S-ar putea să vă placă și
- CMPAPPP Separator Vessel and Filter Design GuideDocument18 paginiCMPAPPP Separator Vessel and Filter Design GuideJWilson73Încă nu există evaluări
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentDe la EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentÎncă nu există evaluări
- Bulk Water SeparationDocument1 paginăBulk Water SeparationSean MiddletonÎncă nu există evaluări
- Minimum Submergence Required For Vortex Breaker - Industrial Professionals - Cheresources - Com CommunityDocument7 paginiMinimum Submergence Required For Vortex Breaker - Industrial Professionals - Cheresources - Com CommunitySHIÎncă nu există evaluări
- GoyalDocument3 paginiGoyalVan LeÎncă nu există evaluări
- Process Heat Transfer Hof MasterDocument327 paginiProcess Heat Transfer Hof MastersdrtfgÎncă nu există evaluări
- High Gas Volume Vertical Knock-Out Drum Liquid RemovalDocument3 paginiHigh Gas Volume Vertical Knock-Out Drum Liquid RemovalArynda Dimas SadewoÎncă nu există evaluări
- Fisher D4 Product BulletinDocument12 paginiFisher D4 Product BulletindocrafiÎncă nu există evaluări
- NGL SeparationDocument6 paginiNGL SeparationhoustonmathÎncă nu există evaluări
- Installation Procedure - 1200ADocument18 paginiInstallation Procedure - 1200AHarshkumar PatelÎncă nu există evaluări
- Air Cooler Design and Principle EIEPD 1696073698Document58 paginiAir Cooler Design and Principle EIEPD 1696073698Evandro Silva100% (1)
- CPMA Ch. 20.3 Measurement of Multiphase Flow Working GroupDocument1 paginăCPMA Ch. 20.3 Measurement of Multiphase Flow Working GroupeduardoÎncă nu există evaluări
- Page 1 of 5 Compressor Blocked Discharge - Chemical EngineersDocument5 paginiPage 1 of 5 Compressor Blocked Discharge - Chemical EngineersKarthikeyan SivaÎncă nu există evaluări
- AlphaSEP Coalescers PDFDocument12 paginiAlphaSEP Coalescers PDFRajesh KrishnamoorthyÎncă nu există evaluări
- PSV Load Calculation For Gas Expantion Fire Case PDFDocument2 paginiPSV Load Calculation For Gas Expantion Fire Case PDFAnonymous V5UYBUMaÎncă nu există evaluări
- Control Valve Data Sheet Form S20 50 PDFDocument4 paginiControl Valve Data Sheet Form S20 50 PDFPanner2009Încă nu există evaluări
- Kg-Tower ManualDocument5 paginiKg-Tower ManualJohnny50% (2)
- Att2 Baretti InternalsDocument36 paginiAtt2 Baretti InternalsAli MetinÎncă nu există evaluări
- Peerless Separation & Filtration SolutionsDocument2 paginiPeerless Separation & Filtration SolutionsJose Rodrigo Salguero DuranÎncă nu există evaluări
- Plate Hydraulic Design ExampleDocument53 paginiPlate Hydraulic Design ExampleChristopher RileyÎncă nu există evaluări
- CFD predictions on Liquid Pressure Recovery Factor (FL) for control valvesDocument9 paginiCFD predictions on Liquid Pressure Recovery Factor (FL) for control valvesAshok SureshÎncă nu există evaluări
- User's GuideDocument30 paginiUser's GuideAnonymous Wd2KONÎncă nu există evaluări
- 4 SPE-77495-Increasing Separation Capacity With New and Proven TechnologiesDocument6 pagini4 SPE-77495-Increasing Separation Capacity With New and Proven TechnologiesDavid VMÎncă nu există evaluări
- Air Coolers Excerpt From Rules of Thumb For Chemical EngineersDocument3 paginiAir Coolers Excerpt From Rules of Thumb For Chemical Engineershalder_kalyan9216Încă nu există evaluări
- Den Con CatalogDocument36 paginiDen Con Catalogbaskaran vÎncă nu există evaluări
