S-ar putea să vă placă și
- Examen FF V2 2016 Corrigé PDFDocument10 paginiExamen FF V2 2016 Corrigé PDFYassin Belkacem0% (1)
- L'étoile miraculeuse Cycle 1 - T1/2: La légende des trois amantsDe la EverandL'étoile miraculeuse Cycle 1 - T1/2: La légende des trois amantsÎncă nu există evaluări
- Examen FF V1 2016 Corrigé PDFDocument10 paginiExamen FF V1 2016 Corrigé PDFYassin Belkacem67% (3)
- L'étoile miraculeuse Cycle 1 - T2/2: Le souffle du démonDe la EverandL'étoile miraculeuse Cycle 1 - T2/2: Le souffle du démonÎncă nu există evaluări
- Examen FF 2017 V2 CorrigéDocument9 paginiExamen FF 2017 V2 CorrigéYassin Belkacem67% (3)
- TP Barillet QuestionsDocument6 paginiTP Barillet QuestionsMustapha elmoudenÎncă nu există evaluări
- Despiece KH14011CPDocument14 paginiDespiece KH14011CPPepe GarciaÎncă nu există evaluări
- Examen de Fin de Formation TSMFM 2015 V2 Synthèse CorrigéDocument12 paginiExamen de Fin de Formation TSMFM 2015 V2 Synthèse CorrigéMoukhafi MouhcineÎncă nu există evaluări
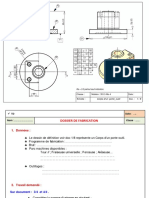
- Dossier de Fabrication Axe: MR Mrmi Compte Rendu Fabrication MecaniqueDocument6 paginiDossier de Fabrication Axe: MR Mrmi Compte Rendu Fabrication MecaniqueMohammed El azhariÎncă nu există evaluări
- Corrigé FF - V2 2020Document9 paginiCorrigé FF - V2 2020Ayoub CharkaniÎncă nu există evaluări
- ExemplepDocument4 paginiExemplepNassro ZiadÎncă nu există evaluări
- Examen de Fin de Formation TSMFM 2015 v1 SyntheseDocument13 paginiExamen de Fin de Formation TSMFM 2015 v1 Syntheseahmaisbouchaib198Încă nu există evaluări
- Corrige Examen FF 2020 TSMFMDocument10 paginiCorrige Examen FF 2020 TSMFMSou Mia67% (6)
- Examen de Fin de Formation TSMFM 2015 v1 Synthese CorrigeDocument11 paginiExamen de Fin de Formation TSMFM 2015 v1 Synthese CorrigeNn100% (1)
- Examen de Fin de Formation TSMFM 2015 V Synthese CorrigeDocument11 paginiExamen de Fin de Formation TSMFM 2015 V Synthese CorrigeKhalid ESSAFIÎncă nu există evaluări
- DC3 4ScT (09-10)Document9 paginiDC3 4ScT (09-10)Wagih MrassiÎncă nu există evaluări
- Corrigé FF - V1 2020 PDFDocument9 paginiCorrigé FF - V1 2020 PDFChaimaa MkÎncă nu există evaluări
- Exercice CN TOURNAGEDocument5 paginiExercice CN TOURNAGEBouallegue Mounir0% (1)
- Support Connecteur TPE7 3 3Document3 paginiSupport Connecteur TPE7 3 3Ahmed RACHDIÎncă nu există evaluări
- Examen de Fin de Formation TSMFM 2012 v1 Synthese CorrigeDocument15 paginiExamen de Fin de Formation TSMFM 2012 v1 Synthese CorrigeAmi ne100% (1)
- Sujet 1 FAODocument8 paginiSujet 1 FAOTheodoreofficielÎncă nu există evaluări
- 1 Equerre 2DDocument6 pagini1 Equerre 2DISMAIL ABOUESAAD100% (1)
- PFF Chafik Bilal Elyargui 2020-2021 - Groupe 1 PDFDocument98 paginiPFF Chafik Bilal Elyargui 2020-2021 - Groupe 1 PDFMouad BotteÎncă nu există evaluări
- Mini Projet CAO ArsalenDocument20 paginiMini Projet CAO ArsalenFerchichi HatemÎncă nu există evaluări
- TP 3 Corps Dun Porte - OutiDocument5 paginiTP 3 Corps Dun Porte - Outiayman zianiÎncă nu există evaluări
- M6109 05-07-2021 Frija A3 MPGMDocument7 paginiM6109 05-07-2021 Frija A3 MPGMMOUNIR FRIJAÎncă nu există evaluări
