S-ar putea să vă placă și
- Continuous casting The Ultimate Step-By-Step GuideDe la EverandContinuous casting The Ultimate Step-By-Step GuideÎncă nu există evaluări
- GB 150.2-2010 固定式压力容器 第2部分:材料(征求意见稿)Document53 paginiGB 150.2-2010 固定式压力容器 第2部分:材料(征求意见稿)Guan WilliamÎncă nu există evaluări
- CastingDocument48 paginiCastingGauravBhatt100% (1)
- Information Symposium Measurement and Control Techniques in Rolling: Luxembourg, 2 and 3 September 1981De la EverandInformation Symposium Measurement and Control Techniques in Rolling: Luxembourg, 2 and 3 September 1981Încă nu există evaluări
- DaNews165 PDFDocument100 paginiDaNews165 PDFClaire HamantÎncă nu există evaluări
- Thin Slab Casting - New PossibilitiesDocument16 paginiThin Slab Casting - New PossibilitiesAnkit KumarÎncă nu există evaluări
- Corrosion Failures: Theory, Case Studies, and SolutionsDe la EverandCorrosion Failures: Theory, Case Studies, and SolutionsÎncă nu există evaluări
- Paper Decarburization in Spring SteelDocument7 paginiPaper Decarburization in Spring SteelMauricio RodriguezÎncă nu există evaluări
- Sliding Wear Behaviour of HVOF and HVAF Sprayed Cr3C2-Based CoatingsDocument24 paginiSliding Wear Behaviour of HVOF and HVAF Sprayed Cr3C2-Based Coatingsycwb ycwbÎncă nu există evaluări
- De Dust PrinciplesDocument3 paginiDe Dust PrinciplesJoão CoelhoÎncă nu există evaluări
- Hardfacing Product CatalogDocument56 paginiHardfacing Product Catalogkaveh-bahiraeeÎncă nu există evaluări
- Calculations For Hot Stretch Reducing ProcessDocument8 paginiCalculations For Hot Stretch Reducing ProcessKAÎncă nu există evaluări
- DFMA Hand Written AssignmentDocument1 paginăDFMA Hand Written AssignmentNEERAJ TILARA100% (1)
- Embr, Electromagnetic Brake For Thin Slab Casters: Cc-Ems For Flat ProductsDocument4 paginiEmbr, Electromagnetic Brake For Thin Slab Casters: Cc-Ems For Flat ProductsdonsieÎncă nu există evaluări
- Casting of Bloom Beam BlankDocument8 paginiCasting of Bloom Beam Blankomartaha79Încă nu există evaluări
- Direct Reduced Iron Good Food For The Blast Furnace T BattleDocument12 paginiDirect Reduced Iron Good Food For The Blast Furnace T Battleفردوس سليمانÎncă nu există evaluări
- Hydrogen in CastingsDocument9 paginiHydrogen in CastingsnmclaughÎncă nu există evaluări
- Defects On Al Billets PDFDocument7 paginiDefects On Al Billets PDFnanbetonamoÎncă nu există evaluări
- Gulf Fasteners & Metal Industries ProfileDocument4 paginiGulf Fasteners & Metal Industries ProfiledprosenjitÎncă nu există evaluări
- Aec Manual DesignDocument10 paginiAec Manual DesignAlin TodorutÎncă nu există evaluări
- Spheriodiser Cored Wire NewDocument6 paginiSpheriodiser Cored Wire NewamitkkambleÎncă nu există evaluări
- About En19Document1 paginăAbout En19ramanamurtytv7176Încă nu există evaluări
- 5083 Material FatigueDocument142 pagini5083 Material Fatiguecen1510353Încă nu există evaluări
- Effect of Forging Surface On Fatigue Behavior of Steels A Literature ReviewDocument56 paginiEffect of Forging Surface On Fatigue Behavior of Steels A Literature ReviewCan ERTANÎncă nu există evaluări
- Rollvis - Roller Screws - CatalogueDocument74 paginiRollvis - Roller Screws - Cataloguegoooga299Încă nu există evaluări
- Positioning Ceramic Foam Filters in Gating System For Casting Alloy FiltrationDocument8 paginiPositioning Ceramic Foam Filters in Gating System For Casting Alloy FiltrationSiddharth GuptaÎncă nu există evaluări
- Alluminio TeoriaDocument91 paginiAlluminio TeoriaxypangioÎncă nu există evaluări
- Design For XDocument7 paginiDesign For XAdil MansuriÎncă nu există evaluări
- CVD Silicon Carbide PDFDocument7 paginiCVD Silicon Carbide PDFreaktorenergiÎncă nu există evaluări
