S-ar putea să vă placă și
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- K-Flex ST Class 0 CatalogueDocument6 paginiK-Flex ST Class 0 CatalogueBac VuÎncă nu există evaluări
- Fuels and Lubricants Handbook Technology, Properties, Performance, and Testing - 0803120966 - ASTM International PDFDocument1.087 paginiFuels and Lubricants Handbook Technology, Properties, Performance, and Testing - 0803120966 - ASTM International PDFJerin James100% (1)
- NFPADocument8 paginiNFPAhesham1806100% (6)
- Code For Electrical Installations at Oil and Gas Facilities-2015 4edDocument58 paginiCode For Electrical Installations at Oil and Gas Facilities-2015 4edMarijan Utroša100% (1)
- Kidney 1 PDFDocument8 paginiKidney 1 PDFحسين فاضل حسين طالبÎncă nu există evaluări
- Ammonia ManualDocument389 paginiAmmonia Manualahmed100% (3)
- Recycling Used Oil Using Acetic AcidDocument27 paginiRecycling Used Oil Using Acetic Acidcumpio425428Încă nu există evaluări
- BS 1881-5 Testing ConcDocument15 paginiBS 1881-5 Testing Conchz135874Încă nu există evaluări
- Experiment 10 - Quantitative Determination of The Purity and Dissociation of Potassium Hydrogen Phthalate by Potentiometric Titration AtqDocument3 paginiExperiment 10 - Quantitative Determination of The Purity and Dissociation of Potassium Hydrogen Phthalate by Potentiometric Titration AtqDoom RefugeÎncă nu există evaluări
- FW Solvent DeasphaltingDocument11 paginiFW Solvent Deasphaltingapminshull100% (1)
- Brazing PrinciplesDocument118 paginiBrazing PrinciplesKingsman 86100% (1)
- Mahogany Tree Fruit Husk CharcoalDocument38 paginiMahogany Tree Fruit Husk CharcoalScholar AccountÎncă nu există evaluări
- Pitting Corrosion Due To Deposits in Cooling Water SystemsDocument12 paginiPitting Corrosion Due To Deposits in Cooling Water SystemsAnonymous 1XHScfCIÎncă nu există evaluări
- EN Calculation of Storage TankDocument3 paginiEN Calculation of Storage TanknodyyyÎncă nu există evaluări
- Pre 2 30 July 2016 160731090013 PDFDocument284 paginiPre 2 30 July 2016 160731090013 PDFridanormaÎncă nu există evaluări
- Ef 31752 e 0117 C 67585Document23 paginiEf 31752 e 0117 C 67585Rafanuñez RodriguezÎncă nu există evaluări
- 4 Girish ChitnisDocument22 pagini4 Girish ChitnisridanormaÎncă nu există evaluări
- Daftar PustakaDocument3 paginiDaftar PustakaridanormaÎncă nu există evaluări
- KomponenDocument15 paginiKomponenridanormaÎncă nu există evaluări
- Appendiks C Spesifikasi PeralatanDocument2 paginiAppendiks C Spesifikasi PeralatanridanormaÎncă nu există evaluări
- Sulphur in PetroleumDocument26 paginiSulphur in PetroleumridanormaÎncă nu există evaluări
- Us 2779713Document4 paginiUs 2779713ridanormaÎncă nu există evaluări
- Ulllted States Patent (19) (11) Patent Number: 5,855,767: Powers Et Al. (45) Date of Patent: Jan. 5, 1999Document11 paginiUlllted States Patent (19) (11) Patent Number: 5,855,767: Powers Et Al. (45) Date of Patent: Jan. 5, 1999ridanormaÎncă nu există evaluări
- United States Patent (19) : Powers Et Al. (11) Patent NumberDocument11 paginiUnited States Patent (19) : Powers Et Al. (11) Patent NumberridanormaÎncă nu există evaluări
- Cha 4Document1 paginăCha 4ridanormaÎncă nu există evaluări
- 1.0 IntroductionDocument2 pagini1.0 IntroductionridanormaÎncă nu există evaluări
- Naphthenic Base Lube Oil Manufactured Via Hydrogenation Process Naphthenic Base Lube Oil Manufactured Via Hydrogenation ProcessDocument30 paginiNaphthenic Base Lube Oil Manufactured Via Hydrogenation Process Naphthenic Base Lube Oil Manufactured Via Hydrogenation ProcessDaniel DaiaÎncă nu există evaluări
- 02 Feedstocks & ProductsDocument133 pagini02 Feedstocks & ProductsverdugrÎncă nu există evaluări
