S-ar putea să vă placă și
- 1811-Leçons Élémenaitres de Mathématiques-l'Abbé de La CailleDocument546 pagini1811-Leçons Élémenaitres de Mathématiques-l'Abbé de La Caillemartin160464Încă nu există evaluări
- 1-Cours - CND-2016-2017 - Pour Cite Internet PDFDocument125 pagini1-Cours - CND-2016-2017 - Pour Cite Internet PDFRABHI Mouldi100% (2)
- TP Magnetoscopie RessuageDocument8 paginiTP Magnetoscopie RessuageJAMEL CHAKCHAKÎncă nu există evaluări
- Note de Calcul RadierDocument15 paginiNote de Calcul RadierNZOMO91% (23)
- Essais Non Destructifs 22-03-10Document42 paginiEssais Non Destructifs 22-03-10omar100% (1)
- Ressuage N2Document112 paginiRessuage N2Chiheb KaanicheÎncă nu există evaluări
- CHP 2 CND CompletDocument118 paginiCHP 2 CND CompletMaram Sellami100% (2)
- Probabilité Exercices-CorrigesDocument33 paginiProbabilité Exercices-CorrigesosefresistanceÎncă nu există evaluări
- Cotrole Par ULTRASONDocument18 paginiCotrole Par ULTRASONFatma BenbrahimÎncă nu există evaluări
- La MagnétoscopieDocument25 paginiLa MagnétoscopieFirass Chafai100% (3)
- 05 UltrasonsDocument120 pagini05 Ultrasonsdimachampion100% (1)
- QCMLes Contrôles Non Destructifs 1Document2 paginiQCMLes Contrôles Non Destructifs 1zebra00Încă nu există evaluări
- Essai de TractionDocument9 paginiEssai de TractionAminChaari50% (2)
- CONTROLE NON DESTRUCTIF PAR ULTRASON (Enregistré Automatiquement)Document38 paginiCONTROLE NON DESTRUCTIF PAR ULTRASON (Enregistré Automatiquement)SEIFEDDINE KADRI100% (1)
- CNDDocument81 paginiCNDMohamed Hammi Gmp100% (3)
- 4 RessuageDocument10 pagini4 RessuageKhouloud AbidiÎncă nu există evaluări
- Corrige TD 5Document6 paginiCorrige TD 5mourad100% (1)
- Présentation CND 2007Document158 paginiPrésentation CND 2007Koukous Moussa100% (1)
- 04-Henri Walaszek CetimDocument84 pagini04-Henri Walaszek CetimMorched TounsiÎncă nu există evaluări
- Ressuage 01Document69 paginiRessuage 01omar0% (1)
- TD Les Contrôles Non Destructifs TD Les Contrôles Non DestructifsDocument3 paginiTD Les Contrôles Non Destructifs TD Les Contrôles Non DestructifsKarim FathallahÎncă nu există evaluări
- CND 1aDocument28 paginiCND 1aFatima Zohra Hamouche0% (1)
- COURS - UT1 - GENERAL Mars 2018Document181 paginiCOURS - UT1 - GENERAL Mars 2018DëLux OwO100% (1)
- Controle Non Destructif (CND)Document69 paginiControle Non Destructif (CND)rcaone67% (3)
- QTCUT2Document25 paginiQTCUT2Rafik Thaalbi100% (1)
- Guide Chargement CamionsDocument20 paginiGuide Chargement CamionsAnas El AkramiÎncă nu există evaluări
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysDe la EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysÎncă nu există evaluări
- Équations (4ème)Document3 paginiÉquations (4ème)MATHS - VIDEOS100% (1)
- Cours Analyse Numerique MatricielleDocument63 paginiCours Analyse Numerique MatricielleAminChaariÎncă nu există evaluări
- Ressuage Cours CofrendDocument3 paginiRessuage Cours CofrendAli Clubist100% (2)
- Controle VisuelDocument3 paginiControle VisuelĶĥ ĴãmëşÎncă nu există evaluări
- Contrôle Non DestructifDocument25 paginiContrôle Non DestructifJuliana OkombiÎncă nu există evaluări
- TP CNDDocument8 paginiTP CNDdettlaff xxx100% (1)
- Introduction Au RessuageDocument43 paginiIntroduction Au Ressuagecisar000771% (7)
- RessuageDocument7 paginiRessuageZaki ZaidiÎncă nu există evaluări
- TD04 UltrasonsDocument5 paginiTD04 Ultrasonsnaoufel1706Încă nu există evaluări
