S-ar putea să vă placă și
- Certificados Primeros Auxilios PDFDocument42 paginiCertificados Primeros Auxilios PDFfelix angel rivera garcia100% (2)
- Reactor de Lixiviación en Línea - Teoría de Operación y BeneficiosDocument7 paginiReactor de Lixiviación en Línea - Teoría de Operación y BeneficiosEdinson Klever Ponce RamirezÎncă nu există evaluări
- Carbon para La Recuperacion Del OroDocument7 paginiCarbon para La Recuperacion Del Oronico_v180Încă nu există evaluări
- Certificados Primeros Auxilios PDFDocument50 paginiCertificados Primeros Auxilios PDFfelix angel rivera garcia100% (1)
- Los Gases Nobles - Isaac Asimov PDFDocument619 paginiLos Gases Nobles - Isaac Asimov PDFSamuelÎncă nu există evaluări
- Consulta 6 (Capacitores)Document5 paginiConsulta 6 (Capacitores)Mauricio JaramilloÎncă nu există evaluări
- 5 Procesamiento de Minerales de CobreDocument37 pagini5 Procesamiento de Minerales de CobreMario GonzalezÎncă nu există evaluări
- Reactivos de Flotación EnumeradosDocument19 paginiReactivos de Flotación EnumeradosFelipe Andres Ruminot Ramos100% (1)
- Metodo de Dimensamiento de Molinos BondDocument7 paginiMetodo de Dimensamiento de Molinos Bondyack_dkÎncă nu există evaluări
- 123dok Prueba Metalurgica para Determinar El Factor Org Oro Recuperable Gravimetricamente en El Equipo Knelson KC Md3 Con Material de Mina Del Distrito Nambija Condominio NorteDocument83 pagini123dok Prueba Metalurgica para Determinar El Factor Org Oro Recuperable Gravimetricamente en El Equipo Knelson KC Md3 Con Material de Mina Del Distrito Nambija Condominio NorteOskr Wero NoriegaÎncă nu există evaluări
- Evalucacion de Plantas Concentradoras - Compress PDFDocument30 paginiEvalucacion de Plantas Concentradoras - Compress PDFAlessandra guerrero zuritaÎncă nu există evaluări
- Diseño de Un Reactor de Adsorción de OroDocument6 paginiDiseño de Un Reactor de Adsorción de OroArturo Alcides100% (1)
- Refractariedad de Concentrados AuríferosDocument17 paginiRefractariedad de Concentrados AuríferosRicky AlejandroÎncă nu există evaluări
- Leyva CR PDFDocument145 paginiLeyva CR PDFTheo Paliza BordaÎncă nu există evaluări
- Diseño de MolinosDocument69 paginiDiseño de MolinosDavid Rodriguez Remigio100% (1)
- Informe de Ampliacion de PlantaDocument30 paginiInforme de Ampliacion de PlantaKenny MatosÎncă nu există evaluări
- Las Reglas de Oro de La LixiviacionDocument22 paginiLas Reglas de Oro de La LixiviacionJenniffer LineroÎncă nu există evaluări
- Principios de la flotación de minerales en la concentración de menasDocument35 paginiPrincipios de la flotación de minerales en la concentración de menasVolney Quispe AyalaÎncă nu există evaluări
- Ley de Desgaste de BolasDocument5 paginiLey de Desgaste de BolasJose Ariel TorrezÎncă nu există evaluări
- Hidro Ciclon y Harnero DesaguadorDocument1 paginăHidro Ciclon y Harnero DesaguadorAlanGonzalezRojasÎncă nu există evaluări
- Manual de Molienda MarsaDocument35 paginiManual de Molienda Marsagabriel rodriguezÎncă nu există evaluări
- Tecnologia de CianuracionDocument55 paginiTecnologia de CianuracionBrayan ArévaloÎncă nu există evaluări
- Avances en La Tegnologia Gravimetrica Del Oro PresentacionDocument36 paginiAvances en La Tegnologia Gravimetrica Del Oro PresentacionMichael David Altamirano MackenzieÎncă nu există evaluări
