S-ar putea să vă placă și
- 7Document13 pagini7Raju GummaÎncă nu există evaluări
- 5 PDFDocument15 pagini5 PDFRaju GummaÎncă nu există evaluări
- Muñoz Et Al. Comparison of Correlations For Estimating Product Yields From Delayed CokingDocument12 paginiMuñoz Et Al. Comparison of Correlations For Estimating Product Yields From Delayed CokingSergioDanielContrerasÎncă nu există evaluări
- Catalytic PolymerisationDocument7 paginiCatalytic PolymerisationguhadebasisÎncă nu există evaluări
- Delayed Coking InnovationsDocument19 paginiDelayed Coking InnovationsJavier Lopez100% (2)
- Crude To chemicaGBPs Part 2Document6 paginiCrude To chemicaGBPs Part 2KemkengÎncă nu există evaluări
- PVT Calculation On Ptetroleum Fluids PDFDocument7 paginiPVT Calculation On Ptetroleum Fluids PDFalejandro fragosoÎncă nu există evaluări
- Technologies For Direct Production of Flexible H2 - CO PDFDocument10 paginiTechnologies For Direct Production of Flexible H2 - CO PDFTeeranun NakyaiÎncă nu există evaluări
- Experimental Study On Combustion and Emission Characteristics of A DieselDocument9 paginiExperimental Study On Combustion and Emission Characteristics of A DieselPHD NITÎncă nu există evaluări
- An Experimental Study of Performance and Emission Parameters of A Compression Ignition Engine Fueled by Different Blends of Diesel-Ethanol-biodieselDocument6 paginiAn Experimental Study of Performance and Emission Parameters of A Compression Ignition Engine Fueled by Different Blends of Diesel-Ethanol-biodieselroad1212Încă nu există evaluări
- Cr91 Refineryemissions 2003 01872 01 eDocument4 paginiCr91 Refineryemissions 2003 01872 01 eIndra RosadiÎncă nu există evaluări
- K. Ravi, J. Pradeep Bhasker, E. Porpatham: Full Length ArticleDocument9 paginiK. Ravi, J. Pradeep Bhasker, E. Porpatham: Full Length ArticleRiski AbdulÎncă nu există evaluări
- 927166Document10 pagini927166Siva SubramaniyanÎncă nu există evaluări
- An Experimental and Numerical Study of The Effect of Diesel Injection Timing On Natural Gasdiesel Dual-Fuel Combustion at Low Load PDFDocument16 paginiAn Experimental and Numerical Study of The Effect of Diesel Injection Timing On Natural Gasdiesel Dual-Fuel Combustion at Low Load PDFabdul azisÎncă nu există evaluări
- Paper On Gasification OptionsDocument20 paginiPaper On Gasification OptionsWaqar AhmedÎncă nu există evaluări
- Elsevier Science Publishers B.V., Amsterdam - Printed in The NetherlandsDocument6 paginiElsevier Science Publishers B.V., Amsterdam - Printed in The NetherlandsRENATO JAIR COSTA MINGAÎncă nu există evaluări
- Feed Quality and Its Effect On The Performance of The Fluid Catalytic Cracking Unit (A Case Study of Nigerian Based Oil Company)Document8 paginiFeed Quality and Its Effect On The Performance of The Fluid Catalytic Cracking Unit (A Case Study of Nigerian Based Oil Company)Carlos ReÎncă nu există evaluări
- 15.E Ects of Gasoline and Iso-Butanol Addition On Combustion and PollutantDocument11 pagini15.E Ects of Gasoline and Iso-Butanol Addition On Combustion and PollutantPHD NITÎncă nu există evaluări
- Determination of Hydrocarbon Dew Point Using A Gas ChromatographDocument11 paginiDetermination of Hydrocarbon Dew Point Using A Gas Chromatographmajid maheriÎncă nu există evaluări
- Coke Steam ReformingDocument13 paginiCoke Steam ReformingmukthiyarsÎncă nu există evaluări
- Push KarDocument5 paginiPush KarFrustrated engineerÎncă nu există evaluări
- Presentation ON Catalytic Cracking of Heavy ResidueDocument27 paginiPresentation ON Catalytic Cracking of Heavy ResidueRaihanÎncă nu există evaluări