- Horizontal - THREE (Revisar, Petroleum and Gas Field ProcessingDocument4 paginiHorizontal - THREE (Revisar, Petroleum and Gas Field Processingrene123456789eduardoÎncă nu există evaluări
- PC 2 2008 MohaddecyDocument8 paginiPC 2 2008 MohaddecyAnonymous 1FaavtÎncă nu există evaluări
- Infytq With SolutionsDocument37 paginiInfytq With SolutionsÃbhilâśh Rêddÿ100% (1)
- Flaresim BrochureDocument2 paginiFlaresim BrochureerjainrachitÎncă nu există evaluări
- Compressors How To Achieve High Reliability & Availability (Electronics)Document55 paginiCompressors How To Achieve High Reliability & Availability (Electronics)Anonymous IGtWHoi0Încă nu există evaluări
- TEG Dehydration May'13Document26 paginiTEG Dehydration May'13Aditya DubeyÎncă nu există evaluări
- Dynamic simulation and process control with Aspen HYSYSDocument79 paginiDynamic simulation and process control with Aspen HYSYSCamilo Diaz100% (1)
- FlareDocument39 paginiFlareMuhammad Tahir RazaÎncă nu există evaluări
- Optimized Design Method for Segmentally Baffled Shell-and-Tube Heat ExchangersDocument6 paginiOptimized Design Method for Segmentally Baffled Shell-and-Tube Heat ExchangersacckypenrynÎncă nu există evaluări
- Gun Barrel Sizing For Crude Oil DehydrationDocument3 paginiGun Barrel Sizing For Crude Oil DehydrationRicardo BecÎncă nu există evaluări
- FLARENETDocument19 paginiFLARENETrohmanÎncă nu există evaluări
- Flaresim Getting StartedDocument116 paginiFlaresim Getting Startedfiqry DarwansyahÎncă nu există evaluări
- FLARENET Getting Started GuideDocument60 paginiFLARENET Getting Started Guidealastairwong90Încă nu există evaluări
- Definition & Types of Reboilers - A. Thermosiphon - : Reboiler CircuitsDocument2 paginiDefinition & Types of Reboilers - A. Thermosiphon - : Reboiler CircuitsWade ColemanÎncă nu există evaluări
- Ejector technology for efficient and cost effective flare gas recoveryDocument10 paginiEjector technology for efficient and cost effective flare gas recoverySdadÎncă nu există evaluări
- Air-Cooled Heat ExchangersDocument39 paginiAir-Cooled Heat ExchangersShrutika Telange50% (2)
- Non-exhaustive structural design criteriaDocument22 paginiNon-exhaustive structural design criteriamarin cristian100% (1)
- Consider Bottom Venting For Reactive LiquidDocument10 paginiConsider Bottom Venting For Reactive LiquidAndri SaputraÎncă nu există evaluări
- Sampling Systems StandardDocument54 paginiSampling Systems StandardLuis Carlos CabreraÎncă nu există evaluări
- The Lease Pumper Testing, Treating, and Selling Crude Oil Section B Methods Used To Treat BS&W B-1. Overview of Treating MethodsDocument4 paginiThe Lease Pumper Testing, Treating, and Selling Crude Oil Section B Methods Used To Treat BS&W B-1. Overview of Treating Methodsgad48050% (2)
- Dynamic SimulationDocument22 paginiDynamic SimulationUsama IqbalÎncă nu există evaluări
- CyrogenicDocument4 paginiCyrogenicBayu SaputraÎncă nu există evaluări
- Chemical & Process Technology: Pressure VesselsDocument4 paginiChemical & Process Technology: Pressure VesselsAmlan SahaÎncă nu există evaluări
- 10 1016@j Jngse 2016 01 016Document37 pagini10 1016@j Jngse 2016 01 016saiful bahriÎncă nu există evaluări
- Introduction To Process Simulation of Plant DesignDocument41 paginiIntroduction To Process Simulation of Plant DesignKhairul Anwar Abd HamidÎncă nu există evaluări
