S-ar putea să vă placă și
- F6-ER-SST-EST-07 Permiso Escrito para Trabajo de Alto Riesgo (PETAR) - IzajesDocument1 paginăF6-ER-SST-EST-07 Permiso Escrito para Trabajo de Alto Riesgo (PETAR) - IzajesAlexander Ale VilcapeÎncă nu există evaluări
- F4-ER-SST-EST-07 Permiso Escrito para Trabajos de AltoRiesgo (PETAR) - TrabajosElectricosDocument1 paginăF4-ER-SST-EST-07 Permiso Escrito para Trabajos de AltoRiesgo (PETAR) - TrabajosElectricosAlexander Ale VilcapeÎncă nu există evaluări
- F1-ER-SST-EST-16 Programa Anual de Auditorias InternasDocument1 paginăF1-ER-SST-EST-16 Programa Anual de Auditorias InternasAlexander Ale VilcapeÎncă nu există evaluări
- ER-SST-EST-03 Estandar de Identidicacion de Peligros, Evaluacion de Riesgos y ControlesDocument9 paginiER-SST-EST-03 Estandar de Identidicacion de Peligros, Evaluacion de Riesgos y ControlesAlexander Ale VilcapeÎncă nu există evaluări
- F2-ER-SST-EST-16 Plan de Auditoria InternaDocument2 paginiF2-ER-SST-EST-16 Plan de Auditoria InternaAlexander Ale VilcapeÎncă nu există evaluări
- Dg-Sso-Ipercc-002-Formato de Iperc ContinuoDocument4 paginiDg-Sso-Ipercc-002-Formato de Iperc ContinuoAlexander Ale VilcapeÎncă nu există evaluări
- F4 ER SST EST 16 Registro de AuditoriaDocument2 paginiF4 ER SST EST 16 Registro de AuditoriaAlexander Ale VilcapeÎncă nu există evaluări
- F1-ER-SST-EST-07 Analisis de Trabajo Seguro (ATS)Document6 paginiF1-ER-SST-EST-07 Analisis de Trabajo Seguro (ATS)Alexander Ale VilcapeÎncă nu există evaluări
- F1-ER-SST-EST-06 Lista Maestra de DocumentosDocument2 paginiF1-ER-SST-EST-06 Lista Maestra de DocumentosAlexander Ale VilcapeÎncă nu există evaluări
- F3 ER SST EST 16 Informe de Auditoria InternaDocument2 paginiF3 ER SST EST 16 Informe de Auditoria InternaAlexander Ale VilcapeÎncă nu există evaluări
- ER-SST-EST-05 Estandar de Comunicacion, Participacion y ConsultaDocument4 paginiER-SST-EST-05 Estandar de Comunicacion, Participacion y ConsultaAlexander Ale VilcapeÎncă nu există evaluări
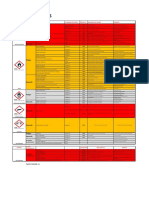
- F1 ER SST EST 11 Lista de Productos QuímicosDocument1 paginăF1 ER SST EST 11 Lista de Productos QuímicosAlexander Ale VilcapeÎncă nu există evaluări
- Permiso de Trabajo Seguro de Electricidad D&GDocument1 paginăPermiso de Trabajo Seguro de Electricidad D&GAlexander Ale VilcapeÎncă nu există evaluări
- ER-SST-EST-11 Alamcenamiento y Manipulacion de Productos QuimicosDocument5 paginiER-SST-EST-11 Alamcenamiento y Manipulacion de Productos QuimicosAlexander Ale VilcapeÎncă nu există evaluări
- MTQ-PRG-001 - Programa Anual de Seguridad y Salud Ocupacional 2021Document5 paginiMTQ-PRG-001 - Programa Anual de Seguridad y Salud Ocupacional 2021Alexander Ale VilcapeÎncă nu există evaluări
- Reporte Estadistico D & G Ingenieros 08.07Document19 paginiReporte Estadistico D & G Ingenieros 08.07Alexander Ale VilcapeÎncă nu există evaluări
- Carta de Responsabilidad Fuera Del Horario (1) 2Document1 paginăCarta de Responsabilidad Fuera Del Horario (1) 2Alexander Ale VilcapeÎncă nu există evaluări
- Plan para La Vigilancia, Prevención y Control de La Covid 19 en El Trabajo Shomim AqpDocument70 paginiPlan para La Vigilancia, Prevención y Control de La Covid 19 en El Trabajo Shomim AqpAlexander Ale VilcapeÎncă nu există evaluări
- Plan Anual de Seguridad y Salud OcupacionalDocument18 paginiPlan Anual de Seguridad y Salud OcupacionalAlexander Ale VilcapeÎncă nu există evaluări
- Fo 06 Tarjetas de AndamiosDocument3 paginiFo 06 Tarjetas de AndamiosAlexander Ale VilcapeÎncă nu există evaluări
- Instructivo Uso de CizallaDocument7 paginiInstructivo Uso de CizallaAlexander Ale VilcapeÎncă nu există evaluări
- Enfermedades ProfesionalesDocument3 paginiEnfermedades ProfesionalesAlexander Ale VilcapeÎncă nu există evaluări
- Mo-Sst-Pets-01 - Vaciado de Concreto Premezclado Con MixerDocument8 paginiMo-Sst-Pets-01 - Vaciado de Concreto Premezclado Con MixerAlexander Ale VilcapeÎncă nu există evaluări
- LOMOSDocument5 paginiLOMOSAlexander Ale VilcapeÎncă nu există evaluări
- PETS-CyMV-04 MOVILIZACIÓN DE VOLQUETES A LA OBRADocument4 paginiPETS-CyMV-04 MOVILIZACIÓN DE VOLQUETES A LA OBRAAlexander Ale VilcapeÎncă nu există evaluări