- Boiler Efficiency and Sludge ControlDocument34 paginiBoiler Efficiency and Sludge ControlNam PhongÎncă nu există evaluări
- CHEN3000 Process Plant Engineering: Semester 2 2016Document13 paginiCHEN3000 Process Plant Engineering: Semester 2 2016moon star angelÎncă nu există evaluări
- Relative Rates of Coke Formation From Hydrocarbons in Steam CrackingDocument6 paginiRelative Rates of Coke Formation From Hydrocarbons in Steam CrackingTaylorÎncă nu există evaluări
- The Removal of Carbon From Fly Ash Using Supercritical Water OxidationDocument7 paginiThe Removal of Carbon From Fly Ash Using Supercritical Water Oxidationt289kbmccnÎncă nu există evaluări
- Performance Characteristics of n-Butanol-Diesel Fuel Blend Fired in A Turbo-Charged Compression Ignition EngineDocument7 paginiPerformance Characteristics of n-Butanol-Diesel Fuel Blend Fired in A Turbo-Charged Compression Ignition Enginesatheeshsep24Încă nu există evaluări
- Multiobjective Optimization of Methanol Synthesis Loop From Synthesis Gas Via A Multibed Adiabatic Reactor With Additional Interstage CO2 QuenchingDocument9 paginiMultiobjective Optimization of Methanol Synthesis Loop From Synthesis Gas Via A Multibed Adiabatic Reactor With Additional Interstage CO2 QuenchingElnovista NababanÎncă nu există evaluări
- ISOBUTYLENE SYNTHESIS FROM SLURRY AND TRICKLE BED REACTORSDocument5 paginiISOBUTYLENE SYNTHESIS FROM SLURRY AND TRICKLE BED REACTORSDHe Vic'zÎncă nu există evaluări
- Low Sulfer Coal BlendingDocument18 paginiLow Sulfer Coal BlendingSuparjianto Qhaedir Al FaatihÎncă nu există evaluări
- Impact of Feed Properties On The FCC UnitDocument7 paginiImpact of Feed Properties On The FCC UnitlorenaÎncă nu există evaluări
- CCS For LNG LiquefactionDocument17 paginiCCS For LNG Liquefactionbkonly4uÎncă nu există evaluări
- Co-Combustion of Coal and Biomass in FB Boilers: Model Validation With Experimental Results From CFB Pilot PlantDocument14 paginiCo-Combustion of Coal and Biomass in FB Boilers: Model Validation With Experimental Results From CFB Pilot Plantगुंजन सिन्हाÎncă nu există evaluări
- LT HC ProcessDocument9 paginiLT HC ProcessguhadebasisÎncă nu există evaluări
- Hoja Tecnica Monoxido de CarbonoDocument6 paginiHoja Tecnica Monoxido de CarbonoLuna ArboledaÎncă nu există evaluări
- 1 s2.0 S0196890401000942 MainDocument5 pagini1 s2.0 S0196890401000942 MainManoj S KÎncă nu există evaluări
- CNG JournalDocument11 paginiCNG JournalVaibhavÎncă nu există evaluări
- PVT ModellingDocument6 paginiPVT ModellingFan JackÎncă nu există evaluări
- Heat EngineDocument27 paginiHeat Engineali105Încă nu există evaluări
- 1 s2.0 S0927775719300846 MainDocument8 pagini1 s2.0 S0927775719300846 MainAllah BakhshÎncă nu există evaluări
- Flue-Gas Carbon Capture On Carbonaceous Sorbents: Toward A Low-Cost Multifunctional Carbon Filter For "Green" Energy ProducersDocument12 paginiFlue-Gas Carbon Capture On Carbonaceous Sorbents: Toward A Low-Cost Multifunctional Carbon Filter For "Green" Energy ProducersKaspars KrutkramelisÎncă nu există evaluări
- Master PPT Diala AlwanDocument38 paginiMaster PPT Diala AlwanDialaÎncă nu există evaluări
- Sciencedirect: Fuel 279 (2020) 118520Document10 paginiSciencedirect: Fuel 279 (2020) 118520prabhaÎncă nu există evaluări
- Composition of Crude OilDocument9 paginiComposition of Crude OilDes C. BringelÎncă nu există evaluări
- Characteristics of The Synthesis of Methanol Using Biomass-Derived SyngasDocument6 paginiCharacteristics of The Synthesis of Methanol Using Biomass-Derived SyngasSanika TalathiÎncă nu există evaluări