- Travaux Pratique de Controle Non DestrucDocument12 paginiTravaux Pratique de Controle Non DestrucHamza SmahriÎncă nu există evaluări
- TP UltrasonDocument6 paginiTP UltrasonFadwa ZRÎncă nu există evaluări
- Guide Hors Production Operateur Traitement Thermique PDFDocument186 paginiGuide Hors Production Operateur Traitement Thermique PDFSamir KhÎncă nu există evaluări
- 7 RessuageDocument66 pagini7 RessuageFares ÆazizÎncă nu există evaluări
- TP Diffraction Des Rayons XDocument16 paginiTP Diffraction Des Rayons XNoura Zhd100% (1)
- 004-CH4 Magnétoscopie PDFDocument37 pagini004-CH4 Magnétoscopie PDFramiksidaÎncă nu există evaluări
- Cours Cotes Tolerancees PRDocument3 paginiCours Cotes Tolerancees PRbelkaidÎncă nu există evaluări
- Exposé Du RessuageDocument18 paginiExposé Du RessuageAchour Ifrek100% (3)
- Travaux Pratique en CND TP N°1Document4 paginiTravaux Pratique en CND TP N°1bouallegue_moun1806100% (2)
- TD RessuageDocument2 paginiTD RessuageAbderrahmane Az100% (1)
- RessuageDocument3 paginiRessuagerezoka100% (1)
- CNDDocument11 paginiCNDnourhenÎncă nu există evaluări
- Chap 4 Contrôle Par Ressuage 2021Document8 paginiChap 4 Contrôle Par Ressuage 2021Zara LanderÎncă nu există evaluări
- RessuageDocument8 paginiRessuageKa RimÎncă nu există evaluări
- Chapitre 2 Examen Visuel PDFDocument6 paginiChapitre 2 Examen Visuel PDFsaidÎncă nu există evaluări
- TP RessuageDocument6 paginiTP RessuageFayza BelkhoudirÎncă nu există evaluări
- Contrôle Non DestructifDocument15 paginiContrôle Non DestructifYassine Aguelmame100% (2)
- CND GeneralitesDocument25 paginiCND GeneralitesMohsen SaidiÎncă nu există evaluări
- Le Contrôle Non Destructif de Soudure Par MagnétoscopieDocument6 paginiLe Contrôle Non Destructif de Soudure Par MagnétoscopieNassim RabaouiÎncă nu există evaluări
- 1 Cours CND IntroductionDocument12 pagini1 Cours CND IntroductionbiliÎncă nu există evaluări
- 1 Généralités Sur Les CNDDocument3 pagini1 Généralités Sur Les CNDMoundher Mns100% (1)
- Cour de RessuageDocument21 paginiCour de RessuageAmih ShkfÎncă nu există evaluări
- Contrôle Par RessuageDocument36 paginiContrôle Par RessuagefathiÎncă nu există evaluări
- TP - MagnetoscopieDocument7 paginiTP - MagnetoscopieBassma Rouane0% (1)
- Cours CNDDocument104 paginiCours CNDzouaoua slimaneÎncă nu există evaluări
- 01 IntroductionDocument38 pagini01 IntroductionHassana Mhf100% (1)
- Compte Rendu TP N°2 Mangnétoscopie: LAGM-03-02Document6 paginiCompte Rendu TP N°2 Mangnétoscopie: LAGM-03-02Mohamed amine AbdallahÎncă nu există evaluări
- Chapitre 3 Le CND Par Examens VisuelsDocument5 paginiChapitre 3 Le CND Par Examens VisuelsFaicel GladiateurÎncă nu există evaluări
- TP 2Document7 paginiTP 2Mohamed amine AbdallahÎncă nu există evaluări
- Technique 2Document4 paginiTechnique 2Sourour TrabelsiÎncă nu există evaluări
- Ressuage KF RessuageDocument4 paginiRessuage KF RessuageKarim FathallahÎncă nu există evaluări
- Chapitre 4 Le RessuageDocument10 paginiChapitre 4 Le RessuageAziz GaayaÎncă nu există evaluări
- Chap II Ressuage-CompletDocument4 paginiChap II Ressuage-CompletŠka Ňder ßąÎncă nu există evaluări
- CND 1 RessuageDocument36 paginiCND 1 RessuageSidao AdimÎncă nu există evaluări
- Ressuage 2000Document3 paginiRessuage 2000Fa TehÎncă nu există evaluări
- Résumé MMCDocument10 paginiRésumé MMCAminChaari67% (3)
