S-ar putea să vă placă și
- Deal With The Function of The Pressure Control Valves in Hydraulic Power SystemsDocument6 paginiDeal With The Function of The Pressure Control Valves in Hydraulic Power Systems666667Încă nu există evaluări
- Report No (1) Haydrulic MachinesDocument15 paginiReport No (1) Haydrulic MachinesWesame Shnoda100% (1)
- Shuttle Valves: Catalog HY15-3502/USDocument17 paginiShuttle Valves: Catalog HY15-3502/USPartsGopher.comÎncă nu există evaluări
- 2-Latest EIC-E-1002-0 (DSG-03 Series Solenoid Operated Directional Valves)Document12 pagini2-Latest EIC-E-1002-0 (DSG-03 Series Solenoid Operated Directional Valves)Sujeet KumarÎncă nu există evaluări
- Moog Pumps RKP Catalog en PDFDocument81 paginiMoog Pumps RKP Catalog en PDFJosé Soares100% (1)
- Solenoid Directional Valves DHI: Direct Operated, ISO 4401 Size 06Document4 paginiSolenoid Directional Valves DHI: Direct Operated, ISO 4401 Size 06EBÎncă nu există evaluări
- WalvoilDocument64 paginiWalvoilSamad A BakarÎncă nu există evaluări
- Iocci Strozzi GaltechDocument14 paginiIocci Strozzi GaltechmagzigioÎncă nu există evaluări
- Hydraulic Motors: What Is A Hydraulic Motor and Why Do You Need It?Document7 paginiHydraulic Motors: What Is A Hydraulic Motor and Why Do You Need It?Anil NairÎncă nu există evaluări
- Valves 18Document40 paginiValves 18M RazzaqueÎncă nu există evaluări
- SpeDocument12 paginiSpeseaqu3stÎncă nu există evaluări
- Axial Piston Motors: Series Fixed Displacement M24 Design D Goldcup M30 Design A Service InformationDocument24 paginiAxial Piston Motors: Series Fixed Displacement M24 Design D Goldcup M30 Design A Service InformationjosueÎncă nu există evaluări
- Partial Delivery Lecture - Hydraulic CircuitsDocument39 paginiPartial Delivery Lecture - Hydraulic CircuitsAbdelkader EldjouÎncă nu există evaluări
- Hydraulic Circuits and ApplicationsDocument20 paginiHydraulic Circuits and ApplicationsLalola HahohaÎncă nu există evaluări
- DNB CT Analyzer User ManualDocument154 paginiDNB CT Analyzer User ManualSaid WahdanÎncă nu există evaluări
- Group 3 Pilot Circuit: RCV Pedal Remote Control Valve (LH Lever) Remote Control Valve (RH Lever)Document8 paginiGroup 3 Pilot Circuit: RCV Pedal Remote Control Valve (LH Lever) Remote Control Valve (RH Lever)thierrylindoÎncă nu există evaluări
- Fast Forw Ard, Manual Op Manual Op - Feed ValveDocument3 paginiFast Forw Ard, Manual Op Manual Op - Feed ValveA Ramos GabyÎncă nu există evaluări
- Series 11: Operating PrincipleDocument4 paginiSeries 11: Operating PrincipleAnton Feny SaputraÎncă nu există evaluări
- Large Bore High Pressure Hydraulic Cylinders SeriesDocument18 paginiLarge Bore High Pressure Hydraulic Cylinders SeriesHYDRAULICGURUÎncă nu există evaluări
- Hydraulic Cylinders: Faculty of Engineering Cairo University Mechanical Design & Prod. DepartmentDocument21 paginiHydraulic Cylinders: Faculty of Engineering Cairo University Mechanical Design & Prod. DepartmentengmomoÎncă nu există evaluări
- Bladder-Type Accumulator HAB: RE 50170/03.2014, Bosch Rexroth AGDocument20 paginiBladder-Type Accumulator HAB: RE 50170/03.2014, Bosch Rexroth AGShariq KhanÎncă nu există evaluări
- Hansaflex Kataloog-2010 PDFDocument144 paginiHansaflex Kataloog-2010 PDFАндрей ИнгельбергÎncă nu există evaluări
- Day 1b - Introduction To Fluid Power SystemDocument32 paginiDay 1b - Introduction To Fluid Power SystemVenkatesh GangadharÎncă nu există evaluări
- FLUID POWER Theory and Applications ThirDocument532 paginiFLUID POWER Theory and Applications ThirDario Garcia ZarazuaÎncă nu există evaluări
- Catalog Cuplaje Braflex Eng-Rom 2002Document16 paginiCatalog Cuplaje Braflex Eng-Rom 2002Anonymous 4MwmDaNbÎncă nu există evaluări
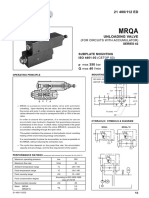
- Accumulator Unloading Valve, Type MRQADocument2 paginiAccumulator Unloading Valve, Type MRQALibinÎncă nu există evaluări