- Diffusion Coefficient of Ethanol - Gasoline Blends in Air: June 2019Document11 paginiDiffusion Coefficient of Ethanol - Gasoline Blends in Air: June 2019AmyÎncă nu există evaluări
- ETBE and Ethanol: A Comparison of CO Savings: CE DelftDocument63 paginiETBE and Ethanol: A Comparison of CO Savings: CE DelftlumengentiunÎncă nu există evaluări
- Han 2007Document12 paginiHan 2007MoustafaAOÎncă nu există evaluări
- Parametric Optimization of Engine Performance and Emission For Various N-Butanol Blends at Different Operating Parameter ConditionDocument14 paginiParametric Optimization of Engine Performance and Emission For Various N-Butanol Blends at Different Operating Parameter ConditionAnbarasan RaviÎncă nu există evaluări
- Measuring Boiler Efficiency - ASMEDocument8 paginiMeasuring Boiler Efficiency - ASMEyvesdepermentier4622Încă nu există evaluări
- A C E, M B B G R e P eDocument10 paginiA C E, M B B G R e P eAhmed JavedÎncă nu există evaluări
- Interfacial Tension of (Brines + CO 2)Document11 paginiInterfacial Tension of (Brines + CO 2)Julian De BedoutÎncă nu există evaluări
- Modeling of CO LPG Wag With Asphaltene Deposition To Predict Coupled Enhanced Oil Recovery and Storage PerformanceDocument14 paginiModeling of CO LPG Wag With Asphaltene Deposition To Predict Coupled Enhanced Oil Recovery and Storage PerformanceAndrés Eduardo Guzmán VelásquezÎncă nu există evaluări
- Coal Tar and Petroleum Pitch Studies for Carbon Anode BindersDocument10 paginiCoal Tar and Petroleum Pitch Studies for Carbon Anode BindersSudipta RoyÎncă nu există evaluări
- C. Ming - Combustion Characterization of Waste Cooking Oil and Canola Oil BasedDocument11 paginiC. Ming - Combustion Characterization of Waste Cooking Oil and Canola Oil BasedMUHAMMAD ABIEL PRADIPTAÎncă nu există evaluări
- Glycol Unit DesignDocument12 paginiGlycol Unit DesignSathiyarajÎncă nu există evaluări
- 1 s2.0 S0016236112008630 MainDocument8 pagini1 s2.0 S0016236112008630 MainMDLÎncă nu există evaluări
- The 3-Way Catalytic Converter: A) Invention and Introduction Into Commerce - Impacts and Results B) Barriers NegotiatedDocument64 paginiThe 3-Way Catalytic Converter: A) Invention and Introduction Into Commerce - Impacts and Results B) Barriers NegotiatedsikmmmppsÎncă nu există evaluări
- Synthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsDe la EverandSynthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsTilman J. SchildhauerÎncă nu există evaluări
- Cutting-Edge Technology for Carbon Capture, Utilization, and StorageDe la EverandCutting-Edge Technology for Carbon Capture, Utilization, and StorageKarine Ballerat-BusserollesÎncă nu există evaluări
- Leveraging Digital Technologies To Create The Smart Renewable Diesel FacilityDocument7 paginiLeveraging Digital Technologies To Create The Smart Renewable Diesel FacilityRaju GummaÎncă nu există evaluări
- Converting A Petroleum Diesel Refinery For Renewable DieselDocument3 paginiConverting A Petroleum Diesel Refinery For Renewable DieselRaju GummaÎncă nu există evaluări
- Renewable Diesel - The Latest Buzzword in The Downstream SectorDocument5 paginiRenewable Diesel - The Latest Buzzword in The Downstream SectorRaju GummaÎncă nu există evaluări
- The Lowdown On Hydrogen - Part 2 - ProductionDocument17 paginiThe Lowdown On Hydrogen - Part 2 - ProductionRaju GummaÎncă nu există evaluări
- Biofuels Basics - Advanced BioFuels USADocument21 paginiBiofuels Basics - Advanced BioFuels USARaju GummaÎncă nu există evaluări
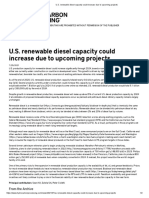