- ETANOL AIR 101.3 KpaDocument1 paginăETANOL AIR 101.3 KparidanormaÎncă nu există evaluări
- Stream Properties Pompa Ke Separator F-120Document2 paginiStream Properties Pompa Ke Separator F-120ridanormaÎncă nu există evaluări
- 1471065083Document9 pagini1471065083ridanormaÎncă nu există evaluări
- Equilibrium Separation ColumnsDocument18 paginiEquilibrium Separation ColumnsluckshimiÎncă nu există evaluări
- Naphthenic Base Lube Oil Manufactured Via Hydrogenation Process Naphthenic Base Lube Oil Manufactured Via Hydrogenation ProcessDocument30 paginiNaphthenic Base Lube Oil Manufactured Via Hydrogenation Process Naphthenic Base Lube Oil Manufactured Via Hydrogenation ProcessDaniel DaiaÎncă nu există evaluări
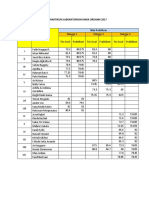
- Nilai Praktikum Laboratorium Kimia Organik 2017 Hari: KamisDocument1 paginăNilai Praktikum Laboratorium Kimia Organik 2017 Hari: KamisridanormaÎncă nu există evaluări
- 4 Girish ChitnisDocument22 pagini4 Girish ChitnisridanormaÎncă nu există evaluări
- Proses Lubricating OilDocument5 paginiProses Lubricating OilridanormaÎncă nu există evaluări
- Crystal EvapDocument7 paginiCrystal EvapridanormaÎncă nu există evaluări
- Secant MethodDocument1 paginăSecant MethodridanormaÎncă nu există evaluări
- Proses Lubricating OilDocument5 paginiProses Lubricating OilridanormaÎncă nu există evaluări
- OSHA - OxygenDocument10 paginiOSHA - OxygenridanormaÎncă nu există evaluări
- Vol-7 (No1) 9Cr FluageDocument10 paginiVol-7 (No1) 9Cr FluageClaude BouillotÎncă nu există evaluări
- Module 2 Occupational Safety - Cont Firesafety - NoDocument34 paginiModule 2 Occupational Safety - Cont Firesafety - Noangeh morilloÎncă nu există evaluări
- Chemical Resistance Guide For Valves: Val-Matic Valve and Manufacturing CorpDocument13 paginiChemical Resistance Guide For Valves: Val-Matic Valve and Manufacturing CorpEdinsonÎncă nu există evaluări
- Amino Crosslinkers: Product Guide - Cymel Resins - WorldwideDocument20 paginiAmino Crosslinkers: Product Guide - Cymel Resins - WorldwidejoseÎncă nu există evaluări
- NW6Document10 paginiNW6Mamidala HarithaÎncă nu există evaluări
- Guideline For Butt Saddle and Socket FusionDocument10 paginiGuideline For Butt Saddle and Socket FusionKenÎncă nu există evaluări
- Goldmix PC110 TDS PDFDocument1 paginăGoldmix PC110 TDS PDFRafael Obusan IIÎncă nu există evaluări
- 1 s2.0 S2213453022000052 MainDocument12 pagini1 s2.0 S2213453022000052 MainIsraa MustafaÎncă nu există evaluări
- LPG Standards PDFDocument115 paginiLPG Standards PDFhandoyo_eko20017573Încă nu există evaluări
- Hydrogen Fracturing Process Section 6Document8 paginiHydrogen Fracturing Process Section 6BillÎncă nu există evaluări
- History of Organic Chemistry 2Document2 paginiHistory of Organic Chemistry 2MiaÎncă nu există evaluări
- Advantages of Deep Bed Filters - OriginalDocument75 paginiAdvantages of Deep Bed Filters - OriginalYadav ShwetaÎncă nu există evaluări
- Bol Filter ManualDocument7 paginiBol Filter ManualAmster Limatog100% (2)
- Dhulian FinalDocument50 paginiDhulian FinalShams Sardar100% (1)
- Objectives of Food PreservationDocument4 paginiObjectives of Food Preservationavadhut.malji19Încă nu există evaluări
- Determination of Total Carbohydrates by Anthrone MethodDocument2 paginiDetermination of Total Carbohydrates by Anthrone MethodGuru Raj PNÎncă nu există evaluări
- HR 12390 WDocument2 paginiHR 12390 Wapi-170472102Încă nu există evaluări
- MSD Group 1 Compiled Final ReportDocument168 paginiMSD Group 1 Compiled Final ReportAzwan AwalludinÎncă nu există evaluări
- Atomic Absorption Spectrophotometry (AAS)Document4 paginiAtomic Absorption Spectrophotometry (AAS)Kurnia JayantoÎncă nu există evaluări