- Axe Contrats de PhaseDocument3 paginiAxe Contrats de PhaseYoussef NajihÎncă nu există evaluări
- Bureau MethodeDocument3 paginiBureau Methodehouyam hamdiÎncă nu există evaluări
- Centreur LocatingDocument11 paginiCentreur Locatingramzi100% (1)
- Chapitre3 TD Couvercle 2DDocument2 paginiChapitre3 TD Couvercle 2DReza RezaÎncă nu există evaluări
- DS1 2019-DTDocument5 paginiDS1 2019-DTMouad MemniÎncă nu există evaluări
- Serie Theorie de CoupeDocument9 paginiSerie Theorie de Coupezouga zougaÎncă nu există evaluări
- ExamenDocument8 paginiExamenMOUNIR FRIJAÎncă nu există evaluări
- Modele DMOS2022-03-0003-1Document7 paginiModele DMOS2022-03-0003-1maazouz radouaneÎncă nu există evaluări
- TD1 Correction CFAODocument4 paginiTD1 Correction CFAOEddehbi100% (1)
- Examen FF 2019 v1 CorrigepdfDocument11 paginiExamen FF 2019 v1 CorrigepdfHichamÎncă nu există evaluări
- Devoir ProductionDocument14 paginiDevoir ProductionNouhaila ChtoukiÎncă nu există evaluări
- SankaDocument5 paginiSankaabdellah elghebouliÎncă nu există evaluări
- Eff TSGC V1 2021Document7 paginiEff TSGC V1 2021Irie Fabrice ZROÎncă nu există evaluări
- Cycle Fanuc Tournage PDFDocument16 paginiCycle Fanuc Tournage PDFAminChaariÎncă nu există evaluări
- Cultibutte 5.6 10-01-2023Document32 paginiCultibutte 5.6 10-01-2023Adel SoÎncă nu există evaluări
- Reduct EurDocument2 paginiReduct EurOUTEMSAA80% (5)
- Examen FF 2019 V1 Corrigé PDFDocument11 paginiExamen FF 2019 V1 Corrigé PDFYassin Belkacem33% (3)
- Dossier Technique Etau A Serrage Rapide PDFDocument10 paginiDossier Technique Etau A Serrage Rapide PDFamineee100% (1)
- Dossier Technique - TP MIP-MAPDocument4 paginiDossier Technique - TP MIP-MAPMakrem CherifÎncă nu există evaluări
- Diezel DIEFET-V1-11 PDFDocument5 paginiDiezel DIEFET-V1-11 PDFjuanitokasÎncă nu există evaluări
- ds1 0506 PDFDocument14 paginids1 0506 PDFzaouia ayoubÎncă nu există evaluări
- Trabajo Practico Nº1546Document12 paginiTrabajo Practico Nº1546Jorge Dominguez RossiÎncă nu există evaluări
- Devoir de Contrôle N°1 - Génie Mécanique Butée Reglable - 3ème Technique (2010-2011) MR BEN AMAR PDFDocument8 paginiDevoir de Contrôle N°1 - Génie Mécanique Butée Reglable - 3ème Technique (2010-2011) MR BEN AMAR PDFArfaoui Aymen100% (2)
- Programmation Exercice N°2Document3 paginiProgrammation Exercice N°2mathieu.angeardÎncă nu există evaluări
- FONCTION TRANSMETTRE L ÉNERGIE Aspect Technologique (Guidage en Rotation) Reponse Applications PDFDocument18 paginiFONCTION TRANSMETTRE L ÉNERGIE Aspect Technologique (Guidage en Rotation) Reponse Applications PDFBen Fah100% (3)
- Compte Rendu TpeDocument31 paginiCompte Rendu Tpekhalil bouadilaÎncă nu există evaluări
- Decompte CIBEN FORMATION 08-05-20144 - CopieDocument33 paginiDecompte CIBEN FORMATION 08-05-20144 - CopieHoucine ZnikerÎncă nu există evaluări
- Examen FF V2 2015 ÉnoncéDocument13 paginiExamen FF V2 2015 Énoncésimo ockÎncă nu există evaluări
- CM4 Dimensionnement VisDocument27 paginiCM4 Dimensionnement VisMohamed LaliouiÎncă nu există evaluări
- M202 Temps Efm V1 TSMFM 2022-2023Document4 paginiM202 Temps Efm V1 TSMFM 2022-2023badr hadriÎncă nu există evaluări