- MV99 - Load Sensing VVDocument46 paginiMV99 - Load Sensing VVthailanÎncă nu există evaluări
- Hydraulics Drivelinedatabook PDFDocument52 paginiHydraulics Drivelinedatabook PDFViji SvrÎncă nu există evaluări
- BOOK 2, CHAPTER 1 - Hydraulic Accumulators (Part 1) - Other Technologies Content From Hydraulics & PneumaticsDocument7 paginiBOOK 2, CHAPTER 1 - Hydraulic Accumulators (Part 1) - Other Technologies Content From Hydraulics & Pneumaticsjanaaidaas1996Încă nu există evaluări
- PGP030 031 SeriesDocument28 paginiPGP030 031 SeriesWesame ShnodaÎncă nu există evaluări
- Parts List 511 Series: Effective: January 15, 2015 Supersedes: July 15, 2014Document20 paginiParts List 511 Series: Effective: January 15, 2015 Supersedes: July 15, 2014jhon peñaÎncă nu există evaluări
- Lesson 3 - Hydraulic PumpDocument10 paginiLesson 3 - Hydraulic PumppowertrainlÎncă nu există evaluări
- T03 Hydraulic CircuitsDocument21 paginiT03 Hydraulic CircuitsMohamed BakheetÎncă nu există evaluări
- Control Block EDC Modular Directional Valve Flow Sharing SystemDocument8 paginiControl Block EDC Modular Directional Valve Flow Sharing Systemthierrylindo100% (1)
- Basic Hydraulics A IlyasDocument64 paginiBasic Hydraulics A IlyasshafiqÎncă nu există evaluări
- Mechatronics Module 2Document53 paginiMechatronics Module 2ASWATHY V RÎncă nu există evaluări
- Hydrostatic DriveDocument13 paginiHydrostatic DriveDhanraj PatilÎncă nu există evaluări
- Industrial Hydraulic CircuitsDocument16 paginiIndustrial Hydraulic CircuitskingkakingÎncă nu există evaluări
- Hydraulic ValvesDocument84 paginiHydraulic ValvestharinduÎncă nu există evaluări
- Logan Clutch Catalog SAE Direct Drive PTODocument30 paginiLogan Clutch Catalog SAE Direct Drive PTOnksiavashÎncă nu există evaluări
- Unloading Pressure Hk66j102Document12 paginiUnloading Pressure Hk66j102seaqu3stÎncă nu există evaluări
- Hydraulic System:-: Chapter-2 Hydraulic, Pneumatic and Electrical Telemetry SystemsDocument7 paginiHydraulic System:-: Chapter-2 Hydraulic, Pneumatic and Electrical Telemetry SystemsMayur ParmarÎncă nu există evaluări
- 7 - DirectionvalvesDocument48 pagini7 - DirectionvalvesMohamed ZahranÎncă nu există evaluări
- Hydraulic Fault FindingDocument9 paginiHydraulic Fault Findingkukuriku13Încă nu există evaluări
- Hydraulic Pumps and MotorsDocument1 paginăHydraulic Pumps and MotorsChumporn SaraphatmarkyingÎncă nu există evaluări
- 9056 Vocational Axles BrochureDocument18 pagini9056 Vocational Axles BrochureAbdelhamid HaramiÎncă nu există evaluări
- Proportional Control Valves D631 Series ISO 4401 Size 05Document8 paginiProportional Control Valves D631 Series ISO 4401 Size 05Devendra BangarÎncă nu există evaluări
- Unit 3 - Control Components in Hydraulic SystemDocument63 paginiUnit 3 - Control Components in Hydraulic SystemRishiJpÎncă nu există evaluări
- BruceBesch IntroElectrohydraulicDocument96 paginiBruceBesch IntroElectrohydraulicbabaÎncă nu există evaluări
- Unit 3 Control Components in Hydraulic SystemDocument16 paginiUnit 3 Control Components in Hydraulic SystemAbhishek KumbalurÎncă nu există evaluări
- Gear Pumps Amp Motors Failure Analysis Guide PDFDocument26 paginiGear Pumps Amp Motors Failure Analysis Guide PDFChristopher GarciaÎncă nu există evaluări
- Circuit RecommendationsDocument37 paginiCircuit RecommendationsTatiana Mancera100% (1)
- Service Instructions: Oilgear Type "PVV 540" Open Loop PumpsDocument14 paginiService Instructions: Oilgear Type "PVV 540" Open Loop PumpsAxel LetonaÎncă nu există evaluări
- PC210LC-11 SEN06695-01 Swing & Travel SystemsDocument49 paginiPC210LC-11 SEN06695-01 Swing & Travel Systemsdatphuong100% (2)
- Symbols and ComponentsDocument17 paginiSymbols and ComponentsetaÎncă nu există evaluări
- Hydraulics: Pascals LawDocument19 paginiHydraulics: Pascals LawMurugesh BalaguruÎncă nu există evaluări
- Hydraulic SystemsDocument44 paginiHydraulic Systemsrizaazari4530100% (1)
