S-ar putea să vă placă și
- Fits TolerancesDocument26 paginiFits TolerancesHardeep Singh BaliÎncă nu există evaluări
- Structural Steel LessonsDocument7 paginiStructural Steel LessonsIngeniero EstructuralÎncă nu există evaluări
- The Ultimate GD&T Pocket Guide: 2nd EditionDocument2 paginiThe Ultimate GD&T Pocket Guide: 2nd EditionsrinivignaÎncă nu există evaluări
- 02.DesignForAssembly109 (NXPowerLite)Document109 pagini02.DesignForAssembly109 (NXPowerLite)maddy_scribdÎncă nu există evaluări
- CorelDraw Training For Laser Cutting Machines With Many Examples Learn and Master Many Example You Can Do With Coreldraw.... (Kaşoğlu, Abdulkadir Kaşoğlu, Abdulkadir)Document59 paginiCorelDraw Training For Laser Cutting Machines With Many Examples Learn and Master Many Example You Can Do With Coreldraw.... (Kaşoğlu, Abdulkadir Kaşoğlu, Abdulkadir)MirelaMilanÎncă nu există evaluări
- 2000 09 JIMT Cost Estimation Injection MoldingDocument11 pagini2000 09 JIMT Cost Estimation Injection MoldingVictor Villouta LunaÎncă nu există evaluări
- BSPT Thread Sizes & TypesDocument3 paginiBSPT Thread Sizes & TypesuttampokharkarÎncă nu există evaluări
- Unigraphics Interview Question A IreDocument5 paginiUnigraphics Interview Question A Ireyuvarajtalele100% (2)
- Tap Drill ChartDocument1 paginăTap Drill ChartITLHAPNÎncă nu există evaluări
- Training Programme For Managers and Supervisors: What Makes A Good Supervisor?Document20 paginiTraining Programme For Managers and Supervisors: What Makes A Good Supervisor?Prateek AgarwalÎncă nu există evaluări
- Anglamar Company ProfileDocument19 paginiAnglamar Company ProfileKayeAnGeeÎncă nu există evaluări
- SIEMENS - Ingenieria Mecanica 2012 08 - CENITEC 1Document141 paginiSIEMENS - Ingenieria Mecanica 2012 08 - CENITEC 1Nestor IglesiasÎncă nu există evaluări
- Process Capability & SQCDocument37 paginiProcess Capability & SQCNirav Solanki0% (1)
- DEWALT D55270 TYPE 2 Owners ManualDocument26 paginiDEWALT D55270 TYPE 2 Owners ManualITLHAPNÎncă nu există evaluări
- Tangent ContinuityDocument4 paginiTangent ContinuityGM59476Încă nu există evaluări
- Asistente de Preparacion Al Mecanizado PrismaticoDocument25 paginiAsistente de Preparacion Al Mecanizado PrismaticoJuanGómezÎncă nu există evaluări
- G. G. Automotive Gears Ltd. ProfileDocument7 paginiG. G. Automotive Gears Ltd. Profileca_pksandcoÎncă nu există evaluări
- Construction Supervisor II: Passbooks Study GuideDe la EverandConstruction Supervisor II: Passbooks Study GuideÎncă nu există evaluări
- Welding Cost Managment Layout ModifiedDocument13 paginiWelding Cost Managment Layout ModifiedmrÎncă nu există evaluări
- Shrinkage TableDocument6 paginiShrinkage TableMahesh Deivasiga Mani DÎncă nu există evaluări
- Design For Manufacture And Assembly A Complete Guide - 2020 EditionDe la EverandDesign For Manufacture And Assembly A Complete Guide - 2020 EditionÎncă nu există evaluări
- Operation Manual: Mist CollectorDocument40 paginiOperation Manual: Mist CollectorYing Kei ChanÎncă nu există evaluări
- Optimization of Machining Time Using Feature Based Process PlanningDocument7 paginiOptimization of Machining Time Using Feature Based Process PlanningSuresh Rajagopal100% (1)
- Dfma BooksDocument1 paginăDfma BooksskptcaeÎncă nu există evaluări
- A Review On Springback Effect in Sheet Metal Forming ProcessDocument7 paginiA Review On Springback Effect in Sheet Metal Forming ProcessantonytechnoÎncă nu există evaluări
