S-ar putea să vă placă și
- CNC Router: Digital Fabrication WorkshopDocument4 paginiCNC Router: Digital Fabrication Workshopandri maulanaÎncă nu există evaluări
- The Fundamentals of Segmented Woodturning: Projects, Techniques & Innovations for Today’s WoodturnerDe la EverandThe Fundamentals of Segmented Woodturning: Projects, Techniques & Innovations for Today’s WoodturnerEvaluare: 4 din 5 stele4/5 (1)
- InstructionsDocument4 paginiInstructionsclipopiÎncă nu există evaluări
- 3D Printer Troubleshooting Handbook: The Ultimate Guide To Fix all Common and Uncommon FDM 3D Printing Issues!De la Everand3D Printer Troubleshooting Handbook: The Ultimate Guide To Fix all Common and Uncommon FDM 3D Printing Issues!Încă nu există evaluări
- Toolpaths: Ste P Toolpath CommentsDocument11 paginiToolpaths: Ste P Toolpath CommentsuzeyirÎncă nu există evaluări
- Desktop Manufacturing Use Machine Above This To Make ProductsDe la EverandDesktop Manufacturing Use Machine Above This To Make ProductsÎncă nu există evaluări
- 3D Design - Printing SlidesDocument26 pagini3D Design - Printing SlidesJason ChewÎncă nu există evaluări
- Good CNC Design Practice - WikimalDocument15 paginiGood CNC Design Practice - WikimalEh NgÎncă nu există evaluări
- Design Essentials For 3D PrintingDocument34 paginiDesign Essentials For 3D Printingtirupathi balajiÎncă nu există evaluări
- Quick Start GuideDocument11 paginiQuick Start GuideDaniel NituÎncă nu există evaluări
- An Intro To CNC MachiningDocument16 paginiAn Intro To CNC MachiningloaealtaupÎncă nu există evaluări
- G300 - 3D Printed CNC Machine: Step 1: Frame Design - Preliminary ChoicesDocument14 paginiG300 - 3D Printed CNC Machine: Step 1: Frame Design - Preliminary ChoicesCarlos ArangurenÎncă nu există evaluări
- DfAM Worksheet 2.0Document7 paginiDfAM Worksheet 2.0walterbircherÎncă nu există evaluări
- Electraply - The Wooden Electric Bicycle. Part Two: Construction BookDocument56 paginiElectraply - The Wooden Electric Bicycle. Part Two: Construction BookEvie Bee100% (2)
- Cam RepotrtDocument12 paginiCam RepotrtAntony NjorogeÎncă nu există evaluări
- Vectric Cut 3d FrogmillDocument9 paginiVectric Cut 3d FrogmillDavid RuizÎncă nu există evaluări
- CAM Project G6Document28 paginiCAM Project G6dua maqsoodÎncă nu există evaluări
- CAM Notes 1Document10 paginiCAM Notes 1FELIX KEUYAÎncă nu există evaluări
- Camworks Dragster CHTP 1Document15 paginiCamworks Dragster CHTP 1Mayrym Rey ConÎncă nu există evaluări
- Downloadable Buildings: Info, Instructions and TipsDocument3 paginiDownloadable Buildings: Info, Instructions and TipsAlejandro RodriguezÎncă nu există evaluări
- Name: Ucancam V10 Pro Version CNC Engraving Software For CNC Router G Code With Operation Video Disc, Easy To Learn and Operate, Suitable For Windows 7 & 8 Item Code: CS-UCANCAMV10-PRODocument9 paginiName: Ucancam V10 Pro Version CNC Engraving Software For CNC Router G Code With Operation Video Disc, Easy To Learn and Operate, Suitable For Windows 7 & 8 Item Code: CS-UCANCAMV10-PROLupoi Alexandru-NicoaleÎncă nu există evaluări
- CNC Router CAM Setup PDFDocument15 paginiCNC Router CAM Setup PDFRadiša ĆirkovićÎncă nu există evaluări
- Task 2Document4 paginiTask 2almedin_hecimov8494Încă nu există evaluări
- Surf CamDocument12 paginiSurf CamFlex ChrnosÎncă nu există evaluări
- Form 5 Construction NotesDocument13 paginiForm 5 Construction NotesAbdurahim BanyeÎncă nu există evaluări
- 3D Milling - Stinger CNC: Digital Fabrication Lab - College of Design, Iowa State UniversityDocument19 pagini3D Milling - Stinger CNC: Digital Fabrication Lab - College of Design, Iowa State Universitywdfenix05Încă nu există evaluări
- Innovating Business Through CNC Technology ApplicationDocument21 paginiInnovating Business Through CNC Technology ApplicationRacquel CortezÎncă nu există evaluări
- Lab Report CNC Milling Manufacturing ProcessDocument15 paginiLab Report CNC Milling Manufacturing ProcessDevani HerastÎncă nu există evaluări
