S-ar putea să vă placă și
- 2.1. - Conceptos y Definiciones Fundamentales de La Programacion CNCDocument4 pagini2.1. - Conceptos y Definiciones Fundamentales de La Programacion CNCezio.lunamartinezÎncă nu există evaluări
- Control Numérico Computarizado e Impresora 3dDocument14 paginiControl Numérico Computarizado e Impresora 3dAndres PatiñoÎncă nu există evaluări
- Introducción Al C NDocument4 paginiIntroducción Al C NElmer Gabriel Chan PechÎncă nu există evaluări
- CNC FuncionesDocument5 paginiCNC FuncionesRoberto HernandezÎncă nu există evaluări
- Tu Propio Router CNCDocument140 paginiTu Propio Router CNCNCARRILLO8167% (6)
- MHCNCDocument16 paginiMHCNCenainmhÎncă nu există evaluări
- Control NuméricoDocument28 paginiControl NuméricoPOLLO12394% (17)
- CNC controla movimientos fabricaciónDocument7 paginiCNC controla movimientos fabricaciónEsk SosaÎncă nu există evaluări
- Metodología de La ExperimentaciónDocument2 paginiMetodología de La ExperimentaciónFernando LahuatteÎncă nu există evaluări
- Guía CNC introducción control numéricoDocument11 paginiGuía CNC introducción control numéricoRobert PizarroÎncă nu există evaluări
- 4Document6 pagini4BRAYAN ESTEVEZÎncă nu există evaluări
- CNC ReporteDocument17 paginiCNC Reporteernesto9100% (2)
- Control NuméricoDocument5 paginiControl NuméricoTristán YulmenÎncă nu există evaluări
- Materia de Compresores CNC y RefrigerantesDocument10 paginiMateria de Compresores CNC y RefrigerantesLius Felipe GomezÎncă nu există evaluări
- Unidad 2 Programación CNC (Parte 2)Document13 paginiUnidad 2 Programación CNC (Parte 2)Samanta AranaÎncă nu există evaluări
- Introducción Al Control Numérico ComputarizadoDocument22 paginiIntroducción Al Control Numérico ComputarizadojuanÎncă nu există evaluări
- Anteproyecto 6.0Document15 paginiAnteproyecto 6.0Efraín CórdovaÎncă nu există evaluări
- Procesos de Manufactura Con CNCDocument9 paginiProcesos de Manufactura Con CNCRoberto Magaña GarciaÎncă nu există evaluări
- CNCDocument5 paginiCNCjhimbo12Încă nu există evaluări
- Tarea 1Document17 paginiTarea 1Luis VazquezÎncă nu există evaluări
- Partes Principales de Una Maquina de CNCDocument7 paginiPartes Principales de Una Maquina de CNCJesus