S-ar putea să vă placă și
- Etp For Dasda 2Document9 paginiEtp For Dasda 2DesignÎncă nu există evaluări
- Linear Mixing CalcDocument12 paginiLinear Mixing CalcClarence AG YueÎncă nu există evaluări
- VolumeDocument8 paginiVolumeSUNNY GUPTAÎncă nu există evaluări
- Dispersion of Gases CalculationsDocument4 paginiDispersion of Gases CalculationsPeddy Nesa0% (1)
- 03 HRR Flame Height Burning Duration Calculations Sup1Document5 pagini03 HRR Flame Height Burning Duration Calculations Sup1Haris AbdulahÎncă nu există evaluări
- DistillationDocument12 paginiDistillationapi-3728602Încă nu există evaluări
- TANK Module Package: Sample PrintoutDocument20 paginiTANK Module Package: Sample PrintoutSIVAÎncă nu există evaluări
- Dowtherm Vent CondenserDocument1 paginăDowtherm Vent Condensersushant_jhawerÎncă nu există evaluări
- STM Dosing and Feeding Systems For Air Pollution ControlDocument42 paginiSTM Dosing and Feeding Systems For Air Pollution ControlJoseph RileyÎncă nu există evaluări
- Basic Control Valve Sizing and SelectionDocument38 paginiBasic Control Valve Sizing and SelectionmohamedÎncă nu există evaluări
- PRICE LIST OF LUFF LUFFIYA COSMETICS 2019Document5 paginiPRICE LIST OF LUFF LUFFIYA COSMETICS 2019Sue2511Încă nu există evaluări
- Converter Atomic Percent To Weight PercentDocument6 paginiConverter Atomic Percent To Weight Percentdiegomez84Încă nu există evaluări
- Txy Diagram For Ethanol/Water at 760Mmhg: Model, Bubble Point Model, Dew Point Data, Bubble Point Data, Dew PointDocument3 paginiTxy Diagram For Ethanol/Water at 760Mmhg: Model, Bubble Point Model, Dew Point Data, Bubble Point Data, Dew PointjunomarsÎncă nu există evaluări
- 09 SpargerDocument17 pagini09 SpargerWeb LogueandoÎncă nu există evaluări
- Stack Gas Specification: Project Name Client Location GeneralDocument6 paginiStack Gas Specification: Project Name Client Location Generalbudi utomoÎncă nu există evaluări
- CentrifugalCompressorPower SI UnitsDocument4 paginiCentrifugalCompressorPower SI UnitsReza GhanavatiÎncă nu există evaluări
- MicrofilterDocument17 paginiMicrofilterArrianne Jaye MataÎncă nu există evaluări
- AtfdDocument4 paginiAtfdDarshan PatelÎncă nu există evaluări
- Divinylbenzene Equipment DesignDocument20 paginiDivinylbenzene Equipment DesignMehul DeshpandeÎncă nu există evaluări
- ATFE Installation Costing for Xylene Distillation ProjectDocument27 paginiATFE Installation Costing for Xylene Distillation ProjectPrathmesh GujaratiÎncă nu există evaluări
- ASME - Shell Thickenss Calculation MAIN SHELLDocument4 paginiASME - Shell Thickenss Calculation MAIN SHELLCoralPT WorldwideÎncă nu există evaluări
- Spray Nozzles Total STDDocument3 paginiSpray Nozzles Total STDDylan RamasamyÎncă nu există evaluări
- Vapor Line Sizing-Mpp6Document10 paginiVapor Line Sizing-Mpp6Nitin KurupÎncă nu există evaluări
- Nozzle Development For AerosolsDocument38 paginiNozzle Development For Aerosolsemre sönmezÎncă nu există evaluări
- Atomic mass and formula calculationsDocument4 paginiAtomic mass and formula calculationssristisekharÎncă nu există evaluări
- 단위 환산 표 및 열전달 계산 문서Document27 pagini단위 환산 표 및 열전달 계산 문서김종민Încă nu există evaluări
- Pump Selection SH BoilersDocument4 paginiPump Selection SH BoilersAnith kumar ReddyÎncă nu există evaluări
- Vessel Heat LossDocument2 paginiVessel Heat LossakisdassasÎncă nu există evaluări
- WTP CalculationsDocument10 paginiWTP CalculationsAngshuman Roy ChoudhuryÎncă nu există evaluări
- Sizing Column Distillation C-Factor MethodDocument20 paginiSizing Column Distillation C-Factor MethodCHANADASÎncă nu există evaluări
