S-ar putea să vă placă și
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- 132/11 kV Drawing / Document Control And Monitoring Sheet DDCMS LIST - THIRD NAD AL SHIBADocument1 pagină132/11 kV Drawing / Document Control And Monitoring Sheet DDCMS LIST - THIRD NAD AL SHIBAMohammad AsifÎncă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Method Statement For 33kV Cable RectificationDocument7 paginiMethod Statement For 33kV Cable RectificationMohammad AsifÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Current Signature HV Motor DataDocument3 paginiCurrent Signature HV Motor DataMohammad AsifÎncă nu există evaluări
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Method Statement For 33kV Cable RectificationDocument7 paginiMethod Statement For 33kV Cable RectificationMohammad AsifÎncă nu există evaluări
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (894)
- Paper On DGA AnalysisDocument5 paginiPaper On DGA AnalysisMohammad AsifÎncă nu există evaluări
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- 11KV Cable (Sequence of Activity) Under DamDocument2 pagini11KV Cable (Sequence of Activity) Under DamMohammad AsifÎncă nu există evaluări
- DS - Surge Voltage Generator - SSG 1100 To 3000 - BAUR - En-GbDocument2 paginiDS - Surge Voltage Generator - SSG 1100 To 3000 - BAUR - En-GbMohammad AsifÎncă nu există evaluări
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Artigo Fator de PotênciaDocument4 paginiArtigo Fator de PotênciaDiego FaenelloÎncă nu există evaluări
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- DAM Clearance Checklist For Cale Laying, Termination & HV TestDocument4 paginiDAM Clearance Checklist For Cale Laying, Termination & HV TestMohammad AsifÎncă nu există evaluări
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
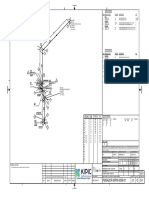
- PSS Ka e 103 - Rev - 1Document1 paginăPSS Ka e 103 - Rev - 1Mohammad AsifÎncă nu există evaluări
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- DAM Label Requirement For 11KV Cable at SubstationDocument6 paginiDAM Label Requirement For 11KV Cable at SubstationMohammad AsifÎncă nu există evaluări
- Dfa 100Document2 paginiDfa 100Mohammad AsifÎncă nu există evaluări
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- 3 PD-Smart Brochure PDFDocument2 pagini3 PD-Smart Brochure PDFMohammad AsifÎncă nu există evaluări
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Cable ManualDocument48 paginiCable ManualMohammad Asif100% (2)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Generator Rotor Shorted Turn Analyzer: Instruction ManualDocument16 paginiGenerator Rotor Shorted Turn Analyzer: Instruction ManualSayan AichÎncă nu există evaluări
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Power Transformer Testing Brochure ENUDocument40 paginiPower Transformer Testing Brochure ENUbakien-canÎncă nu există evaluări
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Guidelines For Rla of Transformers PDFDocument9 paginiGuidelines For Rla of Transformers PDFMohammad AsifÎncă nu există evaluări
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- Grade - 5 Book: I Love Islam Chapter: Brotherhood in IslamDocument5 paginiGrade - 5 Book: I Love Islam Chapter: Brotherhood in IslamMohammad Asif100% (1)
- DS-003-2-En - Exertherm - IR06EMSC Sensor - ScreenDocument2 paginiDS-003-2-En - Exertherm - IR06EMSC Sensor - ScreenMohammad AsifÎncă nu există evaluări
- BR Power TransformersDocument12 paginiBR Power TransformersMohammad AsifÎncă nu există evaluări
- PQSecure UserManual 18.0 EngDocument193 paginiPQSecure UserManual 18.0 EngMohammad AsifÎncă nu există evaluări
- BR-012-1-En - Exertherm - Quick Install Guide - EnglishDocument2 paginiBR-012-1-En - Exertherm - Quick Install Guide - EnglishMohammad AsifÎncă nu există evaluări
- Life Cycle of GISDocument12 paginiLife Cycle of GISNikin JayswalÎncă nu există evaluări
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- ESD-7521-6 - 17-MXAW - 33 KV 400mm2Document9 paginiESD-7521-6 - 17-MXAW - 33 KV 400mm2Mohammad AsifÎncă nu există evaluări
- 40 Years Lemke PD KnowledgeDocument2 pagini40 Years Lemke PD KnowledgeMohammad AsifÎncă nu există evaluări