- Manufacturing Capacity Utilization A Clear and Concise ReferenceDe la EverandManufacturing Capacity Utilization A Clear and Concise ReferenceÎncă nu există evaluări
- GD&T TipsDocument2 paginiGD&T TipsNaveen Kumar MadasettyÎncă nu există evaluări
- Press Tool TechDocument48 paginiPress Tool Technikhil sidÎncă nu există evaluări
- Nettur Technical Training Foundation Diploma in Tool and Die Making-Cp 01 Press Tool TechnologyDocument25 paginiNettur Technical Training Foundation Diploma in Tool and Die Making-Cp 01 Press Tool Technologynidhin mathewÎncă nu există evaluări
- Week-8-TQM Concept and ToolsDocument43 paginiWeek-8-TQM Concept and ToolsM A HasanÎncă nu există evaluări
- Welded Tube PDFDocument17 paginiWelded Tube PDFhirenkumar patelÎncă nu există evaluări
- Rubber Molding Methods and Material Selection GuideDocument9 paginiRubber Molding Methods and Material Selection GuideStefan VladÎncă nu există evaluări
- GD&T Self Evaluation Test - Difficulty Level - 9 (Of 10)Document27 paginiGD&T Self Evaluation Test - Difficulty Level - 9 (Of 10)dilipbangaruÎncă nu există evaluări
- GDT Basic Skill SurveyDocument4 paginiGDT Basic Skill SurveyshawntsungÎncă nu există evaluări
- Rob Cad InstallationDocument18 paginiRob Cad Installationcrdn89Încă nu există evaluări
- GRIPPER CLAMP SUB-ASSEMBLY HOUSING GRIPPERDocument1 paginăGRIPPER CLAMP SUB-ASSEMBLY HOUSING GRIPPERDudeboy Nautic100% (1)
- How To Make A PERT-CPM Chart and SWOT AnalysisDocument8 paginiHow To Make A PERT-CPM Chart and SWOT Analysis'Ronnel Cris ⎝⏠⏝⏠⎠ Consul'0% (1)
- Sheet Metal WorkingDocument23 paginiSheet Metal WorkingSujit MishraÎncă nu există evaluări
- Maryland Metrics Technical Data Chart TolerancesDocument1 paginăMaryland Metrics Technical Data Chart TolerancesMerimÎncă nu există evaluări
- Work Instruction for Milling Generic PartsDocument1 paginăWork Instruction for Milling Generic PartsidenbelleÎncă nu există evaluări
- 522541Document8 pagini522541AmirAmiriÎncă nu există evaluări
- Estimating Steel Building Installation PDFDocument2 paginiEstimating Steel Building Installation PDFJurie_sk3608Încă nu există evaluări
- Sheet Metal Shop ToolsDocument18 paginiSheet Metal Shop ToolsAnandÎncă nu există evaluări
- UG NX5 Mould Wizard NotesDocument26 paginiUG NX5 Mould Wizard NotesBerlin AnandÎncă nu există evaluări
- Drawing PracticesDocument60 paginiDrawing Practicespverma02Încă nu există evaluări
- Parx Plastics Successfully Adds Antimicrobial Property To BASF Terluran® GP-35 ABS Copolymer - Modern Plastics & PolymersDocument1 paginăParx Plastics Successfully Adds Antimicrobial Property To BASF Terluran® GP-35 ABS Copolymer - Modern Plastics & PolymersParas PatelÎncă nu există evaluări
- Inch Thread PlugDocument10 paginiInch Thread PlugAizen SousukeÎncă nu există evaluări
- Machinist Calc Pro 2UG4088E-BDocument80 paginiMachinist Calc Pro 2UG4088E-Bbuckeyemarv967100% (2)
- Socket Screws MetricDocument32 paginiSocket Screws Metricnick10686Încă nu există evaluări
- How To Install NX 7.5 in Window 7Document2 paginiHow To Install NX 7.5 in Window 7priyankar00750% (2)
- Deep Drawing: Deep Drawing Is A Sheet Metal Forming Process in Which A Sheet Metal Blank Is Radially DrawnDocument4 paginiDeep Drawing: Deep Drawing Is A Sheet Metal Forming Process in Which A Sheet Metal Blank Is Radially DrawnbrahimÎncă nu există evaluări