- Cumplimiento OhsasDocument3 paginiCumplimiento OhsasAlexander Ale VilcapeÎncă nu există evaluări
- Tarjetas de AndamiosDocument6 paginiTarjetas de AndamiosAlexander Ale VilcapeÎncă nu există evaluări
- Mo-Sst-Pets-01 - Vaciado de Concreto Premezclado Con MixerDocument8 paginiMo-Sst-Pets-01 - Vaciado de Concreto Premezclado Con MixerAlexander Ale VilcapeÎncă nu există evaluări
- Mo-Sst-Inst-03 Servicio de Alimentacion en ObraDocument4 paginiMo-Sst-Inst-03 Servicio de Alimentacion en ObraAlexander Ale VilcapeÎncă nu există evaluări
- ErgonomiaDocument51 paginiErgonomiaAlexander Ale VilcapeÎncă nu există evaluări
- El Cono en La Exploracion Geotecnica TGCDocument232 paginiEl Cono en La Exploracion Geotecnica TGCfranciscoerezÎncă nu există evaluări
- Espectrofotometria PDFDocument21 paginiEspectrofotometria PDFDiego JoelÎncă nu există evaluări
- RTO Desulfurizador SDADocument27 paginiRTO Desulfurizador SDAMauricio SalazarÎncă nu există evaluări
- Matriz Evaluativa Tridimensional 8° BásicoDocument4 paginiMatriz Evaluativa Tridimensional 8° BásicoFrancisco B. CatÎncă nu există evaluări
- Tarea CalorimetriaDocument4 paginiTarea CalorimetriaAlan HerreraÎncă nu există evaluări
- SIMULACRO PitagorasDocument3 paginiSIMULACRO Pitagorasvictor castillaÎncă nu există evaluări
- Taller Seleccion de Materiales 1Document3 paginiTaller Seleccion de Materiales 1oscar arias75% (4)
- Pretratamientos Degremont PDFDocument24 paginiPretratamientos Degremont PDFAndres DiazÎncă nu există evaluări
- CRACKING de HidrocarburosDocument1 paginăCRACKING de HidrocarburosCarolay Garcia100% (1)
- Solucionario M. Cuantica Vol1Document227 paginiSolucionario M. Cuantica Vol1Luis Vargas Sanchez100% (1)
- Tetra gauge-instrumento medición presiónDocument0 paginiTetra gauge-instrumento medición presiónEnrique Galvez100% (1)
- Apunte Termo17Document15 paginiApunte Termo17Maia IacobucciÎncă nu există evaluări
- Practica (Armando Tellez Bastida) Mercados de CarbonoDocument7 paginiPractica (Armando Tellez Bastida) Mercados de CarbonoARMANDO TELLEZ BASTIDAÎncă nu există evaluări
- Determinación de Nitratos - Metodos Espectometria Uv FINALDocument18 paginiDeterminación de Nitratos - Metodos Espectometria Uv FINALcarmenÎncă nu există evaluări
- Informe de Laboratorio de Quimica Organica II Obtencion Del Acido Acetil Salicilico ESPOLDocument14 paginiInforme de Laboratorio de Quimica Organica II Obtencion Del Acido Acetil Salicilico ESPOLCamilo HernandezÎncă nu există evaluări
- Materiales de Uso General QuimicaDocument47 paginiMateriales de Uso General QuimicaPablo SazoÎncă nu există evaluări
- Marco ReferencialDocument5 paginiMarco ReferencialtibanaboyacaÎncă nu există evaluări
- Adhesivo Epoxico Multiproposito Baja Viscosidad Resistente Alto Modulo Sikadur 35 Hi Mod LVDocument4 paginiAdhesivo Epoxico Multiproposito Baja Viscosidad Resistente Alto Modulo Sikadur 35 Hi Mod LVjose antonioÎncă nu există evaluări
- Gases Nobles 2Document12 paginiGases Nobles 2Paul CastilloÎncă nu există evaluări
- FP 2013 Fisica 3 AmortiguadoDocument23 paginiFP 2013 Fisica 3 AmortiguadoSantiago ValdezÎncă nu există evaluări
- Mapa MentalDocument3 paginiMapa MentalDiego RMÎncă nu există evaluări
- PRACTICA 3. Preparacion de Soluciones y Volumetria 1.4Document6 paginiPRACTICA 3. Preparacion de Soluciones y Volumetria 1.4Omar OrtizÎncă nu există evaluări
- Categorias y SimbolosDocument3 paginiCategorias y SimboloswalterinosilvaÎncă nu există evaluări
- CobaltoDocument55 paginiCobaltoJavier Aramayo Leon100% (2)
- Tuthill SDV PDFDocument8 paginiTuthill SDV PDFEulogio Tarija SerrudoÎncă nu există evaluări
- Quién Fue Daniel BernoulliDocument22 paginiQuién Fue Daniel BernoulliAvanzac HvcaÎncă nu există evaluări
- Hongos - Informe de BotánicaDocument4 paginiHongos - Informe de BotánicaMary Roses0% (1)
- Pérdidas de energía en sistemas de tuberíasDocument7 paginiPérdidas de energía en sistemas de tuberíasEsteban Charria GironÎncă nu există evaluări
- DCFL3PRLAB (0900512280f1ac5b)Document12 paginiDCFL3PRLAB (0900512280f1ac5b)Anonymous Y89FR8dhFÎncă nu există evaluări