BoltsDocument79 paginiIndustrial Fasteners, Nuts & BoltsMudduKrishna shettyÎncă nu există evaluări
- Zinc Plating: Randhir Kumar Singh Asst Professor OpjitDocument16 paginiZinc Plating: Randhir Kumar Singh Asst Professor OpjitRahul PandeyÎncă nu există evaluări
- 03 Knowledge Sharing 7 QC ToolsDocument107 pagini03 Knowledge Sharing 7 QC Toolsravi javaliÎncă nu există evaluări
- Storm QCC: Welcomes You All For Our Second Project PresentationDocument89 paginiStorm QCC: Welcomes You All For Our Second Project Presentationapi-19901822100% (1)
- Austempered Ductile Iron (Adi)Document26 paginiAustempered Ductile Iron (Adi)bvphimanshuÎncă nu există evaluări
- National Machinery - Cold Forming Glossary of TermsDocument17 paginiNational Machinery - Cold Forming Glossary of Termssergio_daqÎncă nu există evaluări
- Tooling KnowledgeDocument92 paginiTooling KnowledgeChowkidar Chandru GowdaÎncă nu există evaluări
- ForgingDocument4 paginiForgingMubashar Khalil HashmiÎncă nu există evaluări
- Nemak Casting Defects - An OverviewDocument39 paginiNemak Casting Defects - An OverviewAlejandro Jose Garcia Fernandez100% (2)
- Pfmea ExampleDocument5 paginiPfmea Exampleesivaks2000Încă nu există evaluări
- Forging Die Design & SimulationDocument8 paginiForging Die Design & SimulationKumar SatyamÎncă nu există evaluări
- Review On Forging Defects in Brass ComponentsDocument7 paginiReview On Forging Defects in Brass ComponentsIJRASETPublicationsÎncă nu există evaluări
- Die Casting TechnologyDocument4 paginiDie Casting TechnologyMada PerwiraÎncă nu există evaluări
- MOM - Control PlanDocument17 paginiMOM - Control PlanraghulramasamyÎncă nu există evaluări
- Forging TDCDocument49 paginiForging TDCsureshkumar silvernitzÎncă nu există evaluări
- Tool Design TerminologyDocument5 paginiTool Design Terminologyanmol6237Încă nu există evaluări
- Characterization of Zircon-Based Slurries For Investment CastingDocument10 paginiCharacterization of Zircon-Based Slurries For Investment CastingNarasimha Murthy InampudiÎncă nu există evaluări
- Aql Plan Zero DefectDocument2 paginiAql Plan Zero DefectFarrukh JamilÎncă nu există evaluări
- HPM Steel For MoldDocument15 paginiHPM Steel For MoldcadcamtaiÎncă nu există evaluări
- Lecture 18 - Powder MetallurgyDocument13 paginiLecture 18 - Powder MetallurgyKonark PatelÎncă nu există evaluări
- AQLDocument18 paginiAQLmajdanekÎncă nu există evaluări
- F16 (SOP - hrd.01) Kaizen Implementation SheetDocument1 paginăF16 (SOP - hrd.01) Kaizen Implementation SheetRAHUL YADAVÎncă nu există evaluări
- Process Improvement in Casting Through Defect Minimization A Case Study1 PDFDocument7 paginiProcess Improvement in Casting Through Defect Minimization A Case Study1 PDFTarun ChakrabortyÎncă nu există evaluări
- Abnormality RegisterDocument8 paginiAbnormality RegisterRohit S.P.Încă nu există evaluări
- SEIP For 080-V-001: Degassing DrumDocument6 paginiSEIP For 080-V-001: Degassing DrumThinh NguyenÎncă nu există evaluări
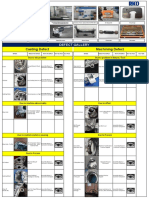
- Casting Defect Machining DefectDocument2 paginiCasting Defect Machining DefectnanimdpÎncă nu există evaluări
- Plate Sample Cap: Welding Process MMA (SMAW)Document14 paginiPlate Sample Cap: Welding Process MMA (SMAW)Readersmo0% (1)
- Prof. Anand Kumar (AK) : Production Engineering Department B.I.T. Sindri Class Routine M.Tech.1 SemesterDocument3 paginiProf. Anand Kumar (AK) : Production Engineering Department B.I.T. Sindri Class Routine M.Tech.1 Semestertalk2sumantaÎncă nu există evaluări
- Bit Sindri, Dhanbad: NAMEOFDEPTT. /CENTRE: Department of Production EngineeringDocument1 paginăBit Sindri, Dhanbad: NAMEOFDEPTT. /CENTRE: Department of Production Engineeringtalk2sumantaÎncă nu există evaluări
- Government of India Initiative For Employability EnhancementDocument15 paginiGovernment of India Initiative For Employability Enhancementtalk2sumantaÎncă nu există evaluări
- Material Safety Data Sheet: Photopolymer ResinDocument2 paginiMaterial Safety Data Sheet: Photopolymer Resintalk2sumantaÎncă nu există evaluări
