S-ar putea să vă placă și
- MI Planificare U.IDocument20 paginiMI Planificare U.Isovieticu100% (1)
- ASamblari Prin PeneDocument29 paginiASamblari Prin PenesovieticuÎncă nu există evaluări
- Planificare 9c Dirig 2017-2018Document3 paginiPlanificare 9c Dirig 2017-2018sovieticuÎncă nu există evaluări
- Definirea Si Clasificarea Instalatiilor InterioareDocument12 paginiDefinirea Si Clasificarea Instalatiilor InterioaresovieticuÎncă nu există evaluări
- Plan de LecteDocument9 paginiPlan de LectesovieticuÎncă nu există evaluări
- Confectionarea Reperelor Pentru Imbracaminte. Aplicatie Pentru Buzunarul AplicatDocument13 paginiConfectionarea Reperelor Pentru Imbracaminte. Aplicatie Pentru Buzunarul Aplicatizabelakiss94% (32)
- Lacatuserie GeneralaDocument6 paginiLacatuserie GeneralasovieticuÎncă nu există evaluări
- Reglarea Turatiei Mot AsincroneDocument23 paginiReglarea Turatiei Mot Asincronesovieticu100% (2)
- Organe de MasiniDocument6 paginiOrgane de MasinisovieticuÎncă nu există evaluări
- 9C MIII Sanatatea Si Securitatea Muncii Plan Cal2013-2014Document6 pagini9C MIII Sanatatea Si Securitatea Muncii Plan Cal2013-2014sovieticuÎncă nu există evaluări
- Reprezentarea Pieselor MecaniceDocument6 paginiReprezentarea Pieselor MecanicesovieticuÎncă nu există evaluări
- I - Operatia de Tricotare. Clasificarea SiDocument1 paginăI - Operatia de Tricotare. Clasificarea SisovieticuÎncă nu există evaluări
- Contract Educaţional 2018-2019Document4 paginiContract Educaţional 2018-2019sovieticuÎncă nu există evaluări
- Fazele 1Document2 paginiFazele 1sovieticuÎncă nu există evaluări
- Asamblari Prin Pene, Stifturi, BolturiDocument26 paginiAsamblari Prin Pene, Stifturi, BolturiMarycika005Încă nu există evaluări
- Metode de Repatatii Proiect CompletDocument24 paginiMetode de Repatatii Proiect Completmoldovan_hrt90% (10)
- 0 Test Practic PowerpointDocument2 pagini0 Test Practic PowerpointsovieticuÎncă nu există evaluări
- Nota IatroductivsDocument1 paginăNota IatroductivssovieticuÎncă nu există evaluări
- Executarea Constructiilor MetaliceDocument77 paginiExecutarea Constructiilor MetalicecorneliamarcelaÎncă nu există evaluări
- Model Fisa Avizare OptionalDocument1 paginăModel Fisa Avizare OptionalSilviuCernatÎncă nu există evaluări
- 0 Lectorate Cu ParintiiDocument1 pagină0 Lectorate Cu ParintiisovieticuÎncă nu există evaluări
- Contract Educaţional 2016-2017Document4 paginiContract Educaţional 2016-2017sovieticuÎncă nu există evaluări
- Clasa A X Reprezentarea Organelor de MasiniDocument29 paginiClasa A X Reprezentarea Organelor de Masinisovieticu67% (3)
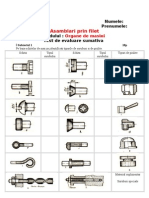
- Asamblariprinfilet TestdeevaluaresumativaDocument4 paginiAsamblariprinfilet TestdeevaluaresumativaAlex NicolaeÎncă nu există evaluări
- 0 Metode Moderne La Predarea DesenuluiDocument3 pagini0 Metode Moderne La Predarea DesenuluisovieticuÎncă nu există evaluări
- Asamblari Prin Pene, Stifturi, BolturiDocument26 paginiAsamblari Prin Pene, Stifturi, BolturiMarycika005Încă nu există evaluări
- ASamblari Prin PeneDocument29 paginiASamblari Prin PenesovieticuÎncă nu există evaluări
- ASamblari Prin PeneDocument29 paginiASamblari Prin PenesovieticuÎncă nu există evaluări
- ASamblari Prin PeneDocument29 paginiASamblari Prin PenesovieticuÎncă nu există evaluări