- Assembly Process A Complete Guide - 2020 EditionDe la EverandAssembly Process A Complete Guide - 2020 EditionÎncă nu există evaluări
- With ANSYS Workbench 2019: Finite Element SimulationsDocument55 paginiWith ANSYS Workbench 2019: Finite Element Simulationstadele10Încă nu există evaluări
- Blower Manual PDFDocument28 paginiBlower Manual PDFGustavo HernandezÎncă nu există evaluări
- Stats ch12 PDFDocument28 paginiStats ch12 PDFVivek AnandhanÎncă nu există evaluări
- Module 3 Writing A Successful Grant ApplicationDocument37 paginiModule 3 Writing A Successful Grant Applicationtadele10Încă nu există evaluări
- Middle East Technical University Department of Mechanical Engineering ME 413 Introduction To Finite Element Analysis Two-Dimensional FormulationDocument54 paginiMiddle East Technical University Department of Mechanical Engineering ME 413 Introduction To Finite Element Analysis Two-Dimensional Formulationtadele10Încă nu există evaluări
- Module 3 Writing A Successful Grant ApplicationDocument37 paginiModule 3 Writing A Successful Grant Applicationtadele10Încă nu există evaluări
- Application of Roms To Aeroengines Health Monitoring: April 2019Document20 paginiApplication of Roms To Aeroengines Health Monitoring: April 2019tadele10Încă nu există evaluări
- MIT2 092F09 Lec01Document86 paginiMIT2 092F09 Lec01mokgokÎncă nu există evaluări
- A Review On Gas Turbine Gas-Path Diagnostics: State-Of-The-Art Methods, Challenges and OpportunitiesDocument50 paginiA Review On Gas Turbine Gas-Path Diagnostics: State-Of-The-Art Methods, Challenges and Opportunitiestadele10Încă nu există evaluări
- 80823v00 Machine Learning Section3 Ebook v05 PDFDocument15 pagini80823v00 Machine Learning Section3 Ebook v05 PDFMassSomeshÎncă nu există evaluări
- Writing A Successful PHD Proposal Guidance Notes PDFDocument3 paginiWriting A Successful PHD Proposal Guidance Notes PDFThy Van PhamÎncă nu există evaluări
- 32Document8 pagini32tadele10Încă nu există evaluări
- CS W4733 NOTES - Inverse KinematicsDocument7 paginiCS W4733 NOTES - Inverse KinematicsRavi SharmaÎncă nu există evaluări
- Monte Carlo Methods for Bayesian Computation Using Importance SamplingDocument5 paginiMonte Carlo Methods for Bayesian Computation Using Importance Samplingtadele10Încă nu există evaluări
- Your Stockholm TripDocument1 paginăYour Stockholm Triptadele10Încă nu există evaluări
- PC & Peripheral ArchitectureDocument138 paginiPC & Peripheral Architecturetadele10Încă nu există evaluări
- Module 5 Extrusion Lecture 2 PDFDocument11 paginiModule 5 Extrusion Lecture 2 PDFRitu Raj RamanÎncă nu există evaluări
- 1 PBDocument11 pagini1 PBtadele10Încă nu există evaluări
- Maquinado 3dDocument122 paginiMaquinado 3dRicardo VazquezÎncă nu există evaluări
- Printer MaintenaceDocument186 paginiPrinter Maintenacetadele10Încă nu există evaluări
- Thread CalculationsDocument2 paginiThread CalculationsilyaskureshiÎncă nu există evaluări
- Axial and Centrifugal Compressor Mean Line Flow Analysis MethodDocument38 paginiAxial and Centrifugal Compressor Mean Line Flow Analysis Methodtadele10Încă nu există evaluări
- Lutmdntmhp 135287 SeDocument171 paginiLutmdntmhp 135287 Setadele10Încă nu există evaluări
- System Analysis and DesignDocument48 paginiSystem Analysis and DesignAmar MaharaÎncă nu există evaluări
- 1 PBDocument11 pagini1 PBtadele10Încă nu există evaluări