- Hydrochloric acid Regeneration of Cation Exchange Resin 225 HDocument8 paginiHydrochloric acid Regeneration of Cation Exchange Resin 225 HPravin BoteÎncă nu există evaluări
- Strigle (1994) (014 103) PDFDocument90 paginiStrigle (1994) (014 103) PDFMiguel ReyesÎncă nu există evaluări
- Decanter FunctionDocument6 paginiDecanter FunctionJamil HytÎncă nu există evaluări
- NAC&SACDocument5 paginiNAC&SACEngr. Asif malikÎncă nu există evaluări
- Alpha Chemika PDFDocument208 paginiAlpha Chemika PDFMTech ProjectÎncă nu există evaluări
- Aa + BB +CC+DD RR A+ (B/a) B + (C/a) C + (D/a) D (R/a) R R - KC C C C N N (1-X) N N - (B/a) (N - N) N N - (C/a) (N - N) N N - (D/a) (N - N) C N /VDocument7 paginiAa + BB +CC+DD RR A+ (B/a) B + (C/a) C + (D/a) D (R/a) R R - KC C C C N N (1-X) N N - (B/a) (N - N) N N - (C/a) (N - N) N N - (D/a) (N - N) C N /VChemical EngineeringÎncă nu există evaluări
- Type k1 (Re 1) NP (Re 10 5) : Anchor 0.7 LaminarDocument3 paginiType k1 (Re 1) NP (Re 10 5) : Anchor 0.7 LaminarRobinÎncă nu există evaluări
- Heat Loss Example 4 4Document4 paginiHeat Loss Example 4 4WickyÎncă nu există evaluări
- Unit conversion program for engineering processesDocument9 paginiUnit conversion program for engineering processesAnubhav KhandelwalÎncă nu există evaluări
- Raw Gas Venturi Scrubber Design and SizingDocument2 paginiRaw Gas Venturi Scrubber Design and SizingDũng LêÎncă nu există evaluări
- Thermal design of a 2-effect forward-feed evaporatorDocument4 paginiThermal design of a 2-effect forward-feed evaporatorAristya KurniawanÎncă nu există evaluări
- Desuperheater Boiler Feed Water RequirementDocument2 paginiDesuperheater Boiler Feed Water Requirementmehul10941Încă nu există evaluări
- Final Energy Balance-Vizag DT 9-6-18Document6 paginiFinal Energy Balance-Vizag DT 9-6-18SUBHOMOYÎncă nu există evaluări
- Hydrometer Test: King Fahd University of Petroleum & Minerals CE 353 Soil Mechanics LaboratoryDocument8 paginiHydrometer Test: King Fahd University of Petroleum & Minerals CE 353 Soil Mechanics Laboratoryprashanth palaniÎncă nu există evaluări
- Control Valve Technical Specification Sheet Globe Service: GasDocument1 paginăControl Valve Technical Specification Sheet Globe Service: Gassiddhesh_guessÎncă nu există evaluări
- Finned Pipe Heat TransferDocument92 paginiFinned Pipe Heat TransferAnonymous JWI6rqtÎncă nu există evaluări
- Made by Date: Top BTM Condition Condition Braced ? SS Slenderness Status Lo LeDocument12 paginiMade by Date: Top BTM Condition Condition Braced ? SS Slenderness Status Lo LeT Satheesh KumarÎncă nu există evaluări
- H2S Conversion CalcDocument2 paginiH2S Conversion CalcAnonymous oVRvsdWzfBÎncă nu există evaluări
- Parameter Symbol Value Data Obtained Form Design Intent UnitDocument8 paginiParameter Symbol Value Data Obtained Form Design Intent Uniteke23Încă nu există evaluări
- Metal Extraction Pump SpecsDocument2 paginiMetal Extraction Pump SpecsVenturindo SiteÎncă nu există evaluări
- L-CV-155-VA-24XX01 Nitrogen: ASME Sec VIII Div 1+ PED97/23/ECDocument1 paginăL-CV-155-VA-24XX01 Nitrogen: ASME Sec VIII Div 1+ PED97/23/ECevrim77Încă nu există evaluări
- Heat Exchanger Shell Id CalculationsDocument7 paginiHeat Exchanger Shell Id CalculationsmanojÎncă nu există evaluări
- Psuextension Particle Size 4mm MetricDocument8 paginiPsuextension Particle Size 4mm MetricRed RedÎncă nu există evaluări
- Valve CV Sizing Liquids GasesDocument24 paginiValve CV Sizing Liquids GasesRicardo RamosÎncă nu există evaluări