- Computers Specification - MBADocument2 paginiComputers Specification - MBAtalk2sumantaÎncă nu există evaluări
- Department of Production Engineering B. I. T. Sindri, DhanbadDocument19 paginiDepartment of Production Engineering B. I. T. Sindri, Dhanbadtalk2sumantaÎncă nu există evaluări
- Misson Vision 1Document1 paginăMisson Vision 1talk2sumantaÎncă nu există evaluări
- 20020203a PDFDocument4 pagini20020203a PDFtalk2sumantaÎncă nu există evaluări
- Identifying Casting Defects - AFSDocument3 paginiIdentifying Casting Defects - AFStalk2sumantaÎncă nu există evaluări
- Winplotr InsDocument30 paginiWinplotr Instalk2sumantaÎncă nu există evaluări
- Metal Moulding1 - MechanicalinfoDocument17 paginiMetal Moulding1 - Mechanicalinfotalk2sumantaÎncă nu există evaluări
- Add A Thermometer To Your Digital Multimeter - Embedded LabDocument13 paginiAdd A Thermometer To Your Digital Multimeter - Embedded LabGourmand OishiiÎncă nu există evaluări
- OK Flux 231 (F7AZ-EL12) PDFDocument2 paginiOK Flux 231 (F7AZ-EL12) PDFborovniskiÎncă nu există evaluări
- Export Dataset To PDF in ASP NetDocument2 paginiExport Dataset To PDF in ASP NetWilliamÎncă nu există evaluări
- Smart Obj. Kiss and SwotDocument5 paginiSmart Obj. Kiss and SwotjtopuÎncă nu există evaluări
- Nickel-Titanium Alloys: A Systematic Review: Original ArticleDocument12 paginiNickel-Titanium Alloys: A Systematic Review: Original ArticleMudavath BaburamÎncă nu există evaluări
- Millikan Oil Drop ExperimentDocument6 paginiMillikan Oil Drop ExperimentruleevanÎncă nu există evaluări
- Data SheetDocument2 paginiData SheetAsalamEilujÎncă nu există evaluări
- ME Harmonization Curricilum FinalDocument307 paginiME Harmonization Curricilum Finalratchagaraja33% (3)
- Mole Reactions and Stoichiometry MultipleDocument25 paginiMole Reactions and Stoichiometry MultiplelinaÎncă nu există evaluări
- Ceramic Materials: Introduction!: MCEN90014: Materials ! ! !dr. K. Xia! ! ! !1!Document5 paginiCeramic Materials: Introduction!: MCEN90014: Materials ! ! !dr. K. Xia! ! ! !1!hamalÎncă nu există evaluări
- Gate Ee 1991Document7 paginiGate Ee 1991Bhavani Chandra UniqueÎncă nu există evaluări
- Handling Tickets Is Called Issue Tracking System.: Sap SDDocument6 paginiHandling Tickets Is Called Issue Tracking System.: Sap SDNaveen KumarÎncă nu există evaluări
- Citrix Xenserver ® 6.0.2 Emergency Network Reset: Published Wednesday, 29 February 2012 1.0 EditionDocument6 paginiCitrix Xenserver ® 6.0.2 Emergency Network Reset: Published Wednesday, 29 February 2012 1.0 EditionJuan CarlosÎncă nu există evaluări
- Opus UserguideDocument313 paginiOpus UserguideMoez EssafiÎncă nu există evaluări
- Pre - Use Inspection Qualification: Date: Equipment Welding Machine Serial Number Model: LocationDocument3 paginiPre - Use Inspection Qualification: Date: Equipment Welding Machine Serial Number Model: LocationEugenio Jr. MatesÎncă nu există evaluări
- Software Hardware ListDocument2 paginiSoftware Hardware ListjackÎncă nu există evaluări
- US Hex Bolt SizesDocument2 paginiUS Hex Bolt SizesYana Jarang OlÎncă nu există evaluări
- MC1413 D Integrated Circuit 7xdarlington Driver SO16 On SEMIDocument8 paginiMC1413 D Integrated Circuit 7xdarlington Driver SO16 On SEMIblueword66Încă nu există evaluări
- Environmental Engineering Jobs in Bangladesh - Careerjet - Com.bdDocument4 paginiEnvironmental Engineering Jobs in Bangladesh - Careerjet - Com.bdamrin jannatÎncă nu există evaluări
- Education Abbreviation by AffairsCloudDocument6 paginiEducation Abbreviation by AffairsCloudgsaijanardhanÎncă nu există evaluări
- Manual Deus II UkDocument52 paginiManual Deus II UkMariusÎncă nu există evaluări
- Tutorial Questions and Answers - 2011Document10 paginiTutorial Questions and Answers - 2011Jan ScarÎncă nu există evaluări
- Aurora: AE MC-120 SeriesDocument2 paginiAurora: AE MC-120 SeriestasoÎncă nu există evaluări
- Tpa3110D2-Q1 15-W Filter-Free Stereo Class-D Audio Power Amplifier With Speakerguard™Document37 paginiTpa3110D2-Q1 15-W Filter-Free Stereo Class-D Audio Power Amplifier With Speakerguard™tran anh tuanÎncă nu există evaluări