S-ar putea să vă placă și
- General FlywheelDocument8 paginiGeneral FlywheelRegina FrisbeeÎncă nu există evaluări
- Is.10748.2004 0 PDFDocument13 paginiIs.10748.2004 0 PDFPinku100% (3)
- IS 6623.2004 High Strength Structural Nuts PDFDocument11 paginiIS 6623.2004 High Strength Structural Nuts PDFD Vijay Kumar RaoÎncă nu există evaluări
- Is 7904 1995Document10 paginiIs 7904 1995PoshanSen0% (1)
- AttentionDocument26 paginiAttentionKarn KunteÎncă nu există evaluări
- Is.6689.2003 0 PDFDocument11 paginiIs.6689.2003 0 PDFRavindra ErabattiÎncă nu există evaluări
- Road ConstructionDocument5 paginiRoad ConstructionmetincetinÎncă nu există evaluări
- Basic Rules For Steel ErectionDocument71 paginiBasic Rules For Steel Erectionfoller2Încă nu există evaluări
- Is.7887.1992-Mild Steel Wire Rods PDFDocument11 paginiIs.7887.1992-Mild Steel Wire Rods PDFashish19851Încă nu există evaluări
- Is Iso 7425 1 1988Document10 paginiIs Iso 7425 1 1988Claudio De Sa OliveiraÎncă nu există evaluări
- Nyloc Nut Is 7002 PDFDocument11 paginiNyloc Nut Is 7002 PDFsanjibkrjana0% (1)
- ASM Metals HandBook Volume 4 - Heat TreatingDocument15 paginiASM Metals HandBook Volume 4 - Heat TreatingK.s. Raghavendra KumarÎncă nu există evaluări
- Quantum Physics Exam Questions 69 QuestionsDocument145 paginiQuantum Physics Exam Questions 69 QuestionsVedant BhardwajÎncă nu există evaluări
- The Foseco Foundryman's Handbook: Facts, Figures and FormulaeDe la EverandThe Foseco Foundryman's Handbook: Facts, Figures and FormulaeT.A. BurnsEvaluare: 3 din 5 stele3/5 (2)
- Environmental Impact Assessment: Final Report After Public HearingDocument554 paginiEnvironmental Impact Assessment: Final Report After Public HearingRishabh100% (3)
- 10 Must Read Books For Stock Market Investors in India - Trade BrainsDocument35 pagini10 Must Read Books For Stock Market Investors in India - Trade BrainsCHANDRAKISHORE SINGHÎncă nu există evaluări
- 7452Document12 pagini7452wonderskiranÎncă nu există evaluări
- IS-2285 - 2003 - Cast Iron Surface Plates PDFDocument17 paginiIS-2285 - 2003 - Cast Iron Surface Plates PDFkgkganesh8116Încă nu există evaluări
- Steel Door Frames - Is.4351.2003 PDFDocument14 paginiSteel Door Frames - Is.4351.2003 PDFArvind SharmaÎncă nu există evaluări
- Is 7283.1992 PDFDocument10 paginiIs 7283.1992 PDFTuff qualityÎncă nu există evaluări
- How To Read STD IS 2062 (2011)Document17 paginiHow To Read STD IS 2062 (2011)AkshayÎncă nu există evaluări
- Is.5872.1990-Specification For Cold Rolled Steel StripsDocument10 paginiIs.5872.1990-Specification For Cold Rolled Steel StripsSantoshÎncă nu există evaluări
- 4351 Steel Door FramesDocument11 pagini4351 Steel Door Framesladharsunil100% (2)
- Is 1732 1989 - Steel Bar Round and Square PDFDocument9 paginiIs 1732 1989 - Steel Bar Round and Square PDFИлья Сергеевич0% (1)
- Is 3832 2005 PDFDocument18 paginiIs 3832 2005 PDFSachin5586Încă nu există evaluări
- Is 8110 2000Document23 paginiIs 8110 2000Sidharth SinghÎncă nu există evaluări
- Is 6528 1995Document12 paginiIs 6528 1995Rakesh DasÎncă nu există evaluări
- Disclosure To Promote The Right To InformationDocument10 paginiDisclosure To Promote The Right To InformationLeo DenisÎncă nu există evaluări
