S-ar putea să vă placă și
- Ideas de Souvenirs de CasamientoDocument14 paginiIdeas de Souvenirs de CasamientoNetxi NoriegaÎncă nu există evaluări
- Ejercicios de FresadoDocument17 paginiEjercicios de FresadoGiovanniÎncă nu există evaluări
- Instalación y remoción VRPDocument7 paginiInstalación y remoción VRPTopoilServÎncă nu există evaluări
- Instructivo Siso MaquinasDocument36 paginiInstructivo Siso MaquinasEureka Tienda CreativaÎncă nu există evaluări
- Normas de izaje y términos claveDocument4 paginiNormas de izaje y términos claveLulu LetyÎncă nu există evaluări
- Ejemplo Pieza Torneado CNC Con WINUNISOFT PDFDocument5 paginiEjemplo Pieza Torneado CNC Con WINUNISOFT PDFarnaldodsÎncă nu există evaluări
- Test - Estados Superficiales PDFDocument5 paginiTest - Estados Superficiales PDFEdu CrespoÎncă nu există evaluări
- Cap 22 Oper. de MecanizadoDocument37 paginiCap 22 Oper. de MecanizadoGilbert Peña100% (1)
- TaladradoDocument23 paginiTaladradoKevin López100% (1)
- Fabricación pieza torno CNCDocument7 paginiFabricación pieza torno CNCJavier Solís Fernández100% (1)
- Reglaje de Válvulas en Una VstromDocument33 paginiReglaje de Válvulas en Una VstromGerman Cruz100% (2)
- Compresores AjaxDocument32 paginiCompresores Ajaxrexxer1013100% (2)
- Curso Básico de Fresadora CNCDocument2 paginiCurso Básico de Fresadora CNCCarlos CiriacoÎncă nu există evaluări
- Clase1 Torneado ConicoDocument57 paginiClase1 Torneado ConicoJulia Rosmeri Bravo Tarazona0% (1)
- Tornos CNC Con FANUC Series 0i PDFDocument12 paginiTornos CNC Con FANUC Series 0i PDFEduardo QuiñonesÎncă nu există evaluări
- Resumen de Ciclos de FANUCDocument4 paginiResumen de Ciclos de FANUCDavid ObrienÎncă nu există evaluări
- TORNO Velocidad J Avance y Profundidad de CorteDocument17 paginiTORNO Velocidad J Avance y Profundidad de CorteRicardo Maldonado100% (1)
- Codigos G y M Fagor 8025Document5 paginiCodigos G y M Fagor 8025Henry Alvarado25% (4)
- Llenado big bag cementoDocument14 paginiLlenado big bag cementoRicardo TrujilloÎncă nu există evaluări
- Win UnisoftDocument170 paginiWin UnisoftDiego Martinez Trives0% (1)
- ExamenDocument269 paginiExamenKevinRuizÎncă nu există evaluări
- Torno CNCDocument35 paginiTorno CNCmemo4861100% (2)
- Ejercicios TornoDocument12 paginiEjercicios TornoUriel RamírezÎncă nu există evaluări
- Ejercicios de mecanizado: Torneado y refrentadoDocument63 paginiEjercicios de mecanizado: Torneado y refrentadoHubert Mihaly Altamirano Aguilar0% (1)
- Control Doble CierreDocument41 paginiControl Doble CierreLeonel Alejandro Anchundia DÎncă nu există evaluări
- Codigos G Torno CNCDocument1 paginăCodigos G Torno CNCLuis Armando Valero AlcalaÎncă nu există evaluări
- Fresado de aluminio en 4 operacionesDocument2 paginiFresado de aluminio en 4 operacionesJhon ValdiviezoÎncă nu există evaluări
- Programacion Segun Codigo Iso Torno FagorDocument9 paginiProgramacion Segun Codigo Iso Torno FagorxxtataxxÎncă nu există evaluări
- TaladradoDocument3 paginiTaladradocalcetono100% (2)
- Ciclos Fijos CNCDocument19 paginiCiclos Fijos CNCFernando Pasten FernandezÎncă nu există evaluări
- Actividades UD 7Document8 paginiActividades UD 7joseÎncă nu există evaluări
- Apuntes Rapidos HaasDocument7 paginiApuntes Rapidos HaasCARLOS PRUDENCIO DE GRACIAÎncă nu există evaluări
- Creación de planos en InventorDocument33 paginiCreación de planos en InventorJhon Deybi Barrera DelgadoÎncă nu există evaluări
