S-ar putea să vă placă și
- InterpretationDocument75 paginiInterpretationMohamed Madene100% (2)
- Soudage Avec DMOS 111 135Document61 paginiSoudage Avec DMOS 111 135soufianesaniÎncă nu există evaluări
- NF EN 15614-1 Et 9606-1Document13 paginiNF EN 15614-1 Et 9606-1axl smurfÎncă nu există evaluări
- Exercice Prof Le Soudage M.A.GDocument1 paginăExercice Prof Le Soudage M.A.Ggastronomica50% (2)
- Soudage Sous Flux Solide PDFDocument21 paginiSoudage Sous Flux Solide PDFAbdala Aziz HASSAN100% (1)
- Calcule Courdon Soudure Oreille de LevageDocument14 paginiCalcule Courdon Soudure Oreille de LevageSimo Rd100% (1)
- DT Ep2Document8 paginiDT Ep2ben ayed bouraouiÎncă nu există evaluări
- Defauts de SoudageDocument76 paginiDefauts de SoudageWissem El'MissaouiÎncă nu există evaluări
- Examen de Fin de Formation 2010 TCM Pratique Variante 1Document20 paginiExamen de Fin de Formation 2010 TCM Pratique Variante 1tarik ouahianiÎncă nu există evaluări
- Fiche I Serrage Des Boulons Non - Précontraints SBDocument7 paginiFiche I Serrage Des Boulons Non - Précontraints SBOUSSAMA taibiÎncă nu există evaluări
- Classification Acier Et ÉquivalenceDocument15 paginiClassification Acier Et ÉquivalencebouhamidiÎncă nu există evaluări
- Procede 42 Soudage Par FrictionDocument4 paginiProcede 42 Soudage Par Frictionmed chabaneÎncă nu există evaluări
- Defaut de SoudageDocument20 paginiDefaut de Soudagelaz_kÎncă nu există evaluări
- PQR 06-19 PDFDocument34 paginiPQR 06-19 PDFbouchoucha jebaliÎncă nu există evaluări
- Cintragetube PDFDocument38 paginiCintragetube PDFAnonymous jdCwq7KHÎncă nu există evaluări
- PROCEDE MIG 131 Et MAG 135Document9 paginiPROCEDE MIG 131 Et MAG 135Lycée Alfred kastlerÎncă nu există evaluări
- Defauts Et Tolerances Selon Les Normes Iso 5817 Et en 1090-2Document10 paginiDefauts Et Tolerances Selon Les Normes Iso 5817 Et en 1090-2Veintidós Marzo100% (1)
- Le Soudage M.A.G Cours EleveDocument7 paginiLe Soudage M.A.G Cours ElevegastronomicaÎncă nu există evaluări
- DMOS Multiprocédés PDFDocument10 paginiDMOS Multiprocédés PDFSoufiane Sani HarounaÎncă nu există evaluări
- 435-DMOS WPS ViergeDocument1 pagină435-DMOS WPS Viergesakina laabid86% (7)
- Technique de Contrôle VisuelsDocument13 paginiTechnique de Contrôle VisuelsGhaith Alibi100% (1)
- Les Principaux Défauts de SoudureDocument4 paginiLes Principaux Défauts de SoudurefedÎncă nu există evaluări
- Problèmes Et Défauts de Soudage - Causes Et Remèdes PDFDocument1 paginăProblèmes Et Défauts de Soudage - Causes Et Remèdes PDFmail_younes6592100% (1)
- 119f 2019-1 Guide Sur Les Modes Operatoires de SoudageDocument30 pagini119f 2019-1 Guide Sur Les Modes Operatoires de Soudagesakina laabidÎncă nu există evaluări
- Sujet ChaudronnerieDocument17 paginiSujet Chaudronneriefokou.simplicegmail.com Fokou SimpliceÎncă nu există evaluări
- Soudage Et CND - M1 GMDocument51 paginiSoudage Et CND - M1 GMAymen KhalfaouiÎncă nu există evaluări
- Rediger Et Verifier Un Cahier de SoudageDocument2 paginiRediger Et Verifier Un Cahier de SoudageTeam QuestIn100% (2)
- Défauts de SouduresDocument11 paginiDéfauts de SouduresZAOUIÎncă nu există evaluări
- Cours Soudage A3 54Document27 paginiCours Soudage A3 54safrawi_575941509100% (1)
- Soudage RésuméDocument19 paginiSoudage RésumébeyÎncă nu există evaluări
- TP Mag 3Document11 paginiTP Mag 3Norr MalÎncă nu există evaluări
- c1 6 Couple Serrage Standard - Mise en Page 1Document1 paginăc1 6 Couple Serrage Standard - Mise en Page 1swakkÎncă nu există evaluări
- Utilisation Et Évolution Des Procédés de SoudageDocument11 paginiUtilisation Et Évolution Des Procédés de SoudageGOUAREF SAMIRÎncă nu există evaluări
- Cours SoudageDocument33 paginiCours SoudageDëLux OwO100% (1)
- Cours Calcul en ChaudronnerieDocument50 paginiCours Calcul en Chaudronnerierayen stitiÎncă nu există evaluări