- Nivel de BolasDocument13 paginiNivel de BolasIrving Dirzo CarrilloÎncă nu există evaluări
- Planta de Adsorcion Desorcion y ReactivaDocument65 paginiPlanta de Adsorcion Desorcion y ReactivaLuis Condori QuispeÎncă nu există evaluări
- Flotación de Minerales de Cobre.Document13 paginiFlotación de Minerales de Cobre.Samuel ChoquecotaÎncă nu există evaluări
- Molienda de MineralesDocument85 paginiMolienda de Mineralesdarbuka darbukaÎncă nu există evaluări
- Metalurgia Del OroDocument33 paginiMetalurgia Del OroJocecastilloÎncă nu există evaluări
- HIDROMETALURGIA Del ORO Y PLATA)Document35 paginiHIDROMETALURGIA Del ORO Y PLATA)Allison JuarezÎncă nu există evaluări
- Molinos de bolas: procesamiento de mineralesDocument144 paginiMolinos de bolas: procesamiento de mineralesRonald Benjamin Elorreaga Obregoso100% (1)
- Procesamiento de minerales de cobre en Doe Run Perú - División CobrizaDocument23 paginiProcesamiento de minerales de cobre en Doe Run Perú - División CobrizaThalia QuispeÎncă nu există evaluări
- Proceso de Recuperacion Del CobreDocument57 paginiProceso de Recuperacion Del CobrebugibiciÎncă nu există evaluări
- Optimización en La Fundición de Precipitados de Oro y PlataDocument15 paginiOptimización en La Fundición de Precipitados de Oro y Platagiann100% (1)
- Flotación Cu - PB - ZNDocument10 paginiFlotación Cu - PB - ZNMelany Echeverria100% (1)
- WSFT-04-Modelos Cinéticos de Flotación y Escalamiento de Celdas y Circui...Document48 paginiWSFT-04-Modelos Cinéticos de Flotación y Escalamiento de Celdas y Circui...NataliaPBDÎncă nu există evaluări
- Lixiviacion de Menas de OroDocument35 paginiLixiviacion de Menas de OroEileen CamblorÎncă nu există evaluări
- Inf. XantatosDocument5 paginiInf. XantatosAngeliica M. PerezÎncă nu există evaluări
- Clase 5, Preparación Mecánica de MineralesDocument95 paginiClase 5, Preparación Mecánica de MineralesMercedes Guillermina Godoy BarbosaÎncă nu există evaluări
- 6 - MC MPP ElectrolisisDocument11 pagini6 - MC MPP ElectrolisisLuis Cesar Gutierrez MedranoÎncă nu există evaluări
- Biooxidación de Concentrado AspyDocument34 paginiBiooxidación de Concentrado AspyJu FesaÎncă nu există evaluări
- Mejora en recuperación de oro con nitrato de plomoDocument9 paginiMejora en recuperación de oro con nitrato de plomoAnonymous rBcspMzPÎncă nu există evaluări
- Disolución Del OroDocument8 paginiDisolución Del OroJesica Lizana TaipeÎncă nu există evaluări
- Eficiencia de ZarandaDocument3 paginiEficiencia de ZarandaPIERO LEONARDO TOMASTO CRISTOBALÎncă nu există evaluări
- PlomoDocument9 paginiPlomoJesus FernandezÎncă nu există evaluări
- Expo Ing Jose ManzanedaDocument29 paginiExpo Ing Jose ManzanedaTefy RiveraÎncă nu există evaluări
- Recuperación oro cianuradasDocument20 paginiRecuperación oro cianuradasMarco C. PumaÎncă nu există evaluări
- MODSIM: Simulador para balances de masa y flujos en plantas de beneficio mineralDocument44 paginiMODSIM: Simulador para balances de masa y flujos en plantas de beneficio mineralEdinson Klever Ponce Ramirez100% (3)
- Unidad 3 Parte 2 Flotacion de MineralesDocument28 paginiUnidad 3 Parte 2 Flotacion de MineralesRicardo Antonio Ulloa Pinto100% (1)
