S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Bangladesh Datasheets January 2017 Wee ChieftainDocument1 paginăBangladesh Datasheets January 2017 Wee ChieftainFAVIOÎncă nu există evaluări
- Capital and Operating Cost Estimating SystemDocument158 paginiCapital and Operating Cost Estimating SystemRussell Hartill87% (15)
- 566 563D TaperedRollerBearings TDO (TaperedDoubleOuter) ImperialDocument5 pagini566 563D TaperedRollerBearings TDO (TaperedDoubleOuter) ImperialFAVIOÎncă nu există evaluări
- DL1200 Val DR45 Om-R5Document12 paginiDL1200 Val DR45 Om-R5FAVIOÎncă nu există evaluări
- Rodmaientos Bomba de Zinc Stock TankDocument4 paginiRodmaientos Bomba de Zinc Stock TankFAVIOÎncă nu există evaluări
- Diaphragm Pump 3in CIDocument1 paginăDiaphragm Pump 3in CIFAVIOÎncă nu există evaluări
- Dl29-s Sys Dualine Br-r19Document24 paginiDl29-s Sys Dualine Br-r19FAVIOÎncă nu există evaluări
- 2" Elima-Matic Metallic Clamped - ATEXDocument21 pagini2" Elima-Matic Metallic Clamped - ATEXFAVIOÎncă nu există evaluări
- ShellDocument2 paginiShellFAVIOÎncă nu există evaluări
- Rotorseal Tech Specs PDFDocument19 paginiRotorseal Tech Specs PDFFAVIOÎncă nu există evaluări
- ShellDocument2 paginiShellFAVIOÎncă nu există evaluări
- Air Clutch 38vc1200 RequiredDocument4 paginiAir Clutch 38vc1200 RequiredFAVIOÎncă nu există evaluări
- Openreach New Site Builder's Info PackDocument36 paginiOpenreach New Site Builder's Info Packgrahamcox_81100% (1)
- Thermoelectric MaterialsDocument23 paginiThermoelectric MaterialsLeilane Macario100% (1)
- Bus Ride Solutions: Airtek / Comfort AirDocument2 paginiBus Ride Solutions: Airtek / Comfort AirRasoolKhadibiÎncă nu există evaluări
- Webasto Heater DBW Range Workshop Manual (Spheros Version)Document80 paginiWebasto Heater DBW Range Workshop Manual (Spheros Version)Smolovic SrdjanÎncă nu există evaluări
- PPEDocument22 paginiPPEMark Anthony Nieva RafalloÎncă nu există evaluări
- Whirlpool Awo D 43105Document28 paginiWhirlpool Awo D 43105Ioana PetrescuÎncă nu există evaluări
- FileDocument88 paginiFileRabie ChamiÎncă nu există evaluări
- ADEM III SchematicDocument3 paginiADEM III SchematicLouis Chen100% (5)
- Roll Crusher BrochureDocument4 paginiRoll Crusher Brochurelucasmalta0% (1)
- CausewayDocument79 paginiCausewayeddieÎncă nu există evaluări
- S 000 1310 0001 - 1 - 0010Document47 paginiS 000 1310 0001 - 1 - 0010mikedavd1Încă nu există evaluări
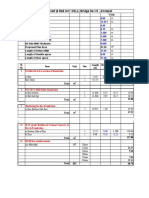
- Bridge 2 Raft CalculationDocument3 paginiBridge 2 Raft CalculationAnurag KumarÎncă nu există evaluări
- SITOP PSU100C 24 V1.3 A Stabilized Power Supply - 6EP13315BA10 - Datasheet - enDocument4 paginiSITOP PSU100C 24 V1.3 A Stabilized Power Supply - 6EP13315BA10 - Datasheet - enkai iolaÎncă nu există evaluări
- Eirdecember 2018Document3.392 paginiEirdecember 2018sudyÎncă nu există evaluări
- Chapter 1 - 2160913 - CEDDocument28 paginiChapter 1 - 2160913 - CEDbhagchandt817Încă nu există evaluări
- 7.6 Control of Monitoring and Measuring DevicesDocument2 pagini7.6 Control of Monitoring and Measuring Devicesejub6447Încă nu există evaluări
- Air System InputsDocument8 paginiAir System InputsahmedÎncă nu există evaluări
- 456 - Ammendment No. 3 Aug07Document3 pagini456 - Ammendment No. 3 Aug07Ravi Singh0% (1)
- Inclined Belt Conveyors For Underground Mass Mining OperationsDocument6 paginiInclined Belt Conveyors For Underground Mass Mining OperationsIsmaelÎncă nu există evaluări
- 4 ChainwireDocument8 pagini4 ChainwireNickÎncă nu există evaluări
- Material Handling CompleteDocument8 paginiMaterial Handling CompleteAhmad Firdaus Zawawil AnwarÎncă nu există evaluări
- Manual de Servicio y Partes EZGODocument139 paginiManual de Servicio y Partes EZGOwisjaro01100% (1)
- PW 157Document1 paginăPW 157saysamajoÎncă nu există evaluări
- SR352 Perimeter Insulation of Concrete Slab Foundations PDFDocument36 paginiSR352 Perimeter Insulation of Concrete Slab Foundations PDFMichael CollinsÎncă nu există evaluări
- Ministry of Water - SewerDocument250 paginiMinistry of Water - Sewerfaisal100% (1)
- Awesome Auto 50pDocument85 paginiAwesome Auto 50pcristi25Încă nu există evaluări
- Chem 16 Thermo ProblemsDocument2 paginiChem 16 Thermo Problemsjessica_compuesto0% (1)
- Dodge Nitro KA - 2007 - Manual TransDocument140 paginiDodge Nitro KA - 2007 - Manual Transeephantom100% (1)