- Le Soudage - Le Controle Visuel PDFDocument13 paginiLe Soudage - Le Controle Visuel PDFYas SineÎncă nu există evaluări
- Calcul de Chaudronnerie Selon CODAPDocument126 paginiCalcul de Chaudronnerie Selon CODAPahmed bakey100% (1)
- Cours10-A17-Symbole de SoudageDocument76 paginiCours10-A17-Symbole de SoudageJonathan ProulxÎncă nu există evaluări
- Qualification API 1104Document38 paginiQualification API 1104walid walid100% (1)
- Sommaire CODRES 2007Document3 paginiSommaire CODRES 2007Rakotomahefa JuliaÎncă nu există evaluări
- Reduction DMOSDocument12 paginiReduction DMOSFathi KHOUDIÎncă nu există evaluări
- Normalisation SoudeurDocument3 paginiNormalisation SoudeurMetabulletproofÎncă nu există evaluări
- Application CodapDocument1 paginăApplication CodapChaker AmirÎncă nu există evaluări
- Defauts de SoudureDocument3 paginiDefauts de SoudureamineÎncă nu există evaluări
- Liste Des Taches de L'inspecteur en SoudageDocument9 paginiListe Des Taches de L'inspecteur en SoudageFethi BELOUISÎncă nu există evaluări
- Dossier ExercicesDocument45 paginiDossier ExercicespetacciaÎncă nu există evaluări
- 7 - Catalogue2007SoudageTig Inertage94 114Document20 pagini7 - Catalogue2007SoudageTig Inertage94 114daemsalÎncă nu există evaluări
- Le Contrôle Visuel Et Les Critères D'acceptation D'une SoudureDocument4 paginiLe Contrôle Visuel Et Les Critères D'acceptation D'une SoudureALP69Încă nu există evaluări
- Extrait de Normes - XP A 87 - 005Document1 paginăExtrait de Normes - XP A 87 - 005DEFOULOUNOUX ThierryÎncă nu există evaluări
- Le Contrôle Visuel D'un Cordon de Soudure Et Les Critères D'acceptation Selon La Normalisation EuropéenneDocument1 paginăLe Contrôle Visuel D'un Cordon de Soudure Et Les Critères D'acceptation Selon La Normalisation Européennexth568dmzyÎncă nu există evaluări
- Resultat Essai de Traction Mag Sarl Avril 2023Document5 paginiResultat Essai de Traction Mag Sarl Avril 2023bertrand mbiakop ngniadjoÎncă nu există evaluări
- Catalogue ACFDDocument20 paginiCatalogue ACFDBassem Ben FrajÎncă nu există evaluări
- Resultats Des Essais de Traction Mag Sarl 24 Fevrier 2024Document6 paginiResultats Des Essais de Traction Mag Sarl 24 Fevrier 2024bertrand mbiakop ngniadjoÎncă nu există evaluări
- Bureau Des M Thodes FRDocument10 paginiBureau Des M Thodes FRMhamad TaklaÎncă nu există evaluări
- Norme: Encombrement Necessaire Pour Soudage Des EcrousDocument3 paginiNorme: Encombrement Necessaire Pour Soudage Des Ecroustazi marouaneÎncă nu există evaluări
- Fte 201 063 C GlaDocument6 paginiFte 201 063 C GlaKushalKallychurnÎncă nu există evaluări
- 1 PDFDocument3 pagini1 PDFAnis Ben Farhat100% (1)
- 1d Coupage Plasma860120655780167276 PDFDocument14 pagini1d Coupage Plasma860120655780167276 PDFMohamed Ben AbdallahÎncă nu există evaluări
- Raccords Pour Camions Citernes - CatPage0 - Section3 - FR-EnDocument62 paginiRaccords Pour Camions Citernes - CatPage0 - Section3 - FR-Entom.nezotÎncă nu există evaluări
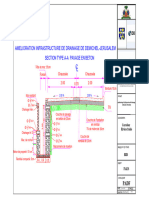
- Dessin Zone 2-Section 2 Demichel JerusalemDocument1 paginăDessin Zone 2-Section 2 Demichel Jerusalemfedor remyÎncă nu există evaluări
- طلب جواز السفر البيومتريDocument2 paginiطلب جواز السفر البيومتريdarouichÎncă nu există evaluări
- La Protection: Partie IDocument8 paginiLa Protection: Partie IdarouichÎncă nu există evaluări
- Promotions de L'auto Expo 2014Document3 paginiPromotions de L'auto Expo 2014darouichÎncă nu există evaluări
- ALERT X PLUS RF Double Signalisation - Système RF - 0617 PDFDocument2 paginiALERT X PLUS RF Double Signalisation - Système RF - 0617 PDFdarouichÎncă nu există evaluări
- Charte de Bonnes Pratiques en Radiographie Industrielles PDFDocument64 paginiCharte de Bonnes Pratiques en Radiographie Industrielles PDFdarouichÎncă nu există evaluări