- Aliaciones de EstañoDocument21 paginiAliaciones de Estañocarandatru100% (1)
- Diseño procesos concentración lixiviación minerales cobreDocument36 paginiDiseño procesos concentración lixiviación minerales cobrebruno alexis cortes ceaÎncă nu există evaluări
- Investigación sobre celda de flotación Denver en la Universidad Técnica de MachalaDocument9 paginiInvestigación sobre celda de flotación Denver en la Universidad Técnica de MachalaGabriela Leonor Avecillas AbadÎncă nu există evaluări
- Concentrado de CobreDocument23 paginiConcentrado de Cobrerichtr100% (1)
- Adsorcion de Oro Con Carbon ActivadoDocument33 paginiAdsorcion de Oro Con Carbon ActivadoJackson TapiaÎncă nu există evaluări
- Recuperación Por Aglomeración de Carbón y Petróleo-Ecuacion de YoungDocument23 paginiRecuperación Por Aglomeración de Carbón y Petróleo-Ecuacion de Youngvictor cuadrosÎncă nu există evaluări
- Balance Materia Molienda Clasificacion 23-11-2015Document44 paginiBalance Materia Molienda Clasificacion 23-11-2015Tomas AlvaÎncă nu există evaluări
- Balances de Masa, P. NavarroDocument131 paginiBalances de Masa, P. NavarroMel Arocutipa100% (1)
- Flotacion FlashDocument4 paginiFlotacion FlashArmando Cartagena100% (1)
- Metalurgia Extractiva Del Oro PDFDocument22 paginiMetalurgia Extractiva Del Oro PDFOscar Jose Perez TroccoliÎncă nu există evaluări
- Manual de chancado en plantas concentradoras de mineralesDocument39 paginiManual de chancado en plantas concentradoras de mineralesHDMC100% (4)
- Trabajo en ProcesoDocument19 paginiTrabajo en ProcesoJhosep Anthony Roca CaceresÎncă nu există evaluări
- Costos de Molienda y Chancado en MineriaDocument27 paginiCostos de Molienda y Chancado en MineriaMaickol Zapana Roka50% (2)
- 2da. Clase de Equipos de de Trituración o Chancado de MineralDocument35 pagini2da. Clase de Equipos de de Trituración o Chancado de MineralLeonardo Lozano CallacaÎncă nu există evaluări
- Chancado en PlantaDocument120 paginiChancado en PlantaNataniel Linares100% (2)
- Tecnologías limpias: Medio ambiente y comercialización de mineralesDe la EverandTecnologías limpias: Medio ambiente y comercialización de mineralesEvaluare: 5 din 5 stele5/5 (1)
- Indice de Frecuencia 2019Document4 paginiIndice de Frecuencia 2019felix angel rivera garciaÎncă nu există evaluări
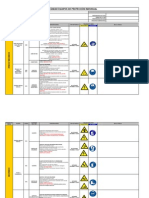
- EPIs obligatorios para diferentes riesgosDocument5 paginiEPIs obligatorios para diferentes riesgosivanda22Încă nu există evaluări
- Indice de Frecuencia 2017Document1 paginăIndice de Frecuencia 2017felix angel rivera garciaÎncă nu există evaluări
- Indice de Frecuencia 2018Document4 paginiIndice de Frecuencia 2018felix angel rivera garciaÎncă nu există evaluări
- Matriz E P P Carpeta Gestion UniandesDocument6 paginiMatriz E P P Carpeta Gestion UniandesChris Mejia100% (1)
- Anexo 8 Plataformas Elevadoras de Trabajo (Manlift)Document15 paginiAnexo 8 Plataformas Elevadoras de Trabajo (Manlift)felix angel rivera garciaÎncă nu există evaluări
- GUIA DE PELIGROS Y RIESGOS V 01Document26 paginiGUIA DE PELIGROS Y RIESGOS V 01felix angel rivera garciaÎncă nu există evaluări
