S-ar putea să vă placă și
- Epoxi de alto rendimiento para protección de acero y concretoDocument4 paginiEpoxi de alto rendimiento para protección de acero y concretoWILSONÎncă nu există evaluări
- ACROLON218HSDocument4 paginiACROLON218HSLarry Vilca DelgadoÎncă nu există evaluări
- MSDS Liquido PenetranteDocument5 paginiMSDS Liquido PenetranteAlex AstuhuamanÎncă nu există evaluări
- Manual Usuario Garantia Bomber 150 PDFDocument68 paginiManual Usuario Garantia Bomber 150 PDFJeisson Vargas RamirezÎncă nu există evaluări
- Aceite premium mineral 4T motocicleta Shell Advance AX5 20W-50Document2 paginiAceite premium mineral 4T motocicleta Shell Advance AX5 20W-50Roger ObregonÎncă nu există evaluări
- Comatec BaquelitaDocument1 paginăComatec Baquelitajnu6mnju6njÎncă nu există evaluări
- Tolerancias para Construccion de EdificiosDocument6 paginiTolerancias para Construccion de Edificiosjose alberto sanchez torresÎncă nu există evaluări
- HDS DiluyenteDocument4 paginiHDS Diluyentefclp16Încă nu există evaluări
- WELD 71T9 Nueva Hoja TécnicaDocument1 paginăWELD 71T9 Nueva Hoja TécnicaCarlos AguayoÎncă nu există evaluări
- Ficha Tecnica NigueladoDocument2 paginiFicha Tecnica NigueladoCarlos RamirezÎncă nu există evaluări
- Tabla de TorqueDocument23 paginiTabla de Torquejuan ormacheaÎncă nu există evaluări
- Jet Pox 2000Document2 paginiJet Pox 2000Jimena Mamani SurcoÎncă nu există evaluări
- ARS - Grating Original Arrigoni - Proindar PDFDocument2 paginiARS - Grating Original Arrigoni - Proindar PDFMarco Soto100% (1)
- Ope-Min-P-060 Cambio de Plancha de Sacrificio de Compuerta de TolvaDocument2 paginiOpe-Min-P-060 Cambio de Plancha de Sacrificio de Compuerta de TolvalucasÎncă nu există evaluări
- Cursos Rubber Mix Sa - Sep 2020Document3 paginiCursos Rubber Mix Sa - Sep 2020Madariaga Herrera Daniel0% (1)
- 5.1 Sumatane HSDocument4 pagini5.1 Sumatane HSPaul SolorzanoÎncă nu există evaluări
- Tigfil 316lg5 PDFDocument1 paginăTigfil 316lg5 PDFRenzo TuestasÎncă nu există evaluări
- Metodos de Obtencion de PolvosDocument11 paginiMetodos de Obtencion de Polvosroy robinsonÎncă nu există evaluări
- Acero 1045Document1 paginăAcero 1045nil_luiÎncă nu există evaluări
- Almacenamiento Electrodos RevestidosDocument2 paginiAlmacenamiento Electrodos Revestidoslufefo100% (1)
- Curva de La Bomba de Lodos HS 5100.251 MT, 431, 22KwDocument3 paginiCurva de La Bomba de Lodos HS 5100.251 MT, 431, 22Kwadso36Încă nu există evaluări
- Fijaciones, pernos y accesorios para construcciónDocument56 paginiFijaciones, pernos y accesorios para construcciónEmilioTSÎncă nu există evaluări
- Catalogo TeclesDocument3 paginiCatalogo TeclesVladimirGuerreroÎncă nu există evaluări
- Gadus S4 OGH 160Document3 paginiGadus S4 OGH 160cesar floresÎncă nu există evaluări
- Pintura Epoxica GrisDocument4 paginiPintura Epoxica GrispablitochoaÎncă nu există evaluări
- Mantenimiento-De-Vehiculos WWW - PlantiExcel.comDocument3 paginiMantenimiento-De-Vehiculos WWW - PlantiExcel.commanuel antonio pena vargasÎncă nu există evaluări
- FS Granalla Angular G25Document4 paginiFS Granalla Angular G25williamÎncă nu există evaluări
- Aceite Motul 3000 4t 20w50Document1 paginăAceite Motul 3000 4t 20w50DIEGOÎncă nu există evaluări
- REPORTE DE PINTURA EVALUA ESPESOR PELÍCULADocument12 paginiREPORTE DE PINTURA EVALUA ESPESOR PELÍCULAkatherinelrbÎncă nu există evaluări
