S-ar putea să vă placă și
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- DELD Unit I & Unit II MCQDocument39 paginiDELD Unit I & Unit II MCQGauri TupeÎncă nu există evaluări
- Computer Architecture and Parallel Processing by Kai Hwang PDFDocument6 paginiComputer Architecture and Parallel Processing by Kai Hwang PDFApoorva ursÎncă nu există evaluări
- Casagrande Lecture Recommended Practice For Soft Ground Site Characterization Ladd and de GrootDocument60 paginiCasagrande Lecture Recommended Practice For Soft Ground Site Characterization Ladd and de GrootPavlos VardoulakisÎncă nu există evaluări
- Instrumentation Standards ListDocument45 paginiInstrumentation Standards ListRajeevÎncă nu există evaluări
- Digital Timer Modulator With Diagnostic Readout: Operating Instructions (701 10 Series)Document4 paginiDigital Timer Modulator With Diagnostic Readout: Operating Instructions (701 10 Series)Alex ConstantinescuÎncă nu există evaluări
- Infineon Bar64series Ds v01 01 enDocument15 paginiInfineon Bar64series Ds v01 01 enAbohicham AbhÎncă nu există evaluări
- Indian Standard - Fire Safety of Buildings (General) - Details of Construction-Code of PracticeDocument32 paginiIndian Standard - Fire Safety of Buildings (General) - Details of Construction-Code of PracticeJyoti SinghÎncă nu există evaluări
- Nursing Informatics: Kozier & Erb: Concepts, Process & PracticeDocument13 paginiNursing Informatics: Kozier & Erb: Concepts, Process & Practiceanon-314986Încă nu există evaluări
- Softening N Penetration Test (Bitumen)Document11 paginiSoftening N Penetration Test (Bitumen)Thamilaarasan SonOf Nathan29% (7)
- Influence of Test Time On The Mechanical Behaviour of Acrylonitrile Butadiene Styrene "ABS"Document4 paginiInfluence of Test Time On The Mechanical Behaviour of Acrylonitrile Butadiene Styrene "ABS"International Journal of Innovative Science and Research TechnologyÎncă nu există evaluări
- SC200 RevDocument2 paginiSC200 RevAshraf MuhtarÎncă nu există evaluări
- Bmaxx 4400 JindalDocument76 paginiBmaxx 4400 JindalRakesh Karan Singh0% (1)
- TQMDocument55 paginiTQMTanmoy GuhaÎncă nu există evaluări
- Installation Instructions RISE CableDocument14 paginiInstallation Instructions RISE CableABDUL GHAFOORÎncă nu există evaluări
- Gardner Denver S.R.L. Spare Parts Price List Gds 10Document140 paginiGardner Denver S.R.L. Spare Parts Price List Gds 10Tina Manousi100% (2)
- List of STG ManualsDocument2 paginiList of STG ManualsHarsha Vardhan ReddyÎncă nu există evaluări
- General InstallationE Instructions For Peikko Transport AnchorsDocument10 paginiGeneral InstallationE Instructions For Peikko Transport AnchorsMarko ŠimićÎncă nu există evaluări
- Microwave JunctionsDocument20 paginiMicrowave JunctionsSaraswathi Asirvatham100% (2)
- Intake Manifold Air Temperature Is High: TroubleshootingDocument3 paginiIntake Manifold Air Temperature Is High: TroubleshootingPutra JawaÎncă nu există evaluări
- 7 Longest Bridges in The WorldDocument15 pagini7 Longest Bridges in The WorldWai Lana ButlerÎncă nu există evaluări
- Sony FDR AX1 - E ProDocument68 paginiSony FDR AX1 - E ProTodorÎncă nu există evaluări
- Extended Cell ConfigurationDocument31 paginiExtended Cell Configurationrfabre76Încă nu există evaluări
- The Refining Industry in IraqDocument29 paginiThe Refining Industry in Iraqanwar alamÎncă nu există evaluări
- What Is The Best Way To Adjust or Get Rid of Negative Float in Primavera P6Document2 paginiWhat Is The Best Way To Adjust or Get Rid of Negative Float in Primavera P6Mohammed AmjadÎncă nu există evaluări
- Gas Cutting EquipmentDocument92 paginiGas Cutting EquipmentFord KatimÎncă nu există evaluări
- AICTE Registered Management Colleges in IndiaDocument67 paginiAICTE Registered Management Colleges in IndiaChandra Shekar100% (1)
- EN VEGASWING 63 Two WireDocument48 paginiEN VEGASWING 63 Two WireLucas FiordelisiÎncă nu există evaluări
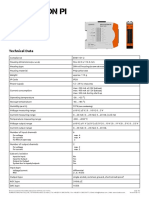
- Datasheet RevPi AIODocument2 paginiDatasheet RevPi AIOsebadansÎncă nu există evaluări
- Gear Can Be DefinedDocument31 paginiGear Can Be Definedasisha mostÎncă nu există evaluări
- Signaling in RE AreaDocument30 paginiSignaling in RE AreaVikas Srivastav93% (15)