- Mécanique Des Milieux ContinusDocument67 paginiMécanique Des Milieux ContinusAminChaariÎncă nu există evaluări
- Cours Systèmes Mécaniques TC ENIMDocument44 paginiCours Systèmes Mécaniques TC ENIMBenamara Abdelmajid100% (8)
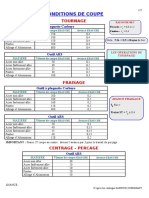
- Bilanl Des Conditions de Coupe TableauDocument2 paginiBilanl Des Conditions de Coupe TableauChokri AtefÎncă nu există evaluări
- MMC PartielDocument6 paginiMMC PartielAminChaariÎncă nu există evaluări
- Cycle Fanuc Tournage PDFDocument16 paginiCycle Fanuc Tournage PDFAminChaariÎncă nu există evaluări
- TP - JET D'eauDocument7 paginiTP - JET D'eauAminChaariÎncă nu există evaluări
- Etude de Capabilité de Moyen de Mesure1Document10 paginiEtude de Capabilité de Moyen de Mesure1AminChaariÎncă nu există evaluări
- André Chevalier-Guide Du Dessinateur Industriel - Edition 2004 PDFDocument338 paginiAndré Chevalier-Guide Du Dessinateur Industriel - Edition 2004 PDFreda100% (10)
- Ag LagrangeDocument1 paginăAg LagrangeSoufiane BouchlaghemÎncă nu există evaluări
- Entraînements Réglés HEIG - Ex - Et - Corr - CompletDocument75 paginiEntraînements Réglés HEIG - Ex - Et - Corr - ComplettoulouiÎncă nu există evaluări
- RPA Methode StatiqueDocument21 paginiRPA Methode StatiqueAbdelhakim BelaidÎncă nu există evaluări
- Abdelmeziane NabilDocument176 paginiAbdelmeziane NabildanemsalÎncă nu există evaluări
- La Difference de Potentiel TD CompletDocument4 paginiLa Difference de Potentiel TD CompletKhaoula SamaaliÎncă nu există evaluări
- Cable MT NFC 33 226 18 30 36 KVDocument2 paginiCable MT NFC 33 226 18 30 36 KVbensalem_470934083Încă nu există evaluări
- Ad2 CONFORTpentexemplesDocument22 paginiAd2 CONFORTpentexemplesYounes BingaÎncă nu există evaluări
- Facades Verrieres Avis Technique Structura Duo 2-07-1231Document22 paginiFacades Verrieres Avis Technique Structura Duo 2-07-1231akreitÎncă nu există evaluări
- Exercice 01:: P Q PQ P P PDocument4 paginiExercice 01:: P Q PQ P P PAbderrazzak ElhaimerÎncă nu există evaluări
- Equation D - Une DroiteDocument4 paginiEquation D - Une DroiteRachid BerjaguaÎncă nu există evaluări
- Dynamique Des Rotors en Torsion-IntroductionDocument2 paginiDynamique Des Rotors en Torsion-IntroductionMed RjebÎncă nu există evaluări
- Unghi Dilatanta Din Forfecare in Aparat TriaxialDocument4 paginiUnghi Dilatanta Din Forfecare in Aparat TriaxialAndor-Csongor NagyÎncă nu există evaluări
- Technologie Et Principes de La Régulation BTSDocument8 paginiTechnologie Et Principes de La Régulation BTSkamradscorpionÎncă nu există evaluări
- 06 Noces (Camus)Document14 pagini06 Noces (Camus)RafaelSilvaÎncă nu există evaluări
- ARO-Hochleistungsfilter FRDocument8 paginiARO-Hochleistungsfilter FRRicci MottazÎncă nu există evaluări
- 2008 National Exo1 Correction BBT 6 5ptsDocument2 pagini2008 National Exo1 Correction BBT 6 5ptsla physique selon le programme FrançaisÎncă nu există evaluări
- Dc1 4tech2Document2 paginiDc1 4tech2Omar MakhÎncă nu există evaluări
- D.S 1 3M 14 15Document2 paginiD.S 1 3M 14 15Hayk ElÎncă nu există evaluări
- Controle Continu 1 - CORRECTION (Octobre 2012)Document3 paginiControle Continu 1 - CORRECTION (Octobre 2012)Omar LâsriÎncă nu există evaluări
- Commande Non-Linéaire de La MADADocument192 paginiCommande Non-Linéaire de La MADAMoulay1Încă nu există evaluări
- 2018 Grok Lighting EN ES FR PDFDocument337 pagini2018 Grok Lighting EN ES FR PDFNakhayo JumaÎncă nu există evaluări