- Understanding and Troubleshooting Hydrostatic SystemsDocument7 paginiUnderstanding and Troubleshooting Hydrostatic Systemsvinod ybÎncă nu există evaluări
- VOLVO SD116F SINGLE-DRUM ROLLER Service Repair Manual PDFDocument20 paginiVOLVO SD116F SINGLE-DRUM ROLLER Service Repair Manual PDFfjjsjekdmmeÎncă nu există evaluări
- Valves: Iii Year Vi SemDocument69 paginiValves: Iii Year Vi SemKshitij SharmaÎncă nu există evaluări
- PDFDocument289 paginiPDFsangkarwalaÎncă nu există evaluări
- 1000 AccumulatorDocument34 pagini1000 Accumulatorteguh.setionoÎncă nu există evaluări
- 29 Hydraulic PowerDocument234 pagini29 Hydraulic PowerUcok BabaÎncă nu există evaluări
- Cat 24H Motorgrader Implement and SteeringDocument30 paginiCat 24H Motorgrader Implement and SteeringMiguel Angel Sancho100% (1)
- Aircraft Hydraulic SystemsDocument13 paginiAircraft Hydraulic SystemsPrateek GadagiÎncă nu există evaluări
- Operating Instruction Atlas Copco HB 2200 7000Document48 paginiOperating Instruction Atlas Copco HB 2200 7000Irina VarzouÎncă nu există evaluări
- of Hydraulic Accumulator PDFDocument39 paginiof Hydraulic Accumulator PDFSANTOSH RATHODÎncă nu există evaluări
- Landing GearDocument34 paginiLanding GearRajesh KumarÎncă nu există evaluări
- Actuadores Electrohidraulicos PDFDocument6 paginiActuadores Electrohidraulicos PDFJorge ArimanaÎncă nu există evaluări
- Komatsu 930-980E-4 Auxiliary Hydraulic SystemDocument21 paginiKomatsu 930-980E-4 Auxiliary Hydraulic Systemأبو خالد الأثرى100% (1)
- S03 Rock Drill HLX5 MaintenanceDocument16 paginiS03 Rock Drill HLX5 MaintenanceAnonymous iu95trpxN100% (4)
- Ra 51350Document32 paginiRa 51350lcandoÎncă nu există evaluări
- Hydraulics FestoDocument232 paginiHydraulics FestoCHRISTOPHER100% (10)
- Test/Date and Time Semester/year Course/Course Code Max MarksDocument1 paginăTest/Date and Time Semester/year Course/Course Code Max MarksjayadevakodiÎncă nu există evaluări
- A330 - A340 Hydraulic System Maintenance PracticesDocument35 paginiA330 - A340 Hydraulic System Maintenance PracticesA WongÎncă nu există evaluări
- Ride Control Accumulator - Test and ChargeDocument9 paginiRide Control Accumulator - Test and Chargeالبراق للتوريدات وصيانة المعداتÎncă nu există evaluări
- Symbols andDocument17 paginiSymbols andWaldir Jesús Rodríguez JuárezÎncă nu există evaluări
- Hyster F007 (H8.00-12.00XM Europe) ForkliftDocument21 paginiHyster F007 (H8.00-12.00XM Europe) ForkliftHector Peña100% (1)
- Cameron BOP Control SystemsDocument38 paginiCameron BOP Control SystemsAshok Suresh100% (3)
- Ex450-5 Technical DrawingDocument12 paginiEx450-5 Technical DrawingTuan Pham AnhÎncă nu există evaluări
- Survey Report - BOP Control UnitDocument9 paginiSurvey Report - BOP Control UnitMd.farman Ali AhmedÎncă nu există evaluări
- 9660 CombineDocument1.578 pagini9660 CombineRay100% (2)
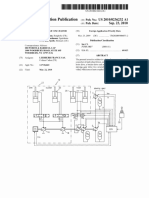
- US20100236232 - Drive For A Hydraulic Excavator PDFDocument8 paginiUS20100236232 - Drive For A Hydraulic Excavator PDFYundi GaoÎncă nu există evaluări
- 550 K VGISDocument18 pagini550 K VGISMinh VienÎncă nu există evaluări
- E3554-0!06!11 - Dks - LQ Hydac Double HP LP Piston AccumulatorDocument14 paginiE3554-0!06!11 - Dks - LQ Hydac Double HP LP Piston AccumulatorbrunosamaeianÎncă nu există evaluări
- Catálogo MICO - Válvulas de Carga de AcumuladorDocument28 paginiCatálogo MICO - Válvulas de Carga de Acumuladoredgar_retuerto78100% (1)
- FX28, FX38, FX48, FX58 Forage HarvesterDocument380 paginiFX28, FX38, FX48, FX58 Forage HarvesterTudor Liviu67% (3)
- MAN B&W ME Trainee HandoutDocument96 paginiMAN B&W ME Trainee HandoutSorin-Adrian Learschi100% (1)
- Chapter 6 Ancillary Hydraulic DevicesDocument36 paginiChapter 6 Ancillary Hydraulic Deviceszul hilmiÎncă nu există evaluări
- 345kV GIS HitachiDocument16 pagini345kV GIS HitachiSomnath DasÎncă nu există evaluări