- Situation Provisoire N°1 - Assainissement Ain RahaDocument64 paginiSituation Provisoire N°1 - Assainissement Ain RahaAnass Anass AnassÎncă nu există evaluări
- DT ES de Twingo. Sommaire. 1. Présentation 2 2. Nomenclatures 2 3. Système de Transformation de Mouvement 3 4. Pantographe 5 5. Dessins D Ensembles 6Document11 paginiDT ES de Twingo. Sommaire. 1. Présentation 2 2. Nomenclatures 2 3. Système de Transformation de Mouvement 3 4. Pantographe 5 5. Dessins D Ensembles 6Mrnadhir Mecanique100% (1)
- APEF FAD Fourreau Final 2019-1Document44 paginiAPEF FAD Fourreau Final 2019-1Kha LedÎncă nu există evaluări
- Exercice 1 - Partie 1Document2 paginiExercice 1 - Partie 1Adima Said100% (1)
- Exo Project 0025 Marges PDFDocument1 paginăExo Project 0025 Marges PDFAdima SaidÎncă nu există evaluări
- Exo Project 0025 MargesDocument1 paginăExo Project 0025 MargesAdima SaidÎncă nu există evaluări
- Choix Du Plan de JointDocument27 paginiChoix Du Plan de JointAdima SaidÎncă nu există evaluări
- Moulage PoulieDocument8 paginiMoulage PoulieAdima SaidÎncă nu există evaluări
- Etude de Cas Ms Project CmpiDocument3 paginiEtude de Cas Ms Project CmpiAdima Said100% (4)
- TD Gestion de Stocks de Pièces de RechangeDocument2 paginiTD Gestion de Stocks de Pièces de RechangeAdima SaidÎncă nu există evaluări
- TD Verin Double Effet EleveDocument2 paginiTD Verin Double Effet EleveAdima SaidÎncă nu există evaluări
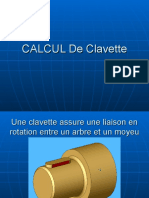
- Calcul Clavette2Document16 paginiCalcul Clavette2Adima SaidÎncă nu există evaluări
- TP2 Gestion Projet021Document6 paginiTP2 Gestion Projet021Adima SaidÎncă nu există evaluări
- Volant de Manoeuvre Du Chariot D'une FraiseuseDocument1 paginăVolant de Manoeuvre Du Chariot D'une FraiseuseAdima Said100% (1)
- MF 08 Support PDocument16 paginiMF 08 Support PAdima SaidÎncă nu există evaluări
- MF 08 Support PDocument16 paginiMF 08 Support PAdima SaidÎncă nu există evaluări
- FTA Cotation COURS CatiaDocument25 paginiFTA Cotation COURS CatiaAdima Said100% (1)
- Procede D Elaboration Des Pieces MecaniquesDocument151 paginiProcede D Elaboration Des Pieces MecaniquesAdima Said100% (6)
- Vocabulaire TechniqueDocument26 paginiVocabulaire TechniqueAdima Said100% (1)
- Dessin Technique Et Lecture de PlanDocument428 paginiDessin Technique Et Lecture de PlanAdima Said100% (15)
- 03 1 PDG - Cours V5R10 Fev - 2003 - FR PDFDocument81 pagini03 1 PDG - Cours V5R10 Fev - 2003 - FR PDFAdima SaidÎncă nu există evaluări
- Formation CATIAV5 CeCDocument405 paginiFormation CATIAV5 CeCAdima Said100% (1)
- Previsions Des ConsommationsDocument7 paginiPrevisions Des ConsommationsAdima Said100% (1)
- Support de Cours Gestion de ProjetDocument47 paginiSupport de Cours Gestion de ProjetAdima Said80% (5)
- DIAPORAMA PMP 01 Fonderie PresentationDocument153 paginiDIAPORAMA PMP 01 Fonderie PresentationAdima Said100% (5)
- Les Pronoms Relatifs Qui Ou QueDocument2 paginiLes Pronoms Relatifs Qui Ou QueAlberto JiménezÎncă nu există evaluări
- Mass Effect 3 Combos 3.3Document47 paginiMass Effect 3 Combos 3.3Matthew HendersonÎncă nu există evaluări
- Le Passé ComposéDocument3 paginiLe Passé ComposéLoredana VanciaÎncă nu există evaluări