- Specifying Shell and Tube Heat ExchangersDocument10 paginiSpecifying Shell and Tube Heat ExchangersMicheal BrooksÎncă nu există evaluări
- Filtration and SeparationDocument2 paginiFiltration and SeparationantoniojaviermaciasÎncă nu există evaluări
- Handbook of Thermal Conductivity, Volume 3: Organic Compounds C8 to C28De la EverandHandbook of Thermal Conductivity, Volume 3: Organic Compounds C8 to C28Încă nu există evaluări
- AIChE Equipment Testing Procedure - Trayed and Packed Columns: A Guide to Performance EvaluationDe la EverandAIChE Equipment Testing Procedure - Trayed and Packed Columns: A Guide to Performance EvaluationÎncă nu există evaluări
- Polymer Composite Systems in Pipeline Repair: Design, Manufacture, Application, and Environmental ImpactsDe la EverandPolymer Composite Systems in Pipeline Repair: Design, Manufacture, Application, and Environmental ImpactsSanjay Mavinkere RangappaÎncă nu există evaluări
- Statistics for Process Control Engineers: A Practical ApproachDe la EverandStatistics for Process Control Engineers: A Practical ApproachÎncă nu există evaluări
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7De la EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7Încă nu există evaluări
- Plant Engineering and Design The Ultimate Step-By-Step GuideDe la EverandPlant Engineering and Design The Ultimate Step-By-Step GuideÎncă nu există evaluări
- Principles and Case Studies of Simultaneous DesignDe la EverandPrinciples and Case Studies of Simultaneous DesignÎncă nu există evaluări
- Facts at Your Fingertips-201105-Pressure Measurement ConsiderationsDocument1 paginăFacts at Your Fingertips-201105-Pressure Measurement Considerationsonizuka-t2263Încă nu există evaluări
- Facts at Your Fingertips-201101-Hansen Solubility Parameters (HSP)Document1 paginăFacts at Your Fingertips-201101-Hansen Solubility Parameters (HSP)onizuka-t2263Încă nu există evaluări
- Facts at Your Fingertips-201104-Hopper Inserts For Improved Solids FlowDocument1 paginăFacts at Your Fingertips-201104-Hopper Inserts For Improved Solids Flowonizuka-t2263Încă nu există evaluări
- Facts at Your Fingertips-201010-MSMPR Crystallization EquipmentDocument1 paginăFacts at Your Fingertips-201010-MSMPR Crystallization Equipmentonizuka-t2263Încă nu există evaluări
- Facts at Your Fingertips-201011-Viscosity MeasurementDocument1 paginăFacts at Your Fingertips-201011-Viscosity Measurementonizuka-t2263Încă nu există evaluări
- Facts at Your Fingertips-201103-Infrared Temperature MeasurementDocument1 paginăFacts at Your Fingertips-201103-Infrared Temperature Measurementonizuka-t2263Încă nu există evaluări
- Facts at Your Fingertips-201102-Control Valve Position SensorsDocument1 paginăFacts at Your Fingertips-201102-Control Valve Position Sensorsonizuka-t2263Încă nu există evaluări
- Controlling membrane foulingDocument1 paginăControlling membrane foulingonizuka-t2263Încă nu există evaluări
- Facts at Your Fingertips-201002-Positive Displacement PumpsDocument1 paginăFacts at Your Fingertips-201002-Positive Displacement Pumpsonizuka-t2263Încă nu există evaluări
- Facts at Your Fingertips-201006-Fluid MechanicsDocument1 paginăFacts at Your Fingertips-201006-Fluid Mechanicsonizuka-t2263Încă nu există evaluări
- Facts at Your Fingertips-201012-Project Design Decision-Making Option ListsDocument1 paginăFacts at Your Fingertips-201012-Project Design Decision-Making Option Listsonizuka-t2263Încă nu există evaluări
