S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Robert Langer, MIT PDFDocument5 paginiRobert Langer, MIT PDFAbhijeet SubudhiÎncă nu există evaluări
- Handbook of GalvanizingDocument13 paginiHandbook of Galvanizingsmg26thmay100% (1)
- Metallurgy For Non Metallurgist 1Document68 paginiMetallurgy For Non Metallurgist 1aravind_mett100% (7)
- JD Hanawalt, "Corrosion Studies of Magnesium and Its Alloys" (1942)Document28 paginiJD Hanawalt, "Corrosion Studies of Magnesium and Its Alloys" (1942)Patrick Bowen100% (2)
- WEEK 6 - Spray EXtractionDocument8 paginiWEEK 6 - Spray EXtractionAbhijeet SubudhiÎncă nu există evaluări
- Model Civil Tender Doc ModDocument125 paginiModel Civil Tender Doc ModAbhijeet SubudhiÎncă nu există evaluări
- VITEEE Brochure PDFDocument33 paginiVITEEE Brochure PDFAnweshaBoseÎncă nu există evaluări
- CBSE Social Science Sample Papers For IXthDocument19 paginiCBSE Social Science Sample Papers For IXthPranav BurugaddaÎncă nu există evaluări
- 10 Mathematics %20arithmetic Progressions Impq 1Document8 pagini10 Mathematics %20arithmetic Progressions Impq 1mahak_kynaÎncă nu există evaluări
- Cambridge IGCSE: Co-Ordinated Sciences 0654/22Document16 paginiCambridge IGCSE: Co-Ordinated Sciences 0654/22Gina ChenÎncă nu există evaluări
- 8.acids, Bases and Salts PDFDocument20 pagini8.acids, Bases and Salts PDFHakim Abbas Ali PhalasiyaÎncă nu există evaluări
- Catalogo UTPDocument483 paginiCatalogo UTPcbmcartagenaÎncă nu există evaluări
- A 6 - A 6M - 01 Qtytmde - PDFDocument63 paginiA 6 - A 6M - 01 Qtytmde - PDFdaemsalÎncă nu există evaluări
- Molecules Ions StoicDocument60 paginiMolecules Ions StoicLadnilrebÎncă nu există evaluări
- Pala PDFDocument6 paginiPala PDFGopu Nair BÎncă nu există evaluări
- Chapter 1 RevisionDocument9 paginiChapter 1 RevisionyvcgÎncă nu există evaluări
- BarbitalDocument2 paginiBarbitalOrlando David Medinueta De AvilaÎncă nu există evaluări
- Sae J451Document5 paginiSae J451Douglas RodriguesÎncă nu există evaluări
- Tarnish and Corrosion / Orthodontic Courses by Indian Dental AcademyDocument20 paginiTarnish and Corrosion / Orthodontic Courses by Indian Dental Academyindian dental academy100% (1)
- Astm d6751 b100 Specification PDFDocument1 paginăAstm d6751 b100 Specification PDFZak YanÎncă nu există evaluări
- B 209 AstmDocument1 paginăB 209 AstmLilian RoseÎncă nu există evaluări
- Names of Ores - Alloys AsdfghDocument2 paginiNames of Ores - Alloys AsdfghJyotiraditya Singh Rathore100% (1)
- Pottery Clays and ChemicalsDocument16 paginiPottery Clays and ChemicalsDave SmithÎncă nu există evaluări
- Investment Materials: Dr. Nimisha Ramesh Department of Prosthodontics, Crown and BridgeDocument135 paginiInvestment Materials: Dr. Nimisha Ramesh Department of Prosthodontics, Crown and BridgeNimisha Ramesh100% (1)
- MRORDocument4 paginiMRORLeonardo Madriaga AgodillaÎncă nu există evaluări
- Tabla de Potenciales Redox PDFDocument14 paginiTabla de Potenciales Redox PDFAna Altamirano100% (1)
- Guidelines and Facilities Required For Fabrication Maintenance of Stainless Steel WagonsDocument14 paginiGuidelines and Facilities Required For Fabrication Maintenance of Stainless Steel WagonsSourav PaulÎncă nu există evaluări
- CH 11 PDFDocument13 paginiCH 11 PDFMuhammad FarhanÎncă nu există evaluări
- Periodic Classification of Elements PDFDocument8 paginiPeriodic Classification of Elements PDFDeepak GH100% (1)
- RSI Introduction LetterDocument1 paginăRSI Introduction LetterBharat TailorÎncă nu există evaluări
- Dynapocket: Pocket-Size Hardness Tester Standardized To ASTM A 956Document4 paginiDynapocket: Pocket-Size Hardness Tester Standardized To ASTM A 956napster386Încă nu există evaluări
- Paint Cycle Electric Motors Types 1MB10 - 1MB15Document3 paginiPaint Cycle Electric Motors Types 1MB10 - 1MB15jjermanÎncă nu există evaluări
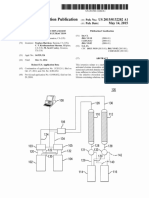
- Patent Application Publication (10) Pub. No.: US 2015/0132202 A1Document17 paginiPatent Application Publication (10) Pub. No.: US 2015/0132202 A1María Alicia Mora VergaraÎncă nu există evaluări
- BS 7371-3-1993 PDFDocument18 paginiBS 7371-3-1993 PDFMuthuswamy0% (1)
- VAT Rate ComprationDocument269 paginiVAT Rate ComprationjaipalmeÎncă nu există evaluări