- CNC MillingDocument5 paginiCNC MillingsteveaaaÎncă nu există evaluări
- CAB Aplus Brochure Edition2 EDocument24 paginiCAB Aplus Brochure Edition2 EVisy Technology Systems100% (1)
- 3D PrintingDocument32 pagini3D Printing9700216256Încă nu există evaluări
- Lec - 9 - Milling-Gear Cutting-CNCDocument38 paginiLec - 9 - Milling-Gear Cutting-CNCsaxadi4814Încă nu există evaluări
- CNC WorkDocument8 paginiCNC Workyeng botzÎncă nu există evaluări
- Instructions For Making Our Tinyfabisb Using Roland Modela (MDX-50) Milling MachineDocument23 paginiInstructions For Making Our Tinyfabisb Using Roland Modela (MDX-50) Milling MachinehoferÎncă nu există evaluări
- 3D Printers &CNC Engraving, Accessories - CatalogDocument62 pagini3D Printers &CNC Engraving, Accessories - CatalogManoj Kumar MannepalliÎncă nu există evaluări
- High Speed Machining PresentationDocument36 paginiHigh Speed Machining Presentationsav33Încă nu există evaluări
- Rapid PrototypingDocument36 paginiRapid PrototypingPebo GreenÎncă nu există evaluări
- NC Beam SawDocument3 paginiNC Beam SawArshad MemonÎncă nu există evaluări
- RTC Institute of Technology ANANDI, RANCHI-834 003Document27 paginiRTC Institute of Technology ANANDI, RANCHI-834 003bvnareshÎncă nu există evaluări
- Uses of CNC Lathe MachineDocument3 paginiUses of CNC Lathe MachineKhairul IkhwanÎncă nu există evaluări
- Hot Wire CNC Foam CutterDocument12 paginiHot Wire CNC Foam CutterrevildaÎncă nu există evaluări
- CNC ClassDocument61 paginiCNC ClassKayla Lee GiampaoloÎncă nu există evaluări
- Mold Machining Methods, Part 1Document22 paginiMold Machining Methods, Part 1Edenilson FadekÎncă nu există evaluări
- Lab Report 2 CNC MillingDocument19 paginiLab Report 2 CNC MillingLuqman HakimÎncă nu există evaluări
- CNCLATHEDocument13 paginiCNCLATHEMuhd Akmal0% (1)
- 3d PrinterDocument12 pagini3d PrinterManishÎncă nu există evaluări
- ArtCam 19-2dmachiningDocument30 paginiArtCam 19-2dmachiningMilannet MilannetÎncă nu există evaluări
- Project 2Document4 paginiProject 2api-3001969550% (4)
- Jigs Proposal Milestone 3Document17 paginiJigs Proposal Milestone 3Nur Syakila100% (1)
- Press ToolDocument71 paginiPress Toolamolnjainajgmail.com 7507254906Încă nu există evaluări
- Drill Vice: Page 1 of 14Document14 paginiDrill Vice: Page 1 of 14مبارك السبيعيÎncă nu există evaluări
- RTC Institute of Technology ANANDI, RANCHI-834 003Document27 paginiRTC Institute of Technology ANANDI, RANCHI-834 003mecoolguysÎncă nu există evaluări
- DJM1012 Mechatronic Workshop Practice-Machining ReportDocument16 paginiDJM1012 Mechatronic Workshop Practice-Machining ReportRachel Ramirez100% (7)
- CNC Milling: Introduction To Cutting ToolsDocument5 paginiCNC Milling: Introduction To Cutting ToolsKenyi Manuel Cuzco OdaguiriÎncă nu există evaluări
- Chapter 6 CNC MillingDocument47 paginiChapter 6 CNC MillingNEF RIDERSÎncă nu există evaluări
- How To Design and Build A 3D PrinterDocument16 paginiHow To Design and Build A 3D PrinterWalter RuggieroÎncă nu există evaluări
- Surf Cam TutorialDocument9 paginiSurf Cam TutorialLeonoraÎncă nu există evaluări
- ArtCAM 3D ManufactureDocument6 paginiArtCAM 3D ManufactureLoon StÎncă nu există evaluări
- Low Budget CNC: InstructablesDocument10 paginiLow Budget CNC: InstructablesXavier TorrasÎncă nu există evaluări
- Ejercicios Metrologia PDFDocument1 paginăEjercicios Metrologia PDFmecanica2000Încă nu există evaluări
- Uted Systems Detail BrochDocument25 paginiUted Systems Detail Brochmecanica2000Încă nu există evaluări
- Edgecam Getting Started GuideDocument43 paginiEdgecam Getting Started Guidemecanica2000Încă nu există evaluări
- Chief KTP440 Quad Monitor Table Stand Technical DrawingDocument1 paginăChief KTP440 Quad Monitor Table Stand Technical Drawingmecanica2000Încă nu există evaluări
- Phase/Motor Rotation Tester: Instruction ManualDocument6 paginiPhase/Motor Rotation Tester: Instruction Manualmecanica2000Încă nu există evaluări
