S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (894)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- v2 Led LCD Screen Panel Repair MIRKODocument213 paginiv2 Led LCD Screen Panel Repair MIRKOErRobert Ch96% (25)
- Research Proposal PlymouthDocument8 paginiResearch Proposal PlymouthKetutTomySuhariÎncă nu există evaluări
- Epiqa Demo Manual Version 2.2.1 FinalDocument68 paginiEpiqa Demo Manual Version 2.2.1 FinalBenfredj KhalilÎncă nu există evaluări
- Transformer Less Power Supplies Resistive and CapacitiveDocument14 paginiTransformer Less Power Supplies Resistive and Capacitivechatmar-thailand-3038Încă nu există evaluări
- Artificial Intelligence VOLUME II (AI Course Book 2)Document352 paginiArtificial Intelligence VOLUME II (AI Course Book 2)Rey TiburonÎncă nu există evaluări
- Amplifier Clase DDocument12 paginiAmplifier Clase DRey TiburonÎncă nu există evaluări
- 10W Per Channel Stereo AmplifierDocument6 pagini10W Per Channel Stereo AmplifierRey TiburonÎncă nu există evaluări
- Easy Stereo Amplifier Circuit IC TDA 2003Document1 paginăEasy Stereo Amplifier Circuit IC TDA 2003Rey TiburonÎncă nu există evaluări
- Presentationonehvtransmissionlines 141216031423 Conversion Gate01 PDFDocument151 paginiPresentationonehvtransmissionlines 141216031423 Conversion Gate01 PDFRey TiburonÎncă nu există evaluări
- 555 Datasheet Revb1 PDFDocument8 pagini555 Datasheet Revb1 PDFRey TiburonÎncă nu există evaluări
- MOSFET TutorialDocument39 paginiMOSFET Tutorialnoor_dcetÎncă nu există evaluări
- Coil TestDocument1 paginăCoil TestIwan BerlianÎncă nu există evaluări
- Arduinobasedintelligentgreenhouse 140523094327 Phpapp02Document51 paginiArduinobasedintelligentgreenhouse 140523094327 Phpapp02Rey TiburonÎncă nu există evaluări
- Make It Right: Micro + MACRO MIR Floating HouseDocument2 paginiMake It Right: Micro + MACRO MIR Floating HousePimpinela GrooveÎncă nu există evaluări
- HANDBOOK FOR DIGITAL PROJECTS:A Management Toolfor Preservation AndaccessDocument182 paginiHANDBOOK FOR DIGITAL PROJECTS:A Management Toolfor Preservation AndaccessDalia GuerreiroÎncă nu există evaluări
- Panasonic SA-AK750GCPDocument106 paginiPanasonic SA-AK750GCPvasilemil100% (1)
- Proyectos Divertidos para Estudiantes de ElectronicaDocument191 paginiProyectos Divertidos para Estudiantes de Electronica2006electro3392Încă nu există evaluări
- ELECTRONIC PROJECTS FOR MUSICIANS by Craig Anderton PDFDocument219 paginiELECTRONIC PROJECTS FOR MUSICIANS by Craig Anderton PDFRey TiburonÎncă nu există evaluări
- Telwin Tecnica 144-164 Welding-Inverter SMDocument21 paginiTelwin Tecnica 144-164 Welding-Inverter SMAndreea TudoseÎncă nu există evaluări
- Maquina CNC Con Todas Sus MedidasDocument54 paginiMaquina CNC Con Todas Sus MedidasUlisses FabianoÎncă nu există evaluări
- Basic Electronic ComponentsDocument28 paginiBasic Electronic ComponentsJafar ShaikhÎncă nu există evaluări
- ADocument842 paginiARey TiburonÎncă nu există evaluări
- Ai ML Demystified Mwux2017 Final 171016011705Document66 paginiAi ML Demystified Mwux2017 Final 171016011705maroro11Încă nu există evaluări
- Maheshpicarmavr 130912012611 Phpapp01Document113 paginiMaheshpicarmavr 130912012611 Phpapp01Rey TiburonÎncă nu există evaluări
- Wirelessrfmoduleabhi 120911035259 Phpapp01Document43 paginiWirelessrfmoduleabhi 120911035259 Phpapp01Rey TiburonÎncă nu există evaluări
- Coil Less AM Receiver PDFDocument1 paginăCoil Less AM Receiver PDFRey TiburonÎncă nu există evaluări
- MicroSolutions January February 2018Document22 paginiMicroSolutions January February 2018Rey Tiburon100% (1)
- Constructional and technical info on Sinclair Project 80 modular hi-fi amplifier systemDocument32 paginiConstructional and technical info on Sinclair Project 80 modular hi-fi amplifier systemRey TiburonÎncă nu există evaluări
- Beck ZapperDocument6 paginiBeck ZapperAR RmsÎncă nu există evaluări
- Ac Motor Controls and Vfds WhitepaperDocument7 paginiAc Motor Controls and Vfds WhitepaperRey TiburonÎncă nu există evaluări
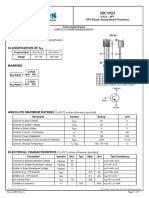
- NPN Plastic Transistor 2SC1923 Technical DataDocument1 paginăNPN Plastic Transistor 2SC1923 Technical DataRey TiburonÎncă nu există evaluări
- Architecture Basics: Elements of A Computer SystemDocument4 paginiArchitecture Basics: Elements of A Computer SystemJomelÎncă nu există evaluări
- Componentes Valores Quantidades Total: Linha AmdDocument2 paginiComponentes Valores Quantidades Total: Linha AmdWandreyverson Junio SilvaÎncă nu există evaluări
- Boeing-Stearman Kaydet PT13 - 17Document12 paginiBoeing-Stearman Kaydet PT13 - 17Mihaela Apostol100% (2)
- Leica Nova TS60 DS - enDocument2 paginiLeica Nova TS60 DS - enAl PerezÎncă nu există evaluări
- Coa by EshaanDocument64 paginiCoa by EshaanJust As I AmÎncă nu există evaluări
- E2505 p5vd2-mx Update PDFDocument108 paginiE2505 p5vd2-mx Update PDFziskeÎncă nu există evaluări
- Ergonomics For A ComputerDocument4 paginiErgonomics For A ComputerRicardo Moreira de CarvalhoÎncă nu există evaluări
- Service Description: Smartnet ServicesDocument5 paginiService Description: Smartnet Serviceszona5guateÎncă nu există evaluări
- Binary Tree Print SequenceDocument3 paginiBinary Tree Print Sequencesapaaa01Încă nu există evaluări
- Lesson 1 Word 2010Document22 paginiLesson 1 Word 2010Javier TapiaÎncă nu există evaluări
- Bomba Vertical Serie 4700 MultiestadoDocument31 paginiBomba Vertical Serie 4700 MultiestadoSebastian Andres Quilodran BaquedanoÎncă nu există evaluări
- CX Programer-Help-Instruction Sets - C-SeriesDocument8 paginiCX Programer-Help-Instruction Sets - C-SeriesddadaraÎncă nu există evaluări
- 060-4199-180 LMMDocument58 pagini060-4199-180 LMMPeter LapthorneÎncă nu există evaluări
- SDR Solution For MAKO Bermuda Project R0.1Document44 paginiSDR Solution For MAKO Bermuda Project R0.1Ing Abraham J Tiberio LÎncă nu există evaluări
- VM Migration Techniques: Pre-Copy vs Post-CopyDocument10 paginiVM Migration Techniques: Pre-Copy vs Post-Copynitin goswamiÎncă nu există evaluări
- Data Loggers Datasheet v2Document2 paginiData Loggers Datasheet v2Wandy YeAhÎncă nu există evaluări
- ATV58 To ATV71 Transition ManualeDocument83 paginiATV58 To ATV71 Transition ManualeBudy AndikaÎncă nu există evaluări
- Bionic Commando Rearmed - Walkthrough + GuideDocument50 paginiBionic Commando Rearmed - Walkthrough + GuideRené CampisÎncă nu există evaluări
- SBC AlternatorDocument4 paginiSBC Alternatormalik budi sÎncă nu există evaluări
- Cracking The It Interview by Balasubramaniam M PDFDocument4 paginiCracking The It Interview by Balasubramaniam M PDFVaishnavi GujjariÎncă nu există evaluări
- Cubesat Kit COTS FM430 Flight ModuleDocument14 paginiCubesat Kit COTS FM430 Flight ModulegunbrownÎncă nu există evaluări
- C 6587 PW User GuideDocument28 paginiC 6587 PW User GuideMitica ScurtuÎncă nu există evaluări
- MMT ManualsDocument123 paginiMMT ManualsnamekojinsonÎncă nu există evaluări
- IDUG 2013 Sheryl Larsen Advanced SQL CodingDocument196 paginiIDUG 2013 Sheryl Larsen Advanced SQL CodingVibhaw Prakash RajanÎncă nu există evaluări
- Easa Basic Computer StructureDocument33 paginiEasa Basic Computer StructureAlaa MortadaÎncă nu există evaluări
- How To Configure Microplex Print Server For Automatic RCF CommandsDocument4 paginiHow To Configure Microplex Print Server For Automatic RCF CommandsJoseph AlbertÎncă nu există evaluări
- KS-19557 ATT Bell Telephone Nuclear Blast DetectorDocument15 paginiKS-19557 ATT Bell Telephone Nuclear Blast Detectorc126358Încă nu există evaluări