- 11kv SLD For RakpDocument1 pagină11kv SLD For RakpMohammad AsifÎncă nu există evaluări
- India International School .Sharjah: Syllabus - For Entrance Examination 2014-2015Document1 paginăIndia International School .Sharjah: Syllabus - For Entrance Examination 2014-2015Mohammad AsifÎncă nu există evaluări
- ATRT-03 User Manual Rev 7 - WebDocument112 paginiATRT-03 User Manual Rev 7 - Webtangson86Încă nu există evaluări
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Electrical Power Supply and DistributionDocument122 paginiElectrical Power Supply and Distributionmmalamuti9325100% (4)
- Manufacturing Engineer or CNC Programmer or CNC Set Up or CNC OpDocument2 paginiManufacturing Engineer or CNC Programmer or CNC Set Up or CNC Opapi-77548017Încă nu există evaluări
- Vane Axial Fan CatalogDocument12 paginiVane Axial Fan CatalogMiroslav AleksicÎncă nu există evaluări
- Material Selection Guide - MILD STEELDocument1 paginăMaterial Selection Guide - MILD STEELlouis donyÎncă nu există evaluări
- CH - Mass Transfer and Transport Phenomenon PDFDocument29 paginiCH - Mass Transfer and Transport Phenomenon PDFRaghul RockÎncă nu există evaluări
- SEV CombustorDocument9 paginiSEV CombustorSaransiri Wongsiri100% (1)
- MEC E 563 Assignment 4Document8 paginiMEC E 563 Assignment 4JasonÎncă nu există evaluări
- Arduino Laser Tripwire AlarmDocument8 paginiArduino Laser Tripwire AlarmpolikarpaÎncă nu există evaluări
- Adokapı Technical PresentationDocument32 paginiAdokapı Technical PresentationHussain BagasrawalaÎncă nu există evaluări
- Kobe Works eDocument13 paginiKobe Works eJagdish ShresthaÎncă nu există evaluări
- ARR 384 v4 Web LowresDocument314 paginiARR 384 v4 Web LowresMoises Pantoja SotoÎncă nu există evaluări
- Wear Parts CatalogDocument12 paginiWear Parts CatalogLuis Arman100% (2)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- P055azr 05P00 3059 01Document1 paginăP055azr 05P00 3059 01Deshwa SaravananÎncă nu există evaluări
- Introduction Electrical MotorDocument36 paginiIntroduction Electrical MotorYajidÎncă nu există evaluări
- Rain Water Alarm Project ReportDocument10 paginiRain Water Alarm Project ReportAnish75% (4)
- Steel ConstructionDocument46 paginiSteel ConstructionKhadeeja AslamÎncă nu există evaluări
- Undrained shear strength in weathered crust same as intact clayDocument12 paginiUndrained shear strength in weathered crust same as intact clayJennifer MillerÎncă nu există evaluări
- Advantages and Disadvantages of Prestressed Concrete ConstructionDocument6 paginiAdvantages and Disadvantages of Prestressed Concrete Constructionpilipinas19Încă nu există evaluări
- Full Scale Test FacilitiesDocument2 paginiFull Scale Test FacilitiesChangjiang DuÎncă nu există evaluări
- HDPE High Density Polyethylene properties guideDocument4 paginiHDPE High Density Polyethylene properties guideVENKATESAN JÎncă nu există evaluări
- Standard Specification For GB 700Document12 paginiStandard Specification For GB 700Ma'arif Nuzul AddibÎncă nu există evaluări
- IFR 101 ManualDocument28 paginiIFR 101 ManualsunhuynhÎncă nu există evaluări
- Aama 501.2-83Document3 paginiAama 501.2-83Abdul Raqeeb67% (3)
- Lec-2 Structural Steel PropertiesDocument10 paginiLec-2 Structural Steel PropertiesRifat HasanÎncă nu există evaluări
- Engineering Management Painting SpecificationsDocument15 paginiEngineering Management Painting SpecificationsPaula MontalvoÎncă nu există evaluări
- Dickella Premakumara Final Best Practices PDFDocument36 paginiDickella Premakumara Final Best Practices PDFjune dela cernaÎncă nu există evaluări
- On The Nanofluids Application in The Automotive RaDocument21 paginiOn The Nanofluids Application in The Automotive RaJayant YadavÎncă nu există evaluări
- Nace Standards and Specifications Related Oil Natural Gas InfrastructureDocument5 paginiNace Standards and Specifications Related Oil Natural Gas InfrastructurePharmacist ShimaaÎncă nu există evaluări
- Cane Ite PDFDocument4 paginiCane Ite PDFJim HaigÎncă nu există evaluări
- Valve Regulated Lead Acid Battery ManualDocument22 paginiValve Regulated Lead Acid Battery Manualevanelizan100% (1)
- Test Report: H.D.G. Bolts, Nuts & Plain WasherDocument1 paginăTest Report: H.D.G. Bolts, Nuts & Plain WasherSumanta AdhikariÎncă nu există evaluări