- Indian Standard: Specification For Metal Chairs For Office PurposesDocument10 paginiIndian Standard: Specification For Metal Chairs For Office PurposesmsheshappaÎncă nu există evaluări
- Is 2062 2011Document17 paginiIs 2062 2011navneet SharmaÎncă nu există evaluări
- Disclosure To Promote The Right To InformationDocument14 paginiDisclosure To Promote The Right To Informationkom1984Încă nu există evaluări
- IS 8856 1991 - Hexagon Weld Nuts PDFDocument12 paginiIS 8856 1991 - Hexagon Weld Nuts PDFDheeraj Chavan100% (1)
- Disclosure To Promote The Right To InformationDocument18 paginiDisclosure To Promote The Right To InformationNanu PatelÎncă nu există evaluări
- Is.9523.2000 0 PDFDocument38 paginiIs.9523.2000 0 PDFVijay Rama RajuÎncă nu există evaluări
- Is 11169-2 (1989) - Steels Forcold Heading - Cold Extrusion, Part 2 - Stainless SteelDocument11 paginiIs 11169-2 (1989) - Steels Forcold Heading - Cold Extrusion, Part 2 - Stainless SteelVISHAL kUMARÎncă nu există evaluări
- Is 5082 1998 PDFDocument11 paginiIs 5082 1998 PDFRa Hul0% (1)
- Disclosure To Promote The Right To Information: IS 10655 (1999) : Rubber Steam Hose (PCD 13: Rubber and Rubber Products)Document11 paginiDisclosure To Promote The Right To Information: IS 10655 (1999) : Rubber Steam Hose (PCD 13: Rubber and Rubber Products)TsrinivasanTÎncă nu există evaluări
- Is-3502 2009Document10 paginiIs-3502 2009Sajal DeyÎncă nu există evaluări
- Is 2985 1990 - Castings For Ship Structure PDFDocument11 paginiIs 2985 1990 - Castings For Ship Structure PDFRohan ChitlangiaÎncă nu există evaluări
- Specification For Revolving Branch Pipe For Fire FightingDocument5 paginiSpecification For Revolving Branch Pipe For Fire FightinganitaramolaÎncă nu există evaluări
- Specification For Revolving Branch Pipe For Fire FightingDocument5 paginiSpecification For Revolving Branch Pipe For Fire FightingRakesh SiempuÎncă nu există evaluări
- Is 1875 1992Document14 paginiIs 1875 1992suresh kumarÎncă nu există evaluări
- 906 Revolving-BranchDocument5 pagini906 Revolving-BranchPeterÎncă nu există evaluări
- Is.12778.2004 0 PDFDocument20 paginiIs.12778.2004 0 PDFPhanindra AttadaÎncă nu există evaluări
- Is 3822-2002 Eye Hooks For Use With ChainsDocument12 paginiIs 3822-2002 Eye Hooks For Use With ChainsNavdeep Singh SidhuÎncă nu există evaluări
- Is.6594.2001 - SS Wire Rope PDFDocument20 paginiIs.6594.2001 - SS Wire Rope PDFpalani.djpÎncă nu există evaluări
- Is 3347 8 2 1992Document15 paginiIs 3347 8 2 1992miteshsinghal21Încă nu există evaluări
- Is 2692 1989Document18 paginiIs 2692 1989Rajesh ChoudharyÎncă nu există evaluări
- Is 1079 98Document12 paginiIs 1079 98Rakesh SrivastavaÎncă nu există evaluări
- Is 2721 2003Document11 paginiIs 2721 2003Eidrish Shaikh100% (1)
- Is 774 2004Document15 paginiIs 774 2004Shrawankumar JaiswalÎncă nu există evaluări
- Disclosure To Promote The Right To InformationDocument27 paginiDisclosure To Promote The Right To Informationhari113Încă nu există evaluări
- Is 7907 1 2004 PDFDocument30 paginiIs 7907 1 2004 PDFAnisVisuÎncă nu există evaluări
- 1732 - Square BarDocument6 pagini1732 - Square BarDxFxÎncă nu există evaluări
