S-ar putea să vă placă și
- Static Electrification: Standard Test Method ForDocument10 paginiStatic Electrification: Standard Test Method Forastewayb_964354182Încă nu există evaluări
- Pamphlet 121 - Explosive Properties - Ed. 3 - 01-2009Document37 paginiPamphlet 121 - Explosive Properties - Ed. 3 - 01-2009sangoi87Încă nu există evaluări
- Journal of Loss Prevention in The Process IndustriesDocument12 paginiJournal of Loss Prevention in The Process IndustriesPredrag RaskovicÎncă nu există evaluări
- Explosion of Hydrocarbon Fuels: Aviation Fire Dynamics - Spring 2013Document91 paginiExplosion of Hydrocarbon Fuels: Aviation Fire Dynamics - Spring 2013Anonymous TVSJ41mN100% (1)
- Preventing ExplosionDocument4 paginiPreventing ExplosionBtbayr BaatadÎncă nu există evaluări
- TA Chemicals Guide en LRDocument24 paginiTA Chemicals Guide en LRYehor HorbatkoÎncă nu există evaluări
- Quantitative Risk Assessment of The Italian Gas Distribution Network Journal of Loss Prevention in The Process IndustriesDocument13 paginiQuantitative Risk Assessment of The Italian Gas Distribution Network Journal of Loss Prevention in The Process IndustriesRaúlÎncă nu există evaluări
- LBritton Static Hazards in FIBCDocument22 paginiLBritton Static Hazards in FIBCAnonymous 1XHScfCIÎncă nu există evaluări
- Protected System: Protecting Relief Device EquipmentDocument23 paginiProtected System: Protecting Relief Device Equipmentanamaria ursuÎncă nu există evaluări
- Risk Analysis of Flammable Refrigerant Handling During Service and Maintenance ActivitiesDocument8 paginiRisk Analysis of Flammable Refrigerant Handling During Service and Maintenance ActivitiesdaÎncă nu există evaluări
- Hazard Studies InfoDocument14 paginiHazard Studies InfoMarioNevesÎncă nu există evaluări
- Flammable Refrigerant Safety Guide 2013 PDFDocument75 paginiFlammable Refrigerant Safety Guide 2013 PDFAhmed AzadÎncă nu există evaluări
- A Framework For Ignition Probability of Flammable Gas Clouds - ICHEMEDocument12 paginiA Framework For Ignition Probability of Flammable Gas Clouds - ICHEMEchem_taÎncă nu există evaluări
- Understanding and Preventing Metal Dust HazardsDocument9 paginiUnderstanding and Preventing Metal Dust HazardsBobKatÎncă nu există evaluări
- Mental Models of Safety - Do Managers and Employees See Eye To EyeDocument14 paginiMental Models of Safety - Do Managers and Employees See Eye To EyeCelso MendesÎncă nu există evaluări
- Explosion StudyDocument24 paginiExplosion StudyCenk Yağız ÖzçelikÎncă nu există evaluări
- SAFETY GUIDE - A Strategic Guide To Characterization Handling Dusts and Powders SafelyDocument48 paginiSAFETY GUIDE - A Strategic Guide To Characterization Handling Dusts and Powders SafelyJuan Carlos Guerrero RÎncă nu există evaluări
- Chemical Exposure IndexDocument23 paginiChemical Exposure IndexwankartikaÎncă nu există evaluări
- Effective Spray Painting Booth Room PDFDocument5 paginiEffective Spray Painting Booth Room PDFAnurag SrivastavaÎncă nu există evaluări
- Relief Sizing FormulaDocument6 paginiRelief Sizing FormulaCKLin888Încă nu există evaluări
- How To: Model AccidentsDocument8 paginiHow To: Model AccidentsamanmajidÎncă nu există evaluări
- Is/iec 60079.30.1.2007Document31 paginiIs/iec 60079.30.1.2007camspsÎncă nu există evaluări
- Hazardous Substances and Human Health: Exposure, Impact and External Cost Assessment at the European ScaleDe la EverandHazardous Substances and Human Health: Exposure, Impact and External Cost Assessment at the European ScaleÎncă nu există evaluări