- Gantrex Technical Bulletin 43Document2 paginiGantrex Technical Bulletin 43gechaves1Încă nu există evaluări
- Shaft DeflectionDocument91 paginiShaft Deflectioneng_moh04100% (1)
- Chandra 2014Document11 paginiChandra 2014Usama Bin RaisÎncă nu există evaluări
- Aluminum RollingDocument24 paginiAluminum Rollinglamia97Încă nu există evaluări
- Indian Galvanised & Colour Coated Steel IndustryDocument7 paginiIndian Galvanised & Colour Coated Steel Industrytejindersingh001Încă nu există evaluări
- Automated Coil Trimming System For Wire Rod Mills in The Digital EraDocument10 paginiAutomated Coil Trimming System For Wire Rod Mills in The Digital EraJJÎncă nu există evaluări
- Failure Analysis of Sheared Shaft of A Brine Recycle Pump...Document12 paginiFailure Analysis of Sheared Shaft of A Brine Recycle Pump...Pd RarÎncă nu există evaluări
- Basics of Aluminum ManufacturingDocument9 paginiBasics of Aluminum ManufacturingprashantjtÎncă nu există evaluări
- Hot RollingDocument8 paginiHot Rollingshah naumanÎncă nu există evaluări
- Cold Hot Working AnnealingDocument40 paginiCold Hot Working AnnealingBaljeet KaurÎncă nu există evaluări
- Plasma Nitriding Automotive Stamping Dies - Asm InternationalDocument5 paginiPlasma Nitriding Automotive Stamping Dies - Asm Internationalwulfgang66Încă nu există evaluări
- A Review of Defects in Beam Blank Casting and The Measures Proposed For Their EliminationDocument35 paginiA Review of Defects in Beam Blank Casting and The Measures Proposed For Their EliminationJorge Madias100% (1)
- Optimisation of Reheat Furnace - Air PreheaterDocument6 paginiOptimisation of Reheat Furnace - Air PreheaterLTE002Încă nu există evaluări
- ASTM & SAE Grade Markings For Steel Bolts and ScrewsDocument2 paginiASTM & SAE Grade Markings For Steel Bolts and ScrewsAsnawi Al KhoiriÎncă nu există evaluări
- Sump Pump Selection Final ReportDocument19 paginiSump Pump Selection Final ReportEngr Saad Bin SarfrazÎncă nu există evaluări
- BrassesDocument7 paginiBrassesClaudia MmsÎncă nu există evaluări
- NADCA-High Temp DieDocument12 paginiNADCA-High Temp DiejalilemadiÎncă nu există evaluări
- Die Cast Chill VentsDocument6 paginiDie Cast Chill VentsSunil SharmaÎncă nu există evaluări
- Preparing Tension Test Specimens For Copper Alloy Sand, Permanent Mold, Centrifugal, and Continuous CastingsDocument11 paginiPreparing Tension Test Specimens For Copper Alloy Sand, Permanent Mold, Centrifugal, and Continuous CastingsWeniton OliveiraÎncă nu există evaluări
- SABS Idlers 2008 PDFDocument29 paginiSABS Idlers 2008 PDFJay Ryan SantosÎncă nu există evaluări
- Continuous Casting ProcessDocument12 paginiContinuous Casting ProcessPUSHKARKHANNAÎncă nu există evaluări
- Levicast ProcessDocument5 paginiLevicast ProcessMuha KimÎncă nu există evaluări
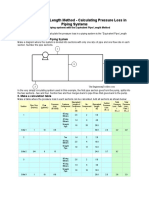
- Equivalent Pipe Length Method 1Document2 paginiEquivalent Pipe Length Method 1Dwi Wahyu WibowoÎncă nu există evaluări
- GTU B. E. Mech Sem V MP II Topic 2 Foundry Technology NeDocument401 paginiGTU B. E. Mech Sem V MP II Topic 2 Foundry Technology NebmdbmdbmdÎncă nu există evaluări
- Lect 2 Rolling PDFDocument29 paginiLect 2 Rolling PDFأحمد قطيمÎncă nu există evaluări
- Cast Iron BMEDocument2 paginiCast Iron BMEsahitya karaheÎncă nu există evaluări
- Chapter 5 - Threads and FastenersDocument128 paginiChapter 5 - Threads and FastenersPradeep Kumar MehtaÎncă nu există evaluări
- Para-Flex Couplings Dodge: Installation Instructions Manual ForDocument4 paginiPara-Flex Couplings Dodge: Installation Instructions Manual ForAdrian CantaragiuÎncă nu există evaluări
- Edge Heater Rev4 Jan 03Document12 paginiEdge Heater Rev4 Jan 03Claire HamantÎncă nu există evaluări
- AC Axial Fan W4E500GM0301 ENG PDFDocument6 paginiAC Axial Fan W4E500GM0301 ENG PDFClaire HamantÎncă nu există evaluări