- Dm4 Si Etude TransporteurDocument4 paginiDm4 Si Etude TransporteurM'hamed Rian100% (1)
- Liber Fanatica 2Document33 paginiLiber Fanatica 2Julien NobletÎncă nu există evaluări
- Les Principes de La Mèthodologie OperationnelleDocument56 paginiLes Principes de La Mèthodologie OperationnelleRaffaele Di Pasquale100% (4)
- ECHECS - Tactiques Gagnantes Aux Échecs-Seirawan (PDF) (FR)Document257 paginiECHECS - Tactiques Gagnantes Aux Échecs-Seirawan (PDF) (FR)Ped Par100% (10)
- Regles Magie Pretrise JDR PDFDocument7 paginiRegles Magie Pretrise JDR PDFSolène BouillonÎncă nu există evaluări
- Conjuguer C Est Gagner-2Document7 paginiConjuguer C Est Gagner-2KatsouraniBastinCathyÎncă nu există evaluări
- Denombrement Proba 1617Document85 paginiDenombrement Proba 1617BobÎncă nu există evaluări
- Test ATDocument7 paginiTest ATNomíDaChahYdNadaÎncă nu există evaluări
- Grafcets Ravoux Module 2Document12 paginiGrafcets Ravoux Module 2youri59490Încă nu există evaluări
- Pain CiabattaDocument5 paginiPain CiabattaluchoosorioÎncă nu există evaluări
- Ev Module 2 PDFDocument2 paginiEv Module 2 PDFcamigomÎncă nu există evaluări
- CDP 15 OCTOBRE MAROC - Mazagan Beach Resort, El Jadida, Casablanca, MoroccoDocument2 paginiCDP 15 OCTOBRE MAROC - Mazagan Beach Resort, El Jadida, Casablanca, MoroccoMazagan Beach ResortÎncă nu există evaluări
- FCN WOT Aslain by YdristDocument6 paginiFCN WOT Aslain by YdristJosselinDoussetÎncă nu există evaluări
- Eml - 1997 - E - 1 Exo3 PDFDocument3 paginiEml - 1997 - E - 1 Exo3 PDFprepamontaÎncă nu există evaluări
- Calcul - Fiches de Préparation Fiches D'exercices - CE1Document84 paginiCalcul - Fiches de Préparation Fiches D'exercices - CE1Karie Daniel100% (1)
- Modèle Rapport Stage-Pr BENAMARADocument37 paginiModèle Rapport Stage-Pr BENAMARAAbdelmalk HoumadinÎncă nu există evaluări
- Autoradio RenaultDocument13 paginiAutoradio RenaultClaudiu Constantin MandaÎncă nu există evaluări
- Feuille de Perso - Moine (3e)Document2 paginiFeuille de Perso - Moine (3e)Ian RusselÎncă nu există evaluări
- L - Habitat Collectif Et Semi Colectif - 2Document33 paginiL - Habitat Collectif Et Semi Colectif - 2Red Ouan100% (3)
- Zombicide AidesDocument26 paginiZombicide Aideslynx147100% (2)
- Contrat de Sous Traitance Poval 01-04-2013Document9 paginiContrat de Sous Traitance Poval 01-04-2013boumazrouÎncă nu există evaluări
- Francophonie Vivante 2017-1 Présentation PDFDocument7 paginiFrancophonie Vivante 2017-1 Présentation PDFAssociation Charles PlisnierÎncă nu există evaluări
- ATHLETISME Meeting de Lancers Longs Sens 25 Janvier 2020 RésultatsDocument2 paginiATHLETISME Meeting de Lancers Longs Sens 25 Janvier 2020 RésultatsHUARDÎncă nu există evaluări
- Ext 9782761927079Document19 paginiExt 9782761927079Edidjo DarwinÎncă nu există evaluări
- Tableau Folie Naheulbeuk JDR PDFDocument1 paginăTableau Folie Naheulbeuk JDR PDFunpseudoÎncă nu există evaluări
- Overwatch Wikipedia FRDocument26 paginiOverwatch Wikipedia FRJkail One-FingerÎncă nu există evaluări
- Decret Jeux HasardvhhDocument31 paginiDecret Jeux HasardvhhPabloÎncă nu există evaluări