- IS 2909.1998 (Star Grips)Document11 paginiIS 2909.1998 (Star Grips)VIKRAMÎncă nu există evaluări
- Is 5556 1991Document10 paginiIs 5556 1991Narasimha DvlÎncă nu există evaluări
- Is 14246 1995 PDFDocument10 paginiIs 14246 1995 PDFprabagaran0% (1)
- Is 4454 1 2001 PDFDocument15 paginiIs 4454 1 2001 PDFSunitSGalimathÎncă nu există evaluări
- Disclosure To Promote The Right To InformationDocument19 paginiDisclosure To Promote The Right To Informationamit thoratÎncă nu există evaluări
- Is 3601 PDFDocument24 paginiIs 3601 PDFNagendra Kumar100% (1)
- 2505 PDFDocument11 pagini2505 PDFAbhay BhosaleÎncă nu există evaluări
- IS 10605 (Steel Globe Valves (Flanged and Butt Welded Ends) For Petroleum, Petrochemical and AlliDocument17 paginiIS 10605 (Steel Globe Valves (Flanged and Butt Welded Ends) For Petroleum, Petrochemical and AlliRajan SteeveÎncă nu există evaluări
- Is 8805 2002 PDFDocument18 paginiIs 8805 2002 PDFShamik ChowdhuryÎncă nu există evaluări
- Is.2042.2006 Insulating BricksDocument8 paginiIs.2042.2006 Insulating BricksGaneshÎncă nu există evaluări
- Is 205Document12 paginiIs 205inder palÎncă nu există evaluări
- Contemp Theories2Document39 paginiContemp Theories2RishabhÎncă nu există evaluări
- Non Visual Effects of Light An Overview and An Italian ExperienceDocument6 paginiNon Visual Effects of Light An Overview and An Italian ExperienceRishabhÎncă nu există evaluări
- V Imp Graphic-Evidence-Based-Design-Webinar - 10-04-16Document42 paginiV Imp Graphic-Evidence-Based-Design-Webinar - 10-04-16RishabhÎncă nu există evaluări
- Vimp Diseases and Light Role in Hospital - Carlo-Volf - PHD - Uk - Low - ResDocument199 paginiVimp Diseases and Light Role in Hospital - Carlo-Volf - PHD - Uk - Low - ResRishabhÎncă nu există evaluări
- Giving Light: A New Philosophy For Lighting Design: ArticleDocument11 paginiGiving Light: A New Philosophy For Lighting Design: ArticleRishabhÎncă nu există evaluări
- Paper 4-RETAIL - DESIGN - EXPLORING - LIGHTING - FOR - CREATING - EXPEDocument7 paginiPaper 4-RETAIL - DESIGN - EXPLORING - LIGHTING - FOR - CREATING - EXPERishabhÎncă nu există evaluări
- Developing Stage Lighting SystemDocument13 paginiDeveloping Stage Lighting SystemRishabhÎncă nu există evaluări
- Research Article: Effects of Lighting Quality On Working Efficiency of Workers in Office Building in TanzaniaDocument13 paginiResearch Article: Effects of Lighting Quality On Working Efficiency of Workers in Office Building in TanzaniaMadhavi PereraÎncă nu există evaluări
- The Influence of Light On Mood and EmotionDocument12 paginiThe Influence of Light On Mood and EmotionRishabhÎncă nu există evaluări
- PHECIBSESLLreport FINALv3 PDFDocument53 paginiPHECIBSESLLreport FINALv3 PDFRishabh100% (1)
- Matrices Determinants Xii PDFDocument18 paginiMatrices Determinants Xii PDFRishabhÎncă nu există evaluări
- Detail Section PDFDocument1 paginăDetail Section PDFRishabhÎncă nu există evaluări
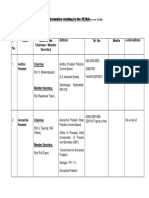
- State Name of The Chairman / Member Secretary Tel. No. MobileDocument20 paginiState Name of The Chairman / Member Secretary Tel. No. MobileRishabhÎncă nu există evaluări
- SanitationDocument11 paginiSanitationRishabhÎncă nu există evaluări