- Dykewall CalculationDocument4 paginiDykewall CalculationVipul GandhiÎncă nu există evaluări
- Dish End Weight CalculationDocument5 paginiDish End Weight CalculationAniket royÎncă nu există evaluări
- GA GAS HOLDER - 120MLD-Layout2Document1 paginăGA GAS HOLDER - 120MLD-Layout2epe civil1Încă nu există evaluări
- Densitas Komponen dan Viskositas pada Proses Pengolahan Jerami PadiDocument254 paginiDensitas Komponen dan Viskositas pada Proses Pengolahan Jerami PadiRifah Rizkiyah HasibuanÎncă nu există evaluări
- XSteam V2aDocument9 paginiXSteam V2aPRABU PERUMALÎncă nu există evaluări
- QC 011712Document2 paginiQC 011712nimrovÎncă nu există evaluări
- CYS01 ModelDocument1 paginăCYS01 ModelDesignÎncă nu există evaluări
- Log Sheet For GMDC BhavnagarDocument1 paginăLog Sheet For GMDC BhavnagarDesignÎncă nu există evaluări
- Evaporator Rapid DesignDocument2 paginiEvaporator Rapid DesignDesignÎncă nu există evaluări
- 5 m3 STP BOMDocument12 pagini5 m3 STP BOMDesignÎncă nu există evaluări
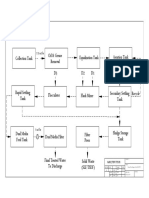
- Etp fOR Dasda PDFDocument6 paginiEtp fOR Dasda PDFDesignÎncă nu există evaluări
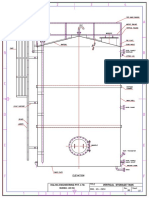
- Vertical Storage Tank PDFDocument1 paginăVertical Storage Tank PDFDesignÎncă nu există evaluări
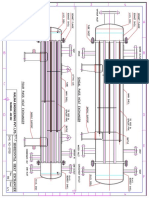
- Vertical Reboiler PDFDocument1 paginăVertical Reboiler PDFDesignÎncă nu există evaluări
- Vertical Storage TankDocument1 paginăVertical Storage Tankmiki156799Încă nu există evaluări
- EC (Electrode Coagulation) Collection Tank & Equalization (LTDS)Document1 paginăEC (Electrode Coagulation) Collection Tank & Equalization (LTDS)DesignÎncă nu există evaluări
- ReadmeDocument1 paginăReadmeShraddha SrivastavaÎncă nu există evaluări
- P I DiagramDocument1 paginăP I DiagramDesignÎncă nu există evaluări
- Horizontal Storage TankDocument1 paginăHorizontal Storage TankDesignÎncă nu există evaluări
- Horizontal Heat Exchanger PDFDocument1 paginăHorizontal Heat Exchanger PDFDesignÎncă nu există evaluări
- JFNLVMGF V (0JMS (8 ZLPH (PVFZP58 (Document16 paginiJFNLVMGF V (0JMS (8 ZLPH (PVFZP58 (DesignÎncă nu există evaluări
- Subject Offer For 65 KLD STP Plant BasedDocument12 paginiSubject Offer For 65 KLD STP Plant BasedDesignÎncă nu există evaluări
- Product Catalogue 2016 - Industrial ProductsDocument15 paginiProduct Catalogue 2016 - Industrial ProductsDesignÎncă nu există evaluări
- Etp fOR Dasda PDFDocument6 paginiEtp fOR Dasda PDFDesignÎncă nu există evaluări
- Recommendations for Oxygen ScavengerDocument2 paginiRecommendations for Oxygen ScavengerDesignÎncă nu există evaluări
- MIT Environment 9-9-04Document2 paginiMIT Environment 9-9-04Dr. Ir. R. Didin Kusdian, MT.Încă nu există evaluări
- Tech. Spec. - Grease Contactor ReactorDocument12 paginiTech. Spec. - Grease Contactor ReactorDesignÎncă nu există evaluări
- EnglishDocument8 paginiEnglishErUmeshGandhasÎncă nu există evaluări
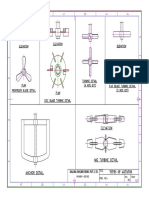
- 293 Type of Agitator PDFDocument1 pagină293 Type of Agitator PDFDesignÎncă nu există evaluări
- MSDS SSS 1303 Oxygen ScavengerDocument3 paginiMSDS SSS 1303 Oxygen ScavengerDesignÎncă nu există evaluări
- 45 KLD Stp-ModelDocument1 pagină45 KLD Stp-ModelDesignÎncă nu există evaluări
- Subject Offer For 65 KLD STP Plant BasedDocument12 paginiSubject Offer For 65 KLD STP Plant BasedDesignÎncă nu există evaluări
- 45 KLD Stp-ModelDocument1 pagină45 KLD Stp-ModelDesignÎncă nu există evaluări
- Optimizing a Waste Water Treatment PlantDocument6 paginiOptimizing a Waste Water Treatment PlantDesignÎncă nu există evaluări