- P - Mensual de Certificación SGS Operadores - Rigger Sso - Febrero 2020 PDFDocument1 paginăP - Mensual de Certificación SGS Operadores - Rigger Sso - Febrero 2020 PDFfelix angel rivera garciaÎncă nu există evaluări
- P - Mensual de Certificación SGS Operadores - Rigger Sso - Febrero 2020Document1 paginăP - Mensual de Certificación SGS Operadores - Rigger Sso - Febrero 2020felix angel rivera garciaÎncă nu există evaluări
- Anexo 11 Distancia de Seguridad para Cables EléctricosDocument1 paginăAnexo 11 Distancia de Seguridad para Cables Eléctricosfelix angel rivera garciaÎncă nu există evaluări
- Anexo 1 Grúas Móviles AutopropulsadasDocument15 paginiAnexo 1 Grúas Móviles Autopropulsadasfelix angel rivera garciaÎncă nu există evaluări
- Lima9estadistica Trabajos en Altura PDFDocument52 paginiLima9estadistica Trabajos en Altura PDFlagartoitlaÎncă nu există evaluări
- SGSSOMA-S-RGM-001 - Rev 00 - RISST - 2020Document36 paginiSGSSOMA-S-RGM-001 - Rev 00 - RISST - 2020felix angel rivera garciaÎncă nu există evaluări
- Anexo 8 Plataformas Elevadoras de Trabajo (Manlift)Document12 paginiAnexo 8 Plataformas Elevadoras de Trabajo (Manlift)felix angel rivera garciaÎncă nu există evaluări
- Anexo 8 Plataformas Elevadoras de Trabajo (Manlift)Document15 paginiAnexo 8 Plataformas Elevadoras de Trabajo (Manlift)felix angel rivera garciaÎncă nu există evaluări
- Código de Tránsito AL 2018 SpijDocument11 paginiCódigo de Tránsito AL 2018 Spijfelix angel rivera garciaÎncă nu există evaluări
- Inspección SEMANAL 17-04-18Document21 paginiInspección SEMANAL 17-04-18felix angel rivera garciaÎncă nu există evaluări
- Código de Tránsito Actualizado Al 24.09.2018 SpijDocument122 paginiCódigo de Tránsito Actualizado Al 24.09.2018 SpijwilmerÎncă nu există evaluări
- ESM-PET-ALM-001 Trabajos en AlmacénDocument3 paginiESM-PET-ALM-001 Trabajos en Almacénfelix angel rivera garciaÎncă nu există evaluări
- ESM PET ALM 001 Trabajos en AlmacénDocument10 paginiESM PET ALM 001 Trabajos en Almacénfelix angel rivera garciaÎncă nu există evaluări
- IPERC AlmacenDocument9 paginiIPERC Almacenfelix angel rivera garciaÎncă nu există evaluări
- SSOst0003 - Estándar Trabajos en Altura - v.03Document21 paginiSSOst0003 - Estándar Trabajos en Altura - v.03felix angel rivera garciaÎncă nu există evaluări
- Constancia Capacitación DS024Document16 paginiConstancia Capacitación DS024felix angel rivera garciaÎncă nu există evaluări
- Especificaciones Tecnicas Acabado OADocument2 paginiEspecificaciones Tecnicas Acabado OAfelix angel rivera garciaÎncă nu există evaluări
- Lomo Archivador #1 Ant AdmsDocument2 paginiLomo Archivador #1 Ant Admsfelix angel rivera garciaÎncă nu există evaluări
- HS - Sika Antisol SDocument7 paginiHS - Sika Antisol Sfelix angel rivera garciaÎncă nu există evaluări
- SIN-SGS-ForM-11 Insp Planeadas - No Planeadas Rev00Document1 paginăSIN-SGS-ForM-11 Insp Planeadas - No Planeadas Rev00felix angel rivera garciaÎncă nu există evaluări
- HS - Sika Antisol SDocument5 paginiHS - Sika Antisol SAnder VsÎncă nu există evaluări
- Los valores familiares y su promociónDocument9 paginiLos valores familiares y su promociónIsac VillacortaÎncă nu există evaluări