- Cambio de virola y llanta horno 2Document17 paginiCambio de virola y llanta horno 2SandraÎncă nu există evaluări
- Recubrimientos DurosDocument44 paginiRecubrimientos DurosRose MejiaÎncă nu există evaluări
- MANUAL DEL VENDEDOR-estructuras Metalicas Hospital de Latacunga PDFDocument99 paginiMANUAL DEL VENDEDOR-estructuras Metalicas Hospital de Latacunga PDFCarlin BabuchasÎncă nu există evaluări
- Instructivo para La Realizacion de Decapado Acero Inoxidable Rev 0Document8 paginiInstructivo para La Realizacion de Decapado Acero Inoxidable Rev 0Jesus Gabrielw Blanco GhostbustersIzÎncă nu există evaluări
- Matrix PDFDocument2 paginiMatrix PDFJose Diaz0% (1)
- Neptuno Pumps® - Soluciones de Bombeo Eficientes, Innovadoras y SustentablesDocument5 paginiNeptuno Pumps® - Soluciones de Bombeo Eficientes, Innovadoras y SustentablesDaniel BravoÎncă nu există evaluări
- Certificado de Calidad de Las Soldaduras 7018 y 6010. 2021 1Document1 paginăCertificado de Calidad de Las Soldaduras 7018 y 6010. 2021 1Jesus Enrique AriasÎncă nu există evaluări
- Abing - Cc-I-01 Informe de Servicio - 025 Servicio de Revestimiento y Vulc.-Oc 1776Document16 paginiAbing - Cc-I-01 Informe de Servicio - 025 Servicio de Revestimiento y Vulc.-Oc 1776Rafa Cano100% (1)
- HT-092 Exatub 110 Ed. 07Document1 paginăHT-092 Exatub 110 Ed. 07Josef Enrique Espinoza SotoÎncă nu există evaluări
- Lamina NegraDocument5 paginiLamina NegraVladimirÎncă nu există evaluări
- SUPERCITODocument1 paginăSUPERCITOGuillermo Saavedra100% (1)
- PDS HEMPADUR MASTIC 45880 es-ES PDFDocument3 paginiPDS HEMPADUR MASTIC 45880 es-ES PDFManuel CastanonÎncă nu există evaluări
- HT-036 Ferrocord U Ed. 07Document1 paginăHT-036 Ferrocord U Ed. 07Jose Luis Barrientos RiosÎncă nu există evaluări
- Mejora de La Calidad en El Ajuste de Pernos y Tuercas en ElDocument57 paginiMejora de La Calidad en El Ajuste de Pernos y Tuercas en ElAnoni Mous100% (1)
- Procedimiento de Pintura AbrazaderaDocument8 paginiProcedimiento de Pintura AbrazaderaJoseluis Castillo RomeroÎncă nu există evaluări
- La Casa Del Perno - Resistencia de Pernos y Tuercas GRADO PERNOSDocument2 paginiLa Casa Del Perno - Resistencia de Pernos y Tuercas GRADO PERNOSrodrigo nuñezÎncă nu există evaluări
- Metalografia de AcerosDocument3 paginiMetalografia de AcerosCristianÎncă nu există evaluări
- CPP-DT-P17 Deteccion de Exudacion de AminasDocument3 paginiCPP-DT-P17 Deteccion de Exudacion de AminasIvette ValeraÎncă nu există evaluări
- Solvo Kleen NCHDocument2 paginiSolvo Kleen NCHclaudio muñozÎncă nu există evaluări
- 40 RQ Alfra RotabestDocument16 pagini40 RQ Alfra RotabestJoao AmoraÎncă nu există evaluări
- Informe de GalvanizadoDocument13 paginiInforme de GalvanizadoJaime Andrés Andrade CujiÎncă nu există evaluări
- Chancadora SYMONS (Agost19) Soldadura BowlDocument2 paginiChancadora SYMONS (Agost19) Soldadura BowlVictor Pedro Ponce GutierrezÎncă nu există evaluări
- Certificado Calidad DesmoldanteDocument1 paginăCertificado Calidad DesmoldanteAntony Bermudez ramirezÎncă nu există evaluări
- Perno 3 4X2Document1 paginăPerno 3 4X2SandroÎncă nu există evaluări
- Prueba de ConductividadDocument4 paginiPrueba de ConductividadAngelTinocoÎncă nu există evaluări
- Manual de MantenimientoDocument44 paginiManual de MantenimientoraulÎncă nu există evaluări