- REMBE - Explosion Protection BasicsDocument95 paginiREMBE - Explosion Protection BasicsHH KevinÎncă nu există evaluări
- 5 - Development of A Risk-Based Maintenance Strategy Using FMEA For A Continuous Catalytic Reforming PlantDocument8 pagini5 - Development of A Risk-Based Maintenance Strategy Using FMEA For A Continuous Catalytic Reforming PlantNur Azizah NasutionÎncă nu există evaluări
- Explosion Venting RequirementsDocument6 paginiExplosion Venting Requirementsamariei_niculinaÎncă nu există evaluări
- Consequence Analysis of BLEVE Scenario I PDFDocument4 paginiConsequence Analysis of BLEVE Scenario I PDFArun KumarÎncă nu există evaluări
- Blast Wave Parameters For Spherical Explosives Detonation in Free Air PDFDocument12 paginiBlast Wave Parameters For Spherical Explosives Detonation in Free Air PDFYonish SisoÎncă nu există evaluări
- Combustible DustDocument9 paginiCombustible Dustingbarragan87100% (1)
- Flacs 英文使用手册 PDFDocument291 paginiFlacs 英文使用手册 PDFrradd2006Încă nu există evaluări
- Beacon-Overflow+ignition Source PDFDocument1 paginăBeacon-Overflow+ignition Source PDFjargiaÎncă nu există evaluări
- H Ha An ND Dlliin NG G: FlammableDocument9 paginiH Ha An ND Dlliin NG G: Flammableedgardiaz5519Încă nu există evaluări
- Ventilation of Underground MinesDocument30 paginiVentilation of Underground MinesMatra ToejoehÎncă nu există evaluări
- IChemE-Tce - Dangers of Static Electricity in The Pharmaceutical IndustryDocument3 paginiIChemE-Tce - Dangers of Static Electricity in The Pharmaceutical Industrysl1828100% (1)
- Moderation of Dust Explosions PDFDocument13 paginiModeration of Dust Explosions PDFSawita LertsupochavanichÎncă nu există evaluări
- Three Mile Island AccidentDocument8 paginiThree Mile Island AccidentJeyakrishnan CÎncă nu există evaluări
- Report Dust Explosion Protection Using Flameless VentingDocument18 paginiReport Dust Explosion Protection Using Flameless Venting설동하Încă nu există evaluări
- Flammable LiquidsDocument5 paginiFlammable Liquidsmayb_Încă nu există evaluări
- Combustible Dust Course For Die Casting Industry EmployeesDocument122 paginiCombustible Dust Course For Die Casting Industry EmployeesjosethompsonÎncă nu există evaluări
- Journal of Loss Prevention in The Process Industries: O.N. Aneziris, I.A. Papazoglou, M. Konstantinidou, Z. NivolianitouDocument13 paginiJournal of Loss Prevention in The Process Industries: O.N. Aneziris, I.A. Papazoglou, M. Konstantinidou, Z. NivolianitouPawan ChaturvediÎncă nu există evaluări
- Fundamentals of Risk Management for Process Industry EngineersDe la EverandFundamentals of Risk Management for Process Industry EngineersÎncă nu există evaluări
- ALD Additive Manufacturing VIGA-EIGA Broschure-1 PDFDocument4 paginiALD Additive Manufacturing VIGA-EIGA Broschure-1 PDFVenkateswaran KrishnamurthyÎncă nu există evaluări
- Peroxides PDFDocument16 paginiPeroxides PDFxcvÎncă nu există evaluări
- NFPA Combustible Dust CodeDocument11 paginiNFPA Combustible Dust CodeRoadieÎncă nu există evaluări
- Prevention and Control of Ignition Sources in The Explosives IndustryDocument15 paginiPrevention and Control of Ignition Sources in The Explosives IndustryMoynomanÎncă nu există evaluări
- Human Factors (HOF) in ATEXDocument6 paginiHuman Factors (HOF) in ATEXMarcus HartfelderÎncă nu există evaluări
- DSEAR Risk Assessment FormDocument4 paginiDSEAR Risk Assessment FormAndrei VÎncă nu există evaluări