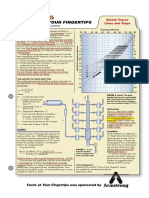
- Steam Tracer Lines and Traps GuideDocument1 paginăSteam Tracer Lines and Traps Guideonizuka-t2263Încă nu există evaluări
- Facts at Your Fingertips-201007-Conservation Economics Carbon Pricing ImpactsDocument1 paginăFacts at Your Fingertips-201007-Conservation Economics Carbon Pricing Impactsonizuka-t2263Încă nu există evaluări
- Heat Transfer Fluids: System FiltrationDocument1 paginăHeat Transfer Fluids: System Filtrationonizuka-t2263Încă nu există evaluări
- CHE Facts 0410Document1 paginăCHE Facts 0410gwinnruÎncă nu există evaluări
- Steam Tracer Lines and Traps GuideDocument1 paginăSteam Tracer Lines and Traps Guideonizuka-t2263Încă nu există evaluări
- Facts at Your Fingertips-201005-Burner Operating Characteristics PDFDocument1 paginăFacts at Your Fingertips-201005-Burner Operating Characteristics PDFonizuka-t2263Încă nu există evaluări
- Facts at Your Fingertips-201001-Low-Pressure MeasurementDocument1 paginăFacts at Your Fingertips-201001-Low-Pressure Measurementonizuka-t2263Încă nu există evaluări
- Facts at Your Fingertips-200909-Heat Transfer System Design IIDocument1 paginăFacts at Your Fingertips-200909-Heat Transfer System Design IIonizuka-t2263Încă nu există evaluări
- Facts at Your Fingertips-201002-Positive Displacement PumpsDocument1 paginăFacts at Your Fingertips-201002-Positive Displacement Pumpsonizuka-t2263Încă nu există evaluări
- Facts at Your Fingertips-201005-Burner Operating Characteristics PDFDocument1 paginăFacts at Your Fingertips-201005-Burner Operating Characteristics PDFonizuka-t2263Încă nu există evaluări
- Facts at Your Fingertips-200907-Flowmeter SelectionDocument2 paginiFacts at Your Fingertips-200907-Flowmeter Selectiononizuka-t2263Încă nu există evaluări
- Above and Underground Storage Tanks PDFDocument1 paginăAbove and Underground Storage Tanks PDFrasik.kiraneÎncă nu există evaluări
- CHE Facts 0410Document1 paginăCHE Facts 0410gwinnruÎncă nu există evaluări
- Facts at Your Fingertips-201001-Low-Pressure MeasurementDocument1 paginăFacts at Your Fingertips-201001-Low-Pressure Measurementonizuka-t2263Încă nu există evaluări
- Facts at Your Fingertips-200910-Chemical Resistance of ThermoplasticsDocument1 paginăFacts at Your Fingertips-200910-Chemical Resistance of Thermoplasticsonizuka-t2263Încă nu există evaluări
- Facts at Your Fingertips-200912-Creating Installed Gain GraphsDocument1 paginăFacts at Your Fingertips-200912-Creating Installed Gain Graphsonizuka-t2263Încă nu există evaluări
- Specialty metals guide corrosion resistance and propertiesDocument1 paginăSpecialty metals guide corrosion resistance and propertiesonizuka-t2263Încă nu există evaluări
- Adsorption PDFDocument1 paginăAdsorption PDFrasik.kiraneÎncă nu există evaluări
- Facts at Your Fingertips-200905-Choosing A Control SystemDocument1 paginăFacts at Your Fingertips-200905-Choosing A Control Systemonizuka-t2263Încă nu există evaluări
- Plasma Hexane 2014 IEEE PDFDocument11 paginiPlasma Hexane 2014 IEEE PDFCAMILA COBOS MOLANOÎncă nu există evaluări
- CTI Refractory DocumentDocument93 paginiCTI Refractory Documentrupesh soniÎncă nu există evaluări
- Week 1 - Topic 7 - 1-7 Process Clean UtilitiesDocument10 paginiWeek 1 - Topic 7 - 1-7 Process Clean UtilitiesCelineÎncă nu există evaluări