- Seminario de Análisis de AceiteDocument43 paginiSeminario de Análisis de AceiteGabriel ZamoraÎncă nu există evaluări
- Pulido Efecto EspejoDocument15 paginiPulido Efecto Espejokasulo ch7Încă nu există evaluări
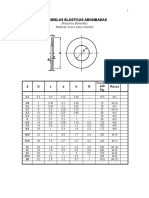
- Arandelas elásticas abombadas y tornillosDocument30 paginiArandelas elásticas abombadas y tornillosgabÎncă nu există evaluări
- Macropoxy 646 Ra-26 Mod - PDF Cumple Norma NRF-053Document4 paginiMacropoxy 646 Ra-26 Mod - PDF Cumple Norma NRF-053lorenzo fcoÎncă nu există evaluări
- RA 26 ModificadoDocument4 paginiRA 26 ModificadoDistribuidora de Plafones y PinturasÎncă nu există evaluări
- Curso Pruebas HidrostaticasDocument27 paginiCurso Pruebas HidrostaticasKarlo Silva Sánchez100% (1)
- Dosificacion Hormigón PDFDocument2 paginiDosificacion Hormigón PDFKarlo Silva SánchezÎncă nu există evaluări
- 6th Central Pay Commission Salary CalculatorDocument15 pagini6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- A4mk R 000 65 SPC 001 - 1Document17 paginiA4mk R 000 65 SPC 001 - 1Karlo Silva SánchezÎncă nu există evaluări
- Norma ASME SoldaduraDocument275 paginiNorma ASME SoldaduraWilliam F. León97% (30)
- NCH 00135.8 of 1997 (Vidrios Planos de Seguridad, Laminados - Ensayos - Parte 8 Resistencia A La Temperatura Y La Humedad)Document7 paginiNCH 00135.8 of 1997 (Vidrios Planos de Seguridad, Laminados - Ensayos - Parte 8 Resistencia A La Temperatura Y La Humedad)julion1985Încă nu există evaluări
- NCh0003 1961Document9 paginiNCh0003 1961Elmer Caro FigueroaÎncă nu există evaluări
- Memoria de Cálculo Alimentadores ElectricosDocument5 paginiMemoria de Cálculo Alimentadores ElectricosKarlo Silva SánchezÎncă nu există evaluări
- NCh-ISO 17025-2001Document47 paginiNCh-ISO 17025-2001jossymart9Încă nu există evaluări
- FRANCOVIGH Catalogo GeneralDocument31 paginiFRANCOVIGH Catalogo GeneraldansalsaÎncă nu există evaluări
- Certif. Conformidad #20Document3 paginiCertif. Conformidad #20Karlo Silva SánchezÎncă nu există evaluări
- Manual para Construir Polpaico Group PDFDocument252 paginiManual para Construir Polpaico Group PDFKarlo Silva SánchezÎncă nu există evaluări
- Valores de torque sugeridos para elementos de sujeción industrialDocument2 paginiValores de torque sugeridos para elementos de sujeción industrialKarlo Silva SánchezÎncă nu există evaluări
- Curso de Fotografia Digital PDFDocument138 paginiCurso de Fotografia Digital PDFjuankhososÎncă nu există evaluări
- Manual Nikon d5100 EsDocument260 paginiManual Nikon d5100 EsestudybascÎncă nu există evaluări
- Dosificaciones tentativas hormigónDocument2 paginiDosificaciones tentativas hormigónKarlo Silva SánchezÎncă nu există evaluări
- Ley de Condominios ChileDocument15 paginiLey de Condominios ChileMaria Gabriela HenriquezÎncă nu există evaluări
- Plantilla Etiqueta CD 117,5mmDocument1 paginăPlantilla Etiqueta CD 117,5mmKarlo Silva SánchezÎncă nu există evaluări
- Problemas Resueltos Dinamica de TraslaciónDocument20 paginiProblemas Resueltos Dinamica de TraslaciónKarlo Silva Sánchez67% (3)
- Alcaldia Domiciliarias Carrera 11Document7 paginiAlcaldia Domiciliarias Carrera 11CARLOS HECTOR ESPINOSA CORREAÎncă nu există evaluări
- 1 Desinfeccion DiapoDocument40 pagini1 Desinfeccion DiapoDavid NoboaÎncă nu există evaluări