- Limiting Oxygen Concentrations of Gases: Process Safety Progress (Vol.35, No.1) March 2016 107Document8 paginiLimiting Oxygen Concentrations of Gases: Process Safety Progress (Vol.35, No.1) March 2016 107missa ltqtcbm5Încă nu există evaluări
- Melamine Formaldehyde Curing Studies andDocument7 paginiMelamine Formaldehyde Curing Studies andtahera aqeelÎncă nu există evaluări
- Evaporation RateDocument9 paginiEvaporation Ratedei_sandeep7994Încă nu există evaluări
- Risk-Based Maintenance RBM A QuantitativDocument13 paginiRisk-Based Maintenance RBM A QuantitativandersonviÎncă nu există evaluări
- 2 Consequence Modelling - Overview of HazardsDocument75 pagini2 Consequence Modelling - Overview of HazardsJeampierr Jiménez Chero100% (1)
- Honeywell Rodgers Presentation PDFDocument57 paginiHoneywell Rodgers Presentation PDFdavid0775Încă nu există evaluări
- Nasa TM 2006 214346Document50 paginiNasa TM 2006 214346kilcoo316Încă nu există evaluări
- Metal Dust Explosion Protection Best Practices Fike v5Document10 paginiMetal Dust Explosion Protection Best Practices Fike v5luis somozaÎncă nu există evaluări
- Gas Explosion Generated Drag Loads in Offshore InstallationsDocument6 paginiGas Explosion Generated Drag Loads in Offshore Installationsigor VladimirovichÎncă nu există evaluări
- Sizing of Dust Explosion Vents in The Process IndustriesDocument12 paginiSizing of Dust Explosion Vents in The Process IndustriesjosethompsonÎncă nu există evaluări
- FLACSDocument203 paginiFLACSKhamphanhÎncă nu există evaluări
- 1 5046330373705826377Document86 pagini1 5046330373705826377manojballaÎncă nu există evaluări
- Lecture Notes:: Risk Assessment & Risk ManagementDocument25 paginiLecture Notes:: Risk Assessment & Risk Managementeladio30Încă nu există evaluări
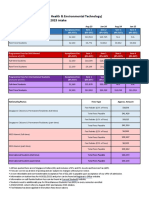
- MSC SHE Fees AY2023-2024 Cohort Jan2024 IntakeDocument1 paginăMSC SHE Fees AY2023-2024 Cohort Jan2024 Intakehuat86Încă nu există evaluări
- MSC SHE Fees AY2022-2023 Cohort Aug2022 IntakeDocument1 paginăMSC SHE Fees AY2022-2023 Cohort Aug2022 Intakehuat86Încă nu există evaluări
- MSC SHE Fees AY2022-2023 Cohort Jan2023 IntakeDocument1 paginăMSC SHE Fees AY2022-2023 Cohort Jan2023 Intakehuat86Încă nu există evaluări
- portSG and PartnersDocument5 paginiportSG and Partnershuat86Încă nu există evaluări
- MSC SHE Fees AY2023-2024 Cohort Aug2023 IntakeDocument1 paginăMSC SHE Fees AY2023-2024 Cohort Aug2023 Intakehuat86Încă nu există evaluări
- Family MembersDocument6 paginiFamily Membershuat86Încă nu există evaluări
- Goats and GiantDocument2 paginiGoats and Gianthuat86Încă nu există evaluări
- UBS Tops Ranking As Private Banks in Asia Expand Assets 29%, Banking News & Top Stories - The Straits TimesDocument1 paginăUBS Tops Ranking As Private Banks in Asia Expand Assets 29%, Banking News & Top Stories - The Straits Timeshuat86Încă nu există evaluări
- The Straits Times - Breaking News, Singapore News, Asia and World News & MultimediaDocument8 paginiThe Straits Times - Breaking News, Singapore News, Asia and World News & Multimediahuat86Încă nu există evaluări
- Ss 5742Document9 paginiSs 5742huat86Încă nu există evaluări
- Singapore Economy Grew 4Document2 paginiSingapore Economy Grew 4huat86Încă nu există evaluări
- Banks Banks Period Fixed Fixed Deposits Deposits End ofDocument5 paginiBanks Banks Period Fixed Fixed Deposits Deposits End ofhuat86Încă nu există evaluări
- WSH Guidelines On Flammable MaterialsDocument99 paginiWSH Guidelines On Flammable Materialshuat86Încă nu există evaluări