- 01 - Answer Key 2019 PDFDocument3 pagini01 - Answer Key 2019 PDFRishabhÎncă nu există evaluări
- Katalog Training-2022Document45 paginiKatalog Training-2022AgathaÎncă nu există evaluări
- Notes On Real Analysis: Lee Larson March 26, 2012Document5 paginiNotes On Real Analysis: Lee Larson March 26, 2012atif313Încă nu există evaluări
- Lanco Antifloat D-14, TDSDocument2 paginiLanco Antifloat D-14, TDSZein HayekÎncă nu există evaluări
- August 30-Filling Out FormsDocument3 paginiAugust 30-Filling Out FormsJocelyn G. EmpinadoÎncă nu există evaluări
- 2012 Nike Football Clinic 4Document2 pagini2012 Nike Football Clinic 4Bruno ChuÎncă nu există evaluări
- Paediatrica Indonesiana: Ari Kurniasih, Guslihan Dasa Tjipta, Muhammad Ali, Emil Azlin, Pertin SianturiDocument6 paginiPaediatrica Indonesiana: Ari Kurniasih, Guslihan Dasa Tjipta, Muhammad Ali, Emil Azlin, Pertin SianturiHarry FebryantoÎncă nu există evaluări
- Ritter Insurance Broker PresentationDocument10 paginiRitter Insurance Broker Presentationritter.roÎncă nu există evaluări
- Diagnostic Test Grade 6 TleDocument4 paginiDiagnostic Test Grade 6 TledeguiajericÎncă nu există evaluări
- Qualities of Effective Business LettersDocument39 paginiQualities of Effective Business Letterskrystel0% (1)
- Csm-Form SchoolDocument2 paginiCsm-Form SchoolGERLY REYESÎncă nu există evaluări
- The Relationship Between International Innovation Collaboration, Intramural R&D and Smes' Innovation Performance: A Quantile Regression ApproachDocument6 paginiThe Relationship Between International Innovation Collaboration, Intramural R&D and Smes' Innovation Performance: A Quantile Regression ApproachSurya DhÎncă nu există evaluări
- NCQC Answer Paper-1Document4 paginiNCQC Answer Paper-1Shyamal KumarÎncă nu există evaluări
- File ListDocument17 paginiFile ListAndre CunhaÎncă nu există evaluări
- LKPD Bahasa Inggris Kelas VII - Descriptive TextDocument1 paginăLKPD Bahasa Inggris Kelas VII - Descriptive TextAhmad Farel HusainÎncă nu există evaluări
- Chapter 02 - Test Bank: Multiple Choice QuestionsDocument23 paginiChapter 02 - Test Bank: Multiple Choice QuestionsKhang LeÎncă nu există evaluări
- Alternating Current Bounce Back 2.0 22 DecDocument132 paginiAlternating Current Bounce Back 2.0 22 Decayushmanjee1303Încă nu există evaluări
- Quiz 14Document2 paginiQuiz 14warning urgentÎncă nu există evaluări
- Representing Inverse Functions Through Tables and GraphsDocument18 paginiRepresenting Inverse Functions Through Tables and GraphsJoseph BaclayoÎncă nu există evaluări
- Optics and Lasers in EngineeringDocument5 paginiOptics and Lasers in EngineeringsenthilÎncă nu există evaluări
- Invariant and MonovariantDocument3 paginiInvariant and MonovariantQuốc ĐạtÎncă nu există evaluări
- Op QuesDocument7 paginiOp QuessreelakshmiÎncă nu există evaluări
- Understanding The Internet of Things Definition, Potentials, and Societal Role of A FasDocument19 paginiUnderstanding The Internet of Things Definition, Potentials, and Societal Role of A FasSteven GarcíaÎncă nu există evaluări
- Project ManagementDocument6 paginiProject ManagementVarunÎncă nu există evaluări
- Chapter 9 - Worksheet1finalDocument27 paginiChapter 9 - Worksheet1finalTansu Erin ŞarlakÎncă nu există evaluări