- U.S. Renewable Diesel Capacity Could Increase Due To Upcoming ProjectsDocument2 paginiU.S. Renewable Diesel Capacity Could Increase Due To Upcoming ProjectsRaju GummaÎncă nu există evaluări
- Key Considerations For Design and Operation of A Renewable Diesel UnitDocument5 paginiKey Considerations For Design and Operation of A Renewable Diesel UnitRaju GummaÎncă nu există evaluări
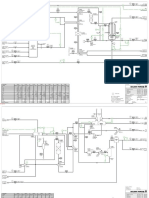
- Calc No's: 2468712 Layout: L3 Case: C1 PFF: Doc: PFD01Document8 paginiCalc No's: 2468712 Layout: L3 Case: C1 PFF: Doc: PFD01Raju GummaÎncă nu există evaluări
- Rdu PidDocument42 paginiRdu PidRaju Gumma100% (1)
- Comparison of Conventional vs. Modular Hydrogen Refueling Stations, and On-Site Production vs. DeliveryDocument61 paginiComparison of Conventional vs. Modular Hydrogen Refueling Stations, and On-Site Production vs. DeliveryRaju GummaÎncă nu există evaluări
- The Comeback of HydrogenDocument16 paginiThe Comeback of HydrogenRaju GummaÎncă nu există evaluări
- W2E-Plastic Pyarolysis Plant Financial ProjectionsDocument15 paginiW2E-Plastic Pyarolysis Plant Financial ProjectionsRaju GummaÎncă nu există evaluări
- A Sample CBD Oil Extraction Business Plan Template - ProfitableVentureDocument13 paginiA Sample CBD Oil Extraction Business Plan Template - ProfitableVentureRaju GummaÎncă nu există evaluări
- 1813 9450 5406 PDFDocument57 pagini1813 9450 5406 PDFRaju GummaÎncă nu există evaluări
- Comparasion of Different H2 CompaniesDocument2 paginiComparasion of Different H2 Companiesgochi bestÎncă nu există evaluări
- On-Farm Processing - Getting Started Document 4 24 18Document43 paginiOn-Farm Processing - Getting Started Document 4 24 18Raju GummaÎncă nu există evaluări
- India's Dairy Exports: Opportunities, Challenges and StrategiesDocument21 paginiIndia's Dairy Exports: Opportunities, Challenges and Strategiesarunima.rana88Încă nu există evaluări
- Duncan PDFDocument26 paginiDuncan PDFdesisitompulÎncă nu există evaluări
- Milk Processing 10000 LPDDocument29 paginiMilk Processing 10000 LPDLATHWALBROÎncă nu există evaluări
- Alberta Greenhouse Industry Profile 2014Document119 paginiAlberta Greenhouse Industry Profile 2014Raju GummaÎncă nu există evaluări
- Parag Milk Foods Limited: Investor Presentation August 2019Document46 paginiParag Milk Foods Limited: Investor Presentation August 2019Raju GummaÎncă nu există evaluări
- FINAL North Peace Horticulture Business Case and Marketing StrategyDocument159 paginiFINAL North Peace Horticulture Business Case and Marketing StrategyRaju GummaÎncă nu există evaluări
- Wilson - Natalie - Very GoodDocument44 paginiWilson - Natalie - Very GoodRaju GummaÎncă nu există evaluări
- On-farm Dairy Processing Feasibility for TN FarmersDocument172 paginiOn-farm Dairy Processing Feasibility for TN FarmersDawit AdugnaÎncă nu există evaluări
- Milk Processing 10000 LPDDocument29 paginiMilk Processing 10000 LPDLATHWALBROÎncă nu există evaluări
- BUSINESS PLAN Cheese and Whey Processing Plant Khatoon Dairy Co. 1 PDFDocument23 paginiBUSINESS PLAN Cheese and Whey Processing Plant Khatoon Dairy Co. 1 PDFRaju GummaÎncă nu există evaluări
- Very Very Imporatant PDFDocument8 paginiVery Very Imporatant PDFRaju GummaÎncă nu există evaluări
- On-farm Dairy Processing GuideDocument18 paginiOn-farm Dairy Processing GuideRaju GummaÎncă nu există evaluări
- Milk Processing Industry GrowthDocument51 paginiMilk Processing Industry GrowthRaju GummaÎncă nu există evaluări
- BUSINESS PLAN Cheese and Whey Processing Plant Khatoon Dairy Co. 1 PDFDocument23 paginiBUSINESS PLAN Cheese and Whey Processing Plant Khatoon Dairy Co. 1 PDFRaju GummaÎncă nu există evaluări