- Ejercicios CNC MarDocument58 paginiEjercicios CNC Marfarias199100% (6)
- Ejercicios Resueltos Diagrama Hierro CabDocument411 paginiEjercicios Resueltos Diagrama Hierro Cabkevin gasteluÎncă nu există evaluări
- Encabezado Programacion Maquinas CNCDocument6 paginiEncabezado Programacion Maquinas CNCSaul Fernando Cujaban AceroÎncă nu există evaluări
- Ejercicio CAD CAM Operaciones en Mastercam x5Document10 paginiEjercicio CAD CAM Operaciones en Mastercam x5tizico5000Încă nu există evaluări
- Ejemplo de Un Programa CNC para TornoDocument13 paginiEjemplo de Un Programa CNC para TornoArnulfo Perez Perez0% (1)
- Tarea 2 Dinámica o - M 2020-2021Document6 paginiTarea 2 Dinámica o - M 2020-2021danny_alfradÎncă nu există evaluări
- Practica 3 CNCDocument4 paginiPractica 3 CNC04104647623Încă nu există evaluări
- Tolerancias y AjustesDocument1 paginăTolerancias y AjustespsolguiÎncă nu există evaluări
- Engranajes - Esfuerzos TrenesDocument25 paginiEngranajes - Esfuerzos Trenestumadre9692746Încă nu există evaluări
- Problemas de DobladoDocument17 paginiProblemas de DobladoMaria JuliaÎncă nu există evaluări
- chSOLUCIONARIO CAP 21. PROCESOS DE SOLDADURA-FUNDAMENTOS DE MANUFACTURA MODERNA-GROOVERDocument13 paginichSOLUCIONARIO CAP 21. PROCESOS DE SOLDADURA-FUNDAMENTOS DE MANUFACTURA MODERNA-GROOVERallanÎncă nu există evaluări
- Operacion CMV Leadwell V30Document26 paginiOperacion CMV Leadwell V30Jhon ValdiviezoÎncă nu există evaluări
- CNC 1Document11 paginiCNC 1Gaby Rodríguez100% (1)
- Torno CNCDocument52 paginiTorno CNCEdgardo Melquíades Quiliche Gutiérrez100% (1)
- Torneado y producción de orificios redondos: procesos de maquinado para formas circularesDocument27 paginiTorneado y producción de orificios redondos: procesos de maquinado para formas circularesCarlosSantanaÎncă nu există evaluări
- Comandos G00 G02 G03 PARA FRESADORA CNCDocument14 paginiComandos G00 G02 G03 PARA FRESADORA CNCjuliogomez008Încă nu există evaluări
- Ejercicios Parametros de Corte 2020-3Document2 paginiEjercicios Parametros de Corte 2020-3Cristian MartinezÎncă nu există evaluări
- Manual WinUnisoftDocument81 paginiManual WinUnisoftLiliana Ara GubanÎncă nu există evaluări
- La Importancia de Los CAD para Los Ingenieros Mecánicos.Document11 paginiLa Importancia de Los CAD para Los Ingenieros Mecánicos.LuisÎncă nu există evaluări
- Cinematica Inversa MatlabDocument2 paginiCinematica Inversa MatlabRonald Butron SalvatierraÎncă nu există evaluări
- Conizado en TornoDocument3 paginiConizado en TornoJulian MolinaÎncă nu există evaluări
- Presentacion WinunisoftDocument26 paginiPresentacion WinunisoftDanii PalaciosÎncă nu există evaluări
- Criterio General de DivisibilidadDocument13 paginiCriterio General de DivisibilidadYeissonAlexisAcevedoAgudeloÎncă nu există evaluări
- Prob2WinUnisoft PDFDocument3 paginiProb2WinUnisoft PDFSantiagoCabanillasCarrascoÎncă nu există evaluări
- Tema8 PB CNDocument3 paginiTema8 PB CNMaxwell RodriguezÎncă nu există evaluări
- Ejercicios Mecanizado 2016 2Document7 paginiEjercicios Mecanizado 2016 2Ayrton Requejo MartelÎncă nu există evaluări
- Examen ManufacturaDocument3 paginiExamen ManufacturaBenjamin Neciosup PaucarÎncă nu există evaluări
- Proyecto Equipo 2Document18 paginiProyecto Equipo 2E ReyesÎncă nu există evaluări