- Thread CalculationsDocument2 paginiThread CalculationsilyaskureshiÎncă nu există evaluări
- Dy 2 1 y 0 DX Y0 2 X 0,: ME 340 - 1 Fall 2010 Quiz #2 Due: Sep 10 in Class NameDocument1 paginăDy 2 1 y 0 DX Y0 2 X 0,: ME 340 - 1 Fall 2010 Quiz #2 Due: Sep 10 in Class Nametadele10Încă nu există evaluări
- Wheat FlourDocument16 paginiWheat FlourRajesh Chowhan100% (4)
- Design and Manufacturing of Injection MoldDocument30 paginiDesign and Manufacturing of Injection Moldandresromero80Încă nu există evaluări
- 5S ChecklistDocument8 pagini5S ChecklistAna Auquillas AlvarezÎncă nu există evaluări
- Nairobi Case StudyDocument67 paginiNairobi Case StudyAdil HayatÎncă nu există evaluări
- Ac 20-141BDocument56 paginiAc 20-141BramchanderÎncă nu există evaluări
- ISO 13485-2016 Vs 21 CFR Part 820-SummaryDocument5 paginiISO 13485-2016 Vs 21 CFR Part 820-Summaryjacques.martinÎncă nu există evaluări
- Organization Structure of NWSDBDocument1 paginăOrganization Structure of NWSDBSurangaG0% (2)
- Final Catalogue Tong AttachmentDocument5 paginiFinal Catalogue Tong AttachmentInamMuradÎncă nu există evaluări
- Types of Mill Test CertificateDocument2 paginiTypes of Mill Test CertificateMuhammadShabbirÎncă nu există evaluări
- Quality Plus Company ProfileDocument36 paginiQuality Plus Company ProfileMartin Carlo Martinez0% (1)
- The Daimler-Chrysler MergerDocument24 paginiThe Daimler-Chrysler MergerSunil ShettyÎncă nu există evaluări
- Maintenance Score CardDocument24 paginiMaintenance Score Cardrkan71268186% (14)
- Plasma SprayDocument5 paginiPlasma SprayZahid AnwerÎncă nu există evaluări
- Soal Siklus 2Document5 paginiSoal Siklus 2Darmadi0% (1)
- BMW Situation AnalysisDocument6 paginiBMW Situation AnalysisSnigdha Patnaik0% (1)
- Value Analysis and Value Engineering in Material ManagementDocument12 paginiValue Analysis and Value Engineering in Material ManagementKarthik Soundarajan100% (1)
- Hearst Tower Feb 06Document0 paginiHearst Tower Feb 06denis1808scribdÎncă nu există evaluări
- Unified ArchitectureDocument6 paginiUnified ArchitectureAnil VishwakarmaÎncă nu există evaluări
- Lippmann Jawmanual 07 03 08 Locked PDFDocument77 paginiLippmann Jawmanual 07 03 08 Locked PDFMarco Antonio Salcedo100% (7)
- BESN Noir P20 TLDocument2 paginiBESN Noir P20 TLjuliushasan2Încă nu există evaluări
- Importing 3d Model Into MastercamDocument20 paginiImporting 3d Model Into MastercamMarsono Bejo SuwitoÎncă nu există evaluări
- EjectionDocument32 paginiEjectionsk9145Încă nu există evaluări
- MassMin 2004 PDFDocument740 paginiMassMin 2004 PDFFelipe Espinoza Cortés100% (2)
- Keltan 2470 - Cooper EuropeDocument2 paginiKeltan 2470 - Cooper EuropeHakim BOUTÎncă nu există evaluări
- Procedure - ShippingDocument2 paginiProcedure - Shippingشادي الاخرس100% (1)
- Imds Newsletter 55Document4 paginiImds Newsletter 55taleshÎncă nu există evaluări
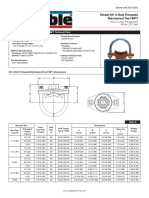
- Te Mecanica U-BoltDocument2 paginiTe Mecanica U-BoltJuan carlos santos jimenezÎncă nu există evaluări
- BPMon Housekeeping JobsDocument13 paginiBPMon Housekeeping JobsDeepak SharmaÎncă nu există evaluări
- 2271 Aaa JSM 501 - CDocument17 pagini2271 Aaa JSM 501 - CNorgjieÎncă nu există evaluări
- British Airways Strategic Analysis1 - 50 PageDocument53 paginiBritish Airways Strategic Analysis1 - 50 Pagesamson1234Încă nu există evaluări
- ABCDocument57 paginiABCandycops_79Încă nu există evaluări