- Stoody 104Document1 paginăStoody 104JUAN DAVID ESPITIAÎncă nu există evaluări
- Metal Cutting Processes 1 - TurningDocument14 paginiMetal Cutting Processes 1 - TurningmostafaÎncă nu există evaluări
- Lateral Support of Wood Beams in Residential Structures PDFDocument4 paginiLateral Support of Wood Beams in Residential Structures PDFBrian-Marti BoatrightÎncă nu există evaluări
- Trolleys 1Document40 paginiTrolleys 1Márcio AlvesÎncă nu există evaluări
- Design Criteria For Large Box Culverts (Main Road)Document9 paginiDesign Criteria For Large Box Culverts (Main Road)Yoshua YangÎncă nu există evaluări
- Sandwichtechnique 160426185329Document21 paginiSandwichtechnique 160426185329Dhari albthaliÎncă nu există evaluări
- Experiment 1: Colligative Properties: Determination of The Molar Mass of A Compound by Freezing Point DepressionDocument7 paginiExperiment 1: Colligative Properties: Determination of The Molar Mass of A Compound by Freezing Point Depressionjordy745Încă nu există evaluări
- Chemical EngineeringDocument92 paginiChemical Engineeringgwinnru100% (1)
- Huawei FM1000A40 V200R003C00 IT Maintenance GuideDocument179 paginiHuawei FM1000A40 V200R003C00 IT Maintenance GuideJesusÎncă nu există evaluări
- STADIUM EstimateDocument13 paginiSTADIUM EstimateRajeswari Ramakrishnan100% (1)
- Nitrogenous Oxygen DemandDocument21 paginiNitrogenous Oxygen DemandBharat MahajanÎncă nu există evaluări
- 4325e Contoil VzoDocument28 pagini4325e Contoil VzoChristian Believers' Assembly BorivaliÎncă nu există evaluări
- 910 Paint RemoverDocument5 pagini910 Paint Removersepri manerson sinagaÎncă nu există evaluări
- LCA Methodology ReportDocument95 paginiLCA Methodology ReportMOHAMEDABBASÎncă nu există evaluări
- Catalogo Masel OrtodonciaDocument171 paginiCatalogo Masel OrtodonciaJuan OntiverosÎncă nu există evaluări
- ASDFDocument8 paginiASDFrajesh2ndÎncă nu există evaluări
- Inspection ProcedureDocument3 paginiInspection Proceduregstketut0% (1)
- List Din STD For PipeDocument11 paginiList Din STD For PipeybazyariÎncă nu există evaluări
- Silicon Wafer Wetability On Metal Thin Film MorphologyDocument8 paginiSilicon Wafer Wetability On Metal Thin Film MorphologyLee chong looÎncă nu există evaluări
- SOP For Refrigeration PlantDocument37 paginiSOP For Refrigeration PlantGaurav Swarup67% (3)
- Loss Coeff KL On Valves & FittingsDocument5 paginiLoss Coeff KL On Valves & FittingsJoren HuernoÎncă nu există evaluări
- Datasheet - Uni QNB CDocument4 paginiDatasheet - Uni QNB CYeisonÎncă nu există evaluări
- Ijms 23 12652 v2Document12 paginiIjms 23 12652 v2Deym GómezÎncă nu există evaluări
- Me2401 Mechatronics - 2 Marks With Answer PDFDocument15 paginiMe2401 Mechatronics - 2 Marks With Answer PDFSiva RamanÎncă nu există evaluări
- $R5AM2WWDocument2 pagini$R5AM2WWSurood SuruÎncă nu există evaluări
- Ful 56 Introducción A La Maquina ÍnternaDocument4 paginiFul 56 Introducción A La Maquina Ínternafernando rochaÎncă nu există evaluări
- Spot Learning (Autosaved) (Autosaved) PDFDocument159 paginiSpot Learning (Autosaved) (Autosaved) PDFaraz_1985Încă nu există evaluări
- PowerPoint Sample: BioDiesel Production Power Point PresentationDocument16 paginiPowerPoint Sample: BioDiesel Production Power Point PresentationJohn MelendezÎncă nu există evaluări
- Repair Procedure Slug CatcherDocument4 paginiRepair Procedure Slug Catchershabbir626100% (1)
- Transmision FunkDocument98 paginiTransmision FunkManuel Jesús Zhicay Quillay100% (1)