- Kendeil K21 - TYPE PDFDocument4 paginiKendeil K21 - TYPE PDFClaire HamantÎncă nu există evaluări
- DaNews164 PDFDocument0 paginiDaNews164 PDFClaire Hamant100% (1)
- Panasonic TroubleshootingDocument56 paginiPanasonic Troubleshootingdanila_b100% (2)
- Vag Option CodesDocument225 paginiVag Option CodestiponatisÎncă nu există evaluări
- Heat Capacity at Constant PressureDocument5 paginiHeat Capacity at Constant PressureOsama GamalÎncă nu există evaluări
- 3.motion in A PlaneExercise PDFDocument47 pagini3.motion in A PlaneExercise PDFsonuvuce100% (1)
- Correcting Batch WeightDocument16 paginiCorrecting Batch Weight김성훈Încă nu există evaluări
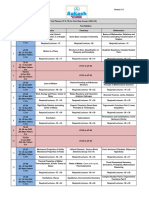
- Aakash Test ScheduleDocument4 paginiAakash Test ScheduleKirtan KumarÎncă nu există evaluări
- Trigonometric Sum, Difference, Product Identities & EquationsDocument2 paginiTrigonometric Sum, Difference, Product Identities & EquationsAnderson AlfredÎncă nu există evaluări
- Pipe Stress Analysis and Layout of Hot and Cold PipingDocument27 paginiPipe Stress Analysis and Layout of Hot and Cold PipingJosé Antonio Alarcón LeónÎncă nu există evaluări
- The Entanglement Concept in Polymer RheolgyDocument179 paginiThe Entanglement Concept in Polymer RheolgysachinbobadeÎncă nu există evaluări
- Cambridge IGCSE Physics Paper 6 Summer 2007Document12 paginiCambridge IGCSE Physics Paper 6 Summer 2007kenenathÎncă nu există evaluări
- Functionally Graded MaterialDocument4 paginiFunctionally Graded MaterialAlok SasaneÎncă nu există evaluări
- 5 6334696854562799858 PDFDocument32 pagini5 6334696854562799858 PDFAtul ShingadeÎncă nu există evaluări
- Fluid Mechanics TestDocument13 paginiFluid Mechanics TestSudhanshu Pandey100% (1)
- 24.06 Magnetic Properties of Coordination Compounds and Crystal Field Theory PDFDocument3 pagini24.06 Magnetic Properties of Coordination Compounds and Crystal Field Theory PDFSaurav PaulÎncă nu există evaluări
- Describing Water Waves Worksheets-Páginas-1-3Document3 paginiDescribing Water Waves Worksheets-Páginas-1-3Dylan Mora FrancoÎncă nu există evaluări
- Lecture 1 SeriesDocument43 paginiLecture 1 SerieschetsÎncă nu există evaluări
- Furnace AC Example PDFDocument5 paginiFurnace AC Example PDFhanafiÎncă nu există evaluări
- Seafastening Design Calculation - Transportation LoadsDocument1 paginăSeafastening Design Calculation - Transportation LoadsBolarinwa100% (5)
- Spring ProblemsDocument2 paginiSpring ProblemsRaman Aylur SubramanianÎncă nu există evaluări
- LAB # 01 Digital Sequences (Unit Step, Unit Impulse) : Background ReviewDocument6 paginiLAB # 01 Digital Sequences (Unit Step, Unit Impulse) : Background ReviewZohaib KhanÎncă nu există evaluări
- Lec09-Potential Energy and Conservation of EnergyDocument15 paginiLec09-Potential Energy and Conservation of EnergypvriiscÎncă nu există evaluări
- On The Dynamics of Washing MachinesDocument2 paginiOn The Dynamics of Washing MachineslayrakpaxÎncă nu există evaluări
- Yearly Plan Chemistry (Form 4) RevisedDocument21 paginiYearly Plan Chemistry (Form 4) RevisedAziah HusainÎncă nu există evaluări
- Triaxial Strength of Rocks: Prepared For: Akshay Chowdu & Shane LeeDocument16 paginiTriaxial Strength of Rocks: Prepared For: Akshay Chowdu & Shane LeeAbhishek RayÎncă nu există evaluări
- Long-Wavelength Infrared Semiconductor Lasers PDFDocument406 paginiLong-Wavelength Infrared Semiconductor Lasers PDFKunchur Narayan100% (1)
- Heat and Mass Transfer Fundamentals and Applications 8th Edition-BookreviewDocument8 paginiHeat and Mass Transfer Fundamentals and Applications 8th Edition-Bookreviewashraf-84Încă nu există evaluări
- All 1B CSM PDFDocument486 paginiAll 1B CSM PDFConstanza Cáceres Vidal67% (3)