- Características y procesos de colado de aleaciones metálicas dentales como cromo-cobaltoDocument7 paginiCaracterísticas y procesos de colado de aleaciones metálicas dentales como cromo-cobaltoAdalis GaleanoÎncă nu există evaluări
- CONVERSIONDocument1 paginăCONVERSIONDenaibeliÎncă nu există evaluări
- AcetilenoDocument3 paginiAcetilenodf ,mfd,mÎncă nu există evaluări
- Plan de Contingencias Grifos-Grifo v3Document25 paginiPlan de Contingencias Grifos-Grifo v3renatoÎncă nu există evaluări
- Tercer Examen Parcial de OscilacionesDocument2 paginiTercer Examen Parcial de OscilacionesCarlos Fabricio Paitan MoraÎncă nu există evaluări
- Acero y Siderurgia PDFDocument29 paginiAcero y Siderurgia PDF4pl4570k4k0745100% (1)
- Informe de Laboratorio N°2 - QuímicaDocument11 paginiInforme de Laboratorio N°2 - QuímicaDemetrio Rodrigo CastilloÎncă nu există evaluări
- Termodinámica: Calor, energía y reacciones químicasDocument52 paginiTermodinámica: Calor, energía y reacciones químicasRicardoCamanSilvaÎncă nu există evaluări
- Evaluación Formativa Nm3 Biología Celular y MolecularDocument9 paginiEvaluación Formativa Nm3 Biología Celular y MolecularPLAZA MANSILLA , RODRIGO EMILIO [OHIGGINS]Încă nu există evaluări
- Perforación Bajo BalanceDocument17 paginiPerforación Bajo BalanceCristina MoralesÎncă nu există evaluări
- Manual de Prácticas de Laboratorio de FitoquímicaDocument27 paginiManual de Prácticas de Laboratorio de FitoquímicaEdwin Pomatanta Plasencia33% (3)
- Guia StapDocument8 paginiGuia StapmoniikgmÎncă nu există evaluări
- Esterilización 40Document16 paginiEsterilización 40Wrrcv RubinÎncă nu există evaluări
- Tarea QuimicaDocument3 paginiTarea QuimicaYoshi CoreÎncă nu există evaluări
- Grupo DirectorDocument2 paginiGrupo DirectorCarlos RuizÎncă nu există evaluări
- Unidad 3 Balance de Materia Con Reacción QuímicaDocument9 paginiUnidad 3 Balance de Materia Con Reacción QuímicaPabloÎncă nu există evaluări
- Apuntes de Termo 2Document16 paginiApuntes de Termo 2Julius RodriguezÎncă nu există evaluări
- Proceso de Fundición Del CobreDocument20 paginiProceso de Fundición Del CobrejoseÎncă nu există evaluări
- Mapa ConceptualDocument2 paginiMapa ConceptualMarce RinconÎncă nu există evaluări
- Primera Ley de la TermodinámicaDocument28 paginiPrimera Ley de la TermodinámicaJose Emanuel LSÎncă nu există evaluări
- Uso de Materiales Del EntornoDocument3 paginiUso de Materiales Del EntornoI.A. Esp. Luis Alberto Begambre GonzálezÎncă nu există evaluări
- Tratamiento SecundarioDocument6 paginiTratamiento Secundariomarijo lechugaÎncă nu există evaluări
- Informe de Química, Reacciones QuímicasDocument10 paginiInforme de Química, Reacciones QuímicasAlejandra FernándezÎncă nu există evaluări
- Ramírez Morales Tarea FDDocument3 paginiRamírez Morales Tarea FDErick RMÎncă nu există evaluări
- Manual de Buenas Practicas de Manejo de Biocombustibles Versión 2Document9 paginiManual de Buenas Practicas de Manejo de Biocombustibles Versión 2Armando Miguel Martinez MartinezÎncă nu există evaluări
- Manual de operación intercambiador de calor tubos concéntricosDocument12 paginiManual de operación intercambiador de calor tubos concéntricosAlejandro CamachoÎncă nu există evaluări
- Cuestionario 6Document3 paginiCuestionario 6Lalo VegaÎncă nu există evaluări