- Oil & Gas Upstream Production Facilities OverviewDocument49 paginiOil & Gas Upstream Production Facilities OverviewabdulzahraÎncă nu există evaluări
- Water Injection FacilitiesDocument6 paginiWater Injection Facilitiessalman KhanÎncă nu există evaluări
- Vis BreakingDocument12 paginiVis BreakingMohit Arora100% (1)
- Antoine Coefficients TableDocument14 paginiAntoine Coefficients TablewenyÎncă nu există evaluări
- Petron Corporation: Jose Stephen T. Sanosa MD080074Document28 paginiPetron Corporation: Jose Stephen T. Sanosa MD080074Jam PotutanÎncă nu există evaluări
- Porsche C30 engine oil approval overviewDocument4 paginiPorsche C30 engine oil approval overviewmsiarovÎncă nu există evaluări
- Investment Notes PDFDocument30 paginiInvestment Notes PDFMuhammad NaeemÎncă nu există evaluări
- Technical Specification For CDUDocument3 paginiTechnical Specification For CDUMarlow Touch RugbyÎncă nu există evaluări
- Diverting Low-Sulphur Heavy Stocks For Fuel Oil ProductionDocument6 paginiDiverting Low-Sulphur Heavy Stocks For Fuel Oil ProductionHarmanÎncă nu există evaluări
- Pru ReportDocument70 paginiPru ReportAravind MenonÎncă nu există evaluări
- 1) Characteristics of Petroleum and Its Products.Document31 pagini1) Characteristics of Petroleum and Its Products.SATENDRA TIWARIÎncă nu există evaluări
- 1-25 ET 500 Company List 2022Document2 pagini1-25 ET 500 Company List 20220000000000000000Încă nu există evaluări
- Petronas Training FilialeDocument1 paginăPetronas Training FilialeMeetzy OfficielÎncă nu există evaluări
- Surface Operations in Petroleum Production IDocument847 paginiSurface Operations in Petroleum Production Ingoxuandang93% (14)
- Coal and CokeDocument2 paginiCoal and Cokeapi-3764139100% (3)
- Pipeline Construction ReportDocument4 paginiPipeline Construction ReportleopumpkingÎncă nu există evaluări
- Co2 Eor PrimerDocument32 paginiCo2 Eor PrimerOmar Yamil Sanchez TorresÎncă nu există evaluări
- MODEC Brochure EN PDFDocument15 paginiMODEC Brochure EN PDFAshish WadeÎncă nu există evaluări
- Opec Momr May 2023Document92 paginiOpec Momr May 2023Rheza DestraÎncă nu există evaluări
- Olefins Production PDFDocument64 paginiOlefins Production PDFAnonymous 0zrCNQÎncă nu există evaluări
- Lubrication Specs - Cone CrusherDocument1 paginăLubrication Specs - Cone CrusherAnonymous OfU0JSÎncă nu există evaluări
- Fleet & Operations: Performance RecordDocument32 paginiFleet & Operations: Performance RecordDavid BiryetegaÎncă nu există evaluări
- 11PetronasAzani ManafDocument21 pagini11PetronasAzani ManafwilsonKhor100% (2)
- Productos - Texoil Enviado para - Importacion-2021-08!14!10!50!48Document28 paginiProductos - Texoil Enviado para - Importacion-2021-08!14!10!50!48Maria Escalante SolanoÎncă nu există evaluări
- Mole ratio chemistry quizDocument1 paginăMole ratio chemistry quizstephanie rose ayunayun0% (1)
- Box Color Guide: Motorcycle Engine OilDocument2 paginiBox Color Guide: Motorcycle Engine OilAndi Septian Eka SetiawanÎncă nu există evaluări
- HDD Design Calculation for Sonamura GGS Pipeline ProjectDocument22 paginiHDD Design Calculation for Sonamura GGS Pipeline ProjectPer Bagus HandokoÎncă nu există evaluări
- The Oil Industry in 40 CharactersDocument34 paginiThe Oil Industry in 40 CharactersSeptianÎncă nu există evaluări
- Libya Power Plants Database DocumentDocument10 paginiLibya Power Plants Database Documentmansoor hussainÎncă nu există evaluări
- Thailand Plans Feb Auction of Petroleum Concessions at 29 BlocksDocument2 paginiThailand Plans Feb Auction of Petroleum Concessions at 29 BlocksscribdjnÎncă nu există evaluări