- Le Son KDocument1 paginăLe Son Kdarouich50% (2)
- Comment Les Animaux Se Déplacent Ils - CP - Exercices - Découverte Du Monde - Cycle 2Document2 paginiComment Les Animaux Se Déplacent Ils - CP - Exercices - Découverte Du Monde - Cycle 2darouich100% (1)
- Modele InventaireDocument5 paginiModele InventairedarouichÎncă nu există evaluări
- Bon CommandeDocument59 paginiBon CommandeUtilisateurIntrouvableÎncă nu există evaluări
- 65 7 SuiteDocument13 pagini65 7 SuitePaul GeorgesÎncă nu există evaluări
- Ftpr9-Desovalisation Des Tubes Sur Chantier PDFDocument2 paginiFtpr9-Desovalisation Des Tubes Sur Chantier PDFait.koufiÎncă nu există evaluări
- Defauts Des SouduresDocument11 paginiDefauts Des SouduresSidahmed DahiÎncă nu există evaluări
- CCTP Lot N°8 Revêtements Durs de Sols Et Murs - Ind. eDocument22 paginiCCTP Lot N°8 Revêtements Durs de Sols Et Murs - Ind. echauvetÎncă nu există evaluări
- Preparation Oxyacetylenique PeguisseDocument13 paginiPreparation Oxyacetylenique PeguisseHamed BertheÎncă nu există evaluări
- Conditions D'accès Soudeur InternationalDocument1 paginăConditions D'accès Soudeur InternationalDODOHICHAMÎncă nu există evaluări
- X40208D - FR SUPxx M240 3 FilsDocument19 paginiX40208D - FR SUPxx M240 3 FilsTyÎncă nu există evaluări
- Amine MeddebDocument3 paginiAmine MeddebAla AlaÎncă nu există evaluări
- Quelles Sont Les Méthodes Applicables Au Soudage À L'arc Avec Électrodes Enrobées (111 - MMA - SMAW)Document15 paginiQuelles Sont Les Méthodes Applicables Au Soudage À L'arc Avec Électrodes Enrobées (111 - MMA - SMAW)Alex AngoraÎncă nu există evaluări
- Brochure 6pages Prestotig 240-310 Ac-Dc FR w72978Document6 paginiBrochure 6pages Prestotig 240-310 Ac-Dc FR w72978Stephane ChaminadeÎncă nu există evaluări
- Equipment List - 22072022Document2 paginiEquipment List - 22072022Mamadou Djibril BaÎncă nu există evaluări
- 4-Symbole Des SoudagesDocument51 pagini4-Symbole Des SoudagesDamien MoukanzaÎncă nu există evaluări
- Lincoln Weld Pack 100 ManualDocument52 paginiLincoln Weld Pack 100 ManualRenato GarridoÎncă nu există evaluări
- Rappel Sur Les Soudage ClassiqueDocument10 paginiRappel Sur Les Soudage ClassiqueHamdi NefetiÎncă nu există evaluări
- GDS-FAB-07-20 Etape ProductionDocument5 paginiGDS-FAB-07-20 Etape Productionanouar82Încă nu există evaluări
- Ftpr19-Decortiquage Des Revetements Sur Tube Revetu FRDocument3 paginiFtpr19-Decortiquage Des Revetements Sur Tube Revetu FRLucÎncă nu există evaluări
- Rideau SoudureDocument2 paginiRideau SoudureImmorthalÎncă nu există evaluări
- Energie-Calcul PréhauffageDocument6 paginiEnergie-Calcul Préhauffagemed chabaneÎncă nu există evaluări
- Guide QMOS Soudage TIGDocument17 paginiGuide QMOS Soudage TIGBouzaida MaherÎncă nu există evaluări
- Ecatalogue CEL SSV 2012 2013 PDF 274Document32 paginiEcatalogue CEL SSV 2012 2013 PDF 274Дејан ПецићÎncă nu există evaluări
- NF EN 13067 Personnel en Soudage Des PlastiquesDocument40 paginiNF EN 13067 Personnel en Soudage Des PlastiquesAlberto PavanÎncă nu există evaluări
- Thermostat OtioDocument11 paginiThermostat OtioGILLESÎncă nu există evaluări
- Acova Cotona LCDDocument1 paginăAcova Cotona LCDPierrot KadangaÎncă nu există evaluări
- Aide Mémoire STS Construction MétalliqueDocument23 paginiAide Mémoire STS Construction Métalliquedjfeghali100% (1)
- BT200i Altech Fiche InstallationDocument24 paginiBT200i Altech Fiche InstallationDominique PaniÎncă nu există evaluări
- Rapport Arc Électrique PDFDocument40 paginiRapport Arc Électrique PDFFatma abidiÎncă nu există evaluări
- Fiche de Suggestion DPDocument4 paginiFiche de Suggestion DPfammena silueÎncă nu există evaluări
- Fiche Specifications Euro 315Document1 paginăFiche Specifications Euro 315wilsonÎncă nu există evaluări
- DC 223 En-FrDocument2 paginiDC 223 En-FrRizk ElkhoolyÎncă nu există evaluări