- Practico 1 Problemas de Mecanizado TorneadoDocument4 paginiPractico 1 Problemas de Mecanizado TorneadoJuan Carlos Loza RodriguezÎncă nu există evaluări
- EjerciciosDocument10 paginiEjerciciosRichard Montalban SanchezÎncă nu există evaluări
- Practica N 2-Iiip Salas Panchi GalabayDocument24 paginiPractica N 2-Iiip Salas Panchi GalabayRichard ArizagaÎncă nu există evaluări
- Carta Tecnologica Lab 5Document3 paginiCarta Tecnologica Lab 5Andres Felipe Tovar67% (3)
- Trabajo Práctico #4 Procesos Con Arranque de Viruta OtravezDocument24 paginiTrabajo Práctico #4 Procesos Con Arranque de Viruta OtravezFabian GimenezÎncă nu există evaluări
- Ejercicio TornoDocument1 paginăEjercicio TornoRockwell David ClementeÎncă nu există evaluări
- Semana 9 Ejercicios de TornosDocument2 paginiSemana 9 Ejercicios de TornosJasbir Quispe PuenteÎncă nu există evaluări
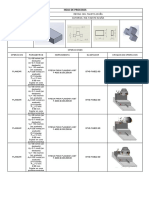
- Hoja de Procesos FinalDocument3 paginiHoja de Procesos FinalFernando Yael0% (1)
- ConosDocument2 paginiConosmilan saucedoÎncă nu există evaluări
- Ganchos de IzajeDocument2 paginiGanchos de Izajeangel_machacaÎncă nu există evaluări
- Mecanizado de Ruedas DentadasDocument5 paginiMecanizado de Ruedas DentadasJavi GonzalezÎncă nu există evaluări
- Mu-Is24 Hacer ZapateroDocument4 paginiMu-Is24 Hacer ZapateroJose AlaniaÎncă nu există evaluări
- Examen práctica 1 de diseño de elementos de máquinasDocument7 paginiExamen práctica 1 de diseño de elementos de máquinasPol MalagaÎncă nu există evaluări
- Clasificación de Tornillos 01Document8 paginiClasificación de Tornillos 01Lya BernalÎncă nu există evaluări
- Afilado de buriles para tornoDocument7 paginiAfilado de buriles para tornoJorge Ávila50% (2)
- Operador de Corte y PlegadoDocument3 paginiOperador de Corte y PlegadoAyr MetalmecanicaÎncă nu există evaluări
- Las Maquinas Las Fabricas y Sus ConsecuenciasDocument3 paginiLas Maquinas Las Fabricas y Sus ConsecuenciasGabyta AlarcónÎncă nu există evaluări
- Plas SonDocument8 paginiPlas SonChamochumbe Takashima DiegoÎncă nu există evaluări
- Catalogo Dewalt PDFDocument126 paginiCatalogo Dewalt PDFMartinÎncă nu există evaluări
- Uso de Fresadora y para Que Sirve Cada Una de Sus PartesDocument10 paginiUso de Fresadora y para Que Sirve Cada Una de Sus PartesDoni Fierro ÁlvarezÎncă nu există evaluări
- Turn G PDFDocument94 paginiTurn G PDFjavimagaÎncă nu există evaluări
- Caja de cambios manual 5 velocidades para EcoSport 2005Document48 paginiCaja de cambios manual 5 velocidades para EcoSport 2005Ricardo100% (1)
- PRACTICA No 1 PROCESOS DE MAQUINADO PDFDocument39 paginiPRACTICA No 1 PROCESOS DE MAQUINADO PDFRaul Garcia AdameÎncă nu există evaluări
- Instrucciones Montaje MosquiteraDocument8 paginiInstrucciones Montaje MosquiteraPablo GarciaÎncă nu există evaluări
- Proceso de Remocion Por Viruta ..Document23 paginiProceso de Remocion Por Viruta ..franklinÎncă nu există evaluări
- RoscadoDocument12 paginiRoscadogermanÎncă nu există evaluări
- Dureza de PernosDocument4 paginiDureza de PernosLucio Roman100% (1)
- Accidente de Ecopetrol Por Volcamiento de Andamio Como Consecuencia de La Operación de Un Elemento para Izaje de CargaDocument4 paginiAccidente de Ecopetrol Por Volcamiento de Andamio Como Consecuencia de La Operación de Un Elemento para Izaje de CargaCristian Paredes50% (4)
- Unidad I Herramientas y Materiales.Document18 paginiUnidad I Herramientas y Materiales.CreativotruÎncă nu există evaluări