- 17 KLD STP FlowDocument1 pagină17 KLD STP FlowDesignÎncă nu există evaluări
- PolyacetalDocument16 paginiPolyacetalChakma SHIMULÎncă nu există evaluări
- Caramel OverviewDocument6 paginiCaramel OverviewPham Thi Cam TuÎncă nu există evaluări
- CarbofilDocument3 paginiCarbofilBranko FerenčakÎncă nu există evaluări
- PPTDocument28 paginiPPTRaj KumarÎncă nu există evaluări
- Experience With The Sealed Alcan Compact Degasser Acd PDFDocument10 paginiExperience With The Sealed Alcan Compact Degasser Acd PDFDebashis DashÎncă nu există evaluări
- General Chemistry 1 - Week 1: Mr. Daryl Vince D. Romerosa - SST1Document41 paginiGeneral Chemistry 1 - Week 1: Mr. Daryl Vince D. Romerosa - SST1Abcd Reyes100% (1)
- Alkyl Halides and AlcoholsDocument61 paginiAlkyl Halides and AlcoholscasÎncă nu există evaluări
- Antiseptics and Disinfectants GuideDocument38 paginiAntiseptics and Disinfectants GuideNora AboshanadyÎncă nu există evaluări
- Water Treatment in ChillersDocument14 paginiWater Treatment in ChillersabmopalhvacÎncă nu există evaluări
- Daftar Harga Generik dan Non-Generik dari PT Sapta Sari TamaDocument70 paginiDaftar Harga Generik dan Non-Generik dari PT Sapta Sari Tamanaelarizqi0% (1)
- Science 8 3RD Quater Exam ReviewerDocument6 paginiScience 8 3RD Quater Exam ReviewerCrafter CaptsÎncă nu există evaluări
- Engineering ChemistryDocument4 paginiEngineering ChemistrySaha naÎncă nu există evaluări
- Week 2A-Concetration of SolutionDocument72 paginiWeek 2A-Concetration of SolutionLuke BelmarÎncă nu există evaluări
- ASTM A1008 SpecificationDocument7 paginiASTM A1008 SpecificationramorusoÎncă nu există evaluări
- Royalene 301T TDSDocument1 paginăRoyalene 301T TDSMohamed BendoudouchÎncă nu există evaluări
- Health Care GuideDocument51 paginiHealth Care GuideM Zainuddin M SaputraÎncă nu există evaluări
- Chile Wish List (Desmond Pilcher)Document8 paginiChile Wish List (Desmond Pilcher)Ogalde LuisÎncă nu există evaluări
- Un NoDocument64 paginiUn Noapi-127528443Încă nu există evaluări
- Formation of Zein Micro Phases in Ethanol-Water - Wang and Padua 2010Document5 paginiFormation of Zein Micro Phases in Ethanol-Water - Wang and Padua 2010Joeska HyÎncă nu există evaluări
- Cylinder Salvage ReceptaclesDocument5 paginiCylinder Salvage ReceptaclesAlvaro Rojas AnzolaÎncă nu există evaluări
- Stoichiometry - 1: Concept of Gram AtomDocument36 paginiStoichiometry - 1: Concept of Gram AtomVijay KumarÎncă nu există evaluări
- UHLF Liquid FertilizerDocument1 paginăUHLF Liquid FertilizerGrignionÎncă nu există evaluări
- Vapor Pressures: Appendix HDocument1 paginăVapor Pressures: Appendix HMeetu KaurÎncă nu există evaluări
- Titalon 6800GF-HT: Charpy Impact Strength (Notched)Document1 paginăTitalon 6800GF-HT: Charpy Impact Strength (Notched)katolokchokÎncă nu există evaluări
- C100E Resin PUROLITEDocument3 paginiC100E Resin PUROLITEmilaÎncă nu există evaluări
- 5124 w04 QP 1Document16 pagini5124 w04 QP 1mstudy123456Încă nu există evaluări
- A Detailed Lesson Plan in Chemical ReactionsDocument7 paginiA Detailed Lesson Plan in Chemical Reactionsgorio98% (52)
- Machining Processes GuideDocument21 paginiMachining Processes GuideVenkat Reddy YanamiÎncă nu există evaluări
- ٣٢٥ Molecular biology Sabah Linjawi ١Document13 pagini٣٢٥ Molecular biology Sabah Linjawi ١Zainab RaikÎncă nu există evaluări
- Note CHP 3 Material Science 281 Uitm Em110Document40 paginiNote CHP 3 Material Science 281 Uitm Em110bino_ryeÎncă nu există evaluări