- Unilab Suite - Thermophysic and Thermodinamics PropertiesDocument5 paginiUnilab Suite - Thermophysic and Thermodinamics PropertiesMbuso YendeÎncă nu există evaluări
- II Semester Physics Lab ManualDocument45 paginiII Semester Physics Lab ManualSivalingam Dinesh100% (3)
- Surface & Coatings Technology: Alberto Ceria, Peter J. HauserDocument7 paginiSurface & Coatings Technology: Alberto Ceria, Peter J. HauserSamuel MartinÎncă nu există evaluări
- Formation of Carbon Quantum Dots Via HydrothermalDocument10 paginiFormation of Carbon Quantum Dots Via HydrothermalCamilaÎncă nu există evaluări
- Production Catalogue Complete LRDocument204 paginiProduction Catalogue Complete LRcambraialopesÎncă nu există evaluări
- Bomba OblDocument24 paginiBomba OblJos RicardoÎncă nu există evaluări
- Chem HelpDocument29 paginiChem HelpRobyn KentÎncă nu există evaluări
- Ass.1 FluidDocument13 paginiAss.1 FluidRamez RaymonÎncă nu există evaluări
- Hermetic Pumpen Canned Motor Pumps Catalogue For Model CN - CNF - CNKDocument16 paginiHermetic Pumpen Canned Motor Pumps Catalogue For Model CN - CNF - CNKADITYA_PATHAKÎncă nu există evaluări
- Module 1 Lec 2 - THERMODYNAMICS 2nd QTR SY1112 PDFDocument8 paginiModule 1 Lec 2 - THERMODYNAMICS 2nd QTR SY1112 PDFJason JohnsonÎncă nu există evaluări
- Understanding States of MatterDocument6 paginiUnderstanding States of MatterJenjen GammadÎncă nu există evaluări
- ASME B31.4 Pipeline Transportation SystemsDocument69 paginiASME B31.4 Pipeline Transportation Systemshussein100% (1)
- AFCAT GK General ScienceDocument53 paginiAFCAT GK General Sciencerustam1rioÎncă nu există evaluări
- Large Scale Fertilizer Coating ProcessDocument1 paginăLarge Scale Fertilizer Coating ProcessĐoàn TrangÎncă nu există evaluări
- Addis Ababa Science and Technology University: College of Biological and Chemical EngineeringDocument74 paginiAddis Ababa Science and Technology University: College of Biological and Chemical EngineeringMULAT DEGAREGEÎncă nu există evaluări
- State ChangesDocument4 paginiState ChangesSaanvi LambaÎncă nu există evaluări
- Applications Presentation - Paper MillDocument34 paginiApplications Presentation - Paper MillGonzalo Alonso QuintanaÎncă nu există evaluări
- Diaphragm Accumulator - AMW - 13.001 Rev.6Document8 paginiDiaphragm Accumulator - AMW - 13.001 Rev.6srikanthÎncă nu există evaluări
- Chemistry Module Form 4 Complete Set PDFDocument197 paginiChemistry Module Form 4 Complete Set PDFFathimah AzzahrohÎncă nu există evaluări
- Filters: CCR Platforming Process UnitDocument3 paginiFilters: CCR Platforming Process UnitAnwar SadatÎncă nu există evaluări
- D2578 PDFDocument4 paginiD2578 PDFjai soniÎncă nu există evaluări
- Notes Ws Phase Diagram Vapor Pressure KeyDocument4 paginiNotes Ws Phase Diagram Vapor Pressure KeyVanessa JabagatÎncă nu există evaluări
- Lectures Notes in Combustion FinalDocument66 paginiLectures Notes in Combustion FinalMahmoud Abdelghafar ElhussienyÎncă nu există evaluări
- Water As Therapeutic AgentDocument27 paginiWater As Therapeutic AgentHamidÎncă nu există evaluări
- Hydra Grease-Eater Enzyme LiquidDocument13 paginiHydra Grease-Eater Enzyme LiquidAmyWhite11Încă nu există evaluări
- NDA Physics MCQs For PracticeDocument10 paginiNDA Physics MCQs For Practicekumar HarshÎncă nu există evaluări
- Rac Lab ManualDocument69 paginiRac Lab ManualHrshita SinghÎncă nu există evaluări