- Importancia de los humedalesDocument9 paginiImportancia de los humedalesAlejandra LopezÎncă nu există evaluări
- Proyecto de Inversion FINAL MENBRETADODocument47 paginiProyecto de Inversion FINAL MENBRETADOEdgard PandiaÎncă nu există evaluări
- Procesos EdafológicosDocument2 paginiProcesos EdafológicosLuis Edwin Gonzales Rafael75% (4)
- Informe Parcelas de CampoDocument7 paginiInforme Parcelas de CampoLibro UniÎncă nu există evaluări
- Técnicas de Remediación de Suelos ContaminadosDocument22 paginiTécnicas de Remediación de Suelos ContaminadosMaryori Vilchez MoralesÎncă nu există evaluări
- Separadores UsicayosDocument29 paginiSeparadores UsicayosdaniaÎncă nu există evaluări
- Gastos de DiseñosDocument6 paginiGastos de DiseñosErik CanulÎncă nu există evaluări
- Visita Tecnica A CamposolDocument16 paginiVisita Tecnica A CamposolGabrielVelásquezPlasenciaÎncă nu există evaluări
- Obtención de acetato de isoamiloDocument4 paginiObtención de acetato de isoamiloWeimar Ortiz BarrientosÎncă nu există evaluări
- Glosario de Términos Sobre Ingeniería AmbientalDocument4 paginiGlosario de Términos Sobre Ingeniería AmbientalRobertito ReyÎncă nu există evaluări
- Tecnologia Del CueroDocument24 paginiTecnologia Del CueroJoel Alexander MendozaÎncă nu există evaluări
- Plan Maestro FluvialDocument10 paginiPlan Maestro FluvialCecilia MariaÎncă nu există evaluări
- Informeforme de Estabilidad de Obra - SanitariasDocument2 paginiInformeforme de Estabilidad de Obra - SanitariasLuis MonrroyÎncă nu există evaluări
- Informe N 01 DrenajeDocument24 paginiInforme N 01 DrenajeWilliam Cantu CondorÎncă nu există evaluări
- Actividad 3 de Contabilidad GubernamentalDocument12 paginiActividad 3 de Contabilidad GubernamentalSOFIA CARDENASÎncă nu există evaluări
- Construcción defensas ribereñas Río IlabayaDocument38 paginiConstrucción defensas ribereñas Río IlabayaGrover Marcelo Monasterios SardónÎncă nu există evaluări
- Encuesta Comunidad AledanaDocument9 paginiEncuesta Comunidad AledanaJohangeline Perez GonzalezÎncă nu există evaluări
- Documento 31Document14 paginiDocumento 31Maria Eekhout100% (1)
- d00014170 ProyDocument14 paginid00014170 ProyAnonymous 5zJiFstÎncă nu există evaluări
- Diseño de sifón invertido para aprovechamientos hidroeléctricosDocument31 paginiDiseño de sifón invertido para aprovechamientos hidroeléctricossusanpaolaÎncă nu există evaluări
- Tungasuca Estudio de Hidrología e HidráulicaDocument6 paginiTungasuca Estudio de Hidrología e HidráulicaFacegonzalo FacecarrionÎncă nu există evaluări
- HidroneumaticoDocument13 paginiHidroneumaticoJoseLuisBustamanteGonzalezÎncă nu există evaluări
- Tema 1 Aprovechamiento Hidroeléctrico. Descripción PDFDocument8 paginiTema 1 Aprovechamiento Hidroeléctrico. Descripción PDFAnonymous oARwYccÎncă nu există evaluări
- Francisco Centeno Hernández 11-05-2021Document5 paginiFrancisco Centeno Hernández 11-05-2021Ana OlaldeÎncă nu există evaluări
- MessnerDocument13 paginiMessnerAranzazuvicedÎncă nu există evaluări
- Urbanismo bioclimático y sostenibilidadDocument30 paginiUrbanismo bioclimático y sostenibilidadLuis Fernando Peña CabarcasÎncă nu există evaluări
- Calcular Numero de Curva Con ArcgisDocument6 paginiCalcular Numero de Curva Con ArcgisLina Latorre CondeÎncă nu există evaluări
- Flujo de Agua TransitorioDocument176 paginiFlujo de Agua TransitorioAnonymous t7uHD8BvDÎncă nu există evaluări