- Sadhu Singh Theory of Machines Kinematics and Dynamics 2011 PDFDocument1.393 paginiSadhu Singh Theory of Machines Kinematics and Dynamics 2011 PDFsajad33% (3)
- Linear Theory With Snell'S: Wave Transformation ACES Technical ReferenceDocument18 paginiLinear Theory With Snell'S: Wave Transformation ACES Technical ReferenceSamirÎncă nu există evaluări
- f5 c1 Force and Motion 2Document35 paginif5 c1 Force and Motion 2ZULAIKHA BINTI YA'COB MoeÎncă nu există evaluări
- Lesson 7: Inductors: ELECTRONICS CLASS (/class/Electronics-Class/)Document7 paginiLesson 7: Inductors: ELECTRONICS CLASS (/class/Electronics-Class/)ZavdielÎncă nu există evaluări
- Babita Kumari: Education SkillsDocument2 paginiBabita Kumari: Education SkillsN NandiniÎncă nu există evaluări
- Transformed: Moving to the Product Operating ModelDe la EverandTransformed: Moving to the Product Operating ModelEvaluare: 4 din 5 stele4/5 (1)
- Benchmarking Best Practices in Maintenance ManagementDe la EverandBenchmarking Best Practices in Maintenance ManagementÎncă nu există evaluări
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsDe la EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsÎncă nu există evaluări
- Practical Troubleshooting of Electrical Equipment and Control CircuitsDe la EverandPractical Troubleshooting of Electrical Equipment and Control CircuitsEvaluare: 4 din 5 stele4/5 (5)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tDe la EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tEvaluare: 4.5 din 5 stele4.5/5 (27)
- The Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneDe la EverandThe Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneEvaluare: 4.5 din 5 stele4.5/5 (5)
- Laws of UX: Using Psychology to Design Better Products & ServicesDe la EverandLaws of UX: Using Psychology to Design Better Products & ServicesEvaluare: 5 din 5 stele5/5 (9)
- UX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesDe la EverandUX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesÎncă nu există evaluări
- Design Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessDe la EverandDesign Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessÎncă nu există evaluări
- Designing for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionDe la EverandDesigning for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionÎncă nu există evaluări
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableDe la EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableÎncă nu există evaluări
- The Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsDe la EverandThe Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsEvaluare: 5 din 5 stele5/5 (1)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureDe la EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureEvaluare: 4.5 din 5 stele4.5/5 (2)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchDe la EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchEvaluare: 4 din 5 stele4/5 (10)
- Debugging Embedded and Real-Time Systems: The Art, Science, Technology, and Tools of Real-Time System DebuggingDe la EverandDebugging Embedded and Real-Time Systems: The Art, Science, Technology, and Tools of Real-Time System DebuggingEvaluare: 5 din 5 stele5/5 (1)
- Iconic Advantage: Don’t Chase the New, Innovate the OldDe la EverandIconic Advantage: Don’t Chase the New, Innovate the OldEvaluare: 4 din 5 stele4/5 (1)
- Reciprocating Compressors:: Operation and MaintenanceDe la EverandReciprocating Compressors:: Operation and MaintenanceEvaluare: 4 din 5 stele4/5 (7)
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsDe la EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsÎncă nu există evaluări