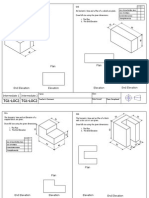
- TG1-LOC2 TG1-LOC2: Plan PlanDocument22 paginiTG1-LOC2 TG1-LOC2: Plan Planmecanica2000Încă nu există evaluări
- TG1-LOC1 TG1-LOC1: Planometric X XDocument9 paginiTG1-LOC1 TG1-LOC1: Planometric X Xmecanica2000Încă nu există evaluări
- 80 AF 60 AC: Three Octagons Are Given Below. Redraw in The Positions Indcated: A) The OctagonsDocument1 pagină80 AF 60 AC: Three Octagons Are Given Below. Redraw in The Positions Indcated: A) The Octagonsmecanica2000Încă nu există evaluări
- Chapter 6 High Speed MachiningDocument31 paginiChapter 6 High Speed Machiningmuhamadsaidi100% (5)
- Exploded View Portable CNC Cutting 1Document3 paginiExploded View Portable CNC Cutting 1uripssÎncă nu există evaluări
- 5 Machinability and Machining EconomicsDocument48 pagini5 Machinability and Machining Economicssakali aliÎncă nu există evaluări
- UsmDocument21 paginiUsmshaikh javedÎncă nu există evaluări
- Chapter 8 PDFDocument27 paginiChapter 8 PDFbora chhounÎncă nu există evaluări
- Gagemaker Catalog 4 2013 Spreads 62Document1 paginăGagemaker Catalog 4 2013 Spreads 62Carlos Enrique Guzman CastellonÎncă nu există evaluări
- Catalogo Ricambi Liste de Pieces Parts Manual ErsatzteillisteDocument156 paginiCatalogo Ricambi Liste de Pieces Parts Manual ErsatzteillistealexÎncă nu există evaluări
- Workshop PracticeDocument114 paginiWorkshop PracticeDiriba SufeÎncă nu există evaluări
- 2023 Summer Question Paper (Msbte Study Resources)Document3 pagini2023 Summer Question Paper (Msbte Study Resources)Piyush NikamÎncă nu există evaluări
- 46edba PDFDocument191 pagini46edba PDFRenanÎncă nu există evaluări
- ME8793 Process Planning and Cost EStimation UNIT 5 NotesDocument26 paginiME8793 Process Planning and Cost EStimation UNIT 5 NotesLEO PRAVIN PÎncă nu există evaluări
- Software Manual 2Document21 paginiSoftware Manual 2iovacarmenÎncă nu există evaluări
- Is 0021 - Pipp-Pec-065h-KrDocument3 paginiIs 0021 - Pipp-Pec-065h-Krnazmir imbranÎncă nu există evaluări
- Hettich - Furniture Fittings and AplicationsDocument1.734 paginiHettich - Furniture Fittings and AplicationsPaul Andrei100% (1)
- Unit 1 Introduction To Machine and Machine ToolDocument19 paginiUnit 1 Introduction To Machine and Machine ToolAtul GaurÎncă nu există evaluări
- MTM FinalDocument59 paginiMTM FinalQasim AliÎncă nu există evaluări
- Parts List PDP-KitDocument5 paginiParts List PDP-KitMq Sita QuispeÎncă nu există evaluări
- Manufacturing Technology-Conventional MillingDocument16 paginiManufacturing Technology-Conventional MillingDhanis ParamaguruÎncă nu există evaluări
- DeGarmo's Materials and Process 11thDocument68 paginiDeGarmo's Materials and Process 11thYeab MengistuÎncă nu există evaluări
- Hydraulic Turret Lathe Machine Developer ManualDocument128 paginiHydraulic Turret Lathe Machine Developer ManualcharlechenÎncă nu există evaluări
- Ie 5504Document34 paginiIe 5504RAJAÎncă nu există evaluări
- Single Point CuttingDocument35 paginiSingle Point CuttingCameron GrantÎncă nu există evaluări
- Fendt Combine Harvester 52205250 Parts ManualDocument20 paginiFendt Combine Harvester 52205250 Parts Manualbarbara100% (52)
- HCN-5000 50 BrochureDocument3 paginiHCN-5000 50 Brochurevictor saenz100% (1)
- 4 LappingDocument21 pagini4 LappingMohammadHossein BahramiÎncă nu există evaluări
- Configuration Manual Lantek Expert CutDocument194 paginiConfiguration Manual Lantek Expert CutPeterÎncă nu există evaluări
- Elements of Workshop Technology: U J I I IDocument357 paginiElements of Workshop Technology: U J I I IRaunak Gupta100% (1)
- CNC Lathe Machine Technician and ProgrammerDocument16 paginiCNC Lathe Machine Technician and ProgrammermanjuÎncă nu există evaluări
- CH 15Document44 paginiCH 15Ramez MezÎncă nu există evaluări
- SAG - 5-Axis Machine Operation NC IIIDocument3 paginiSAG - 5-Axis Machine Operation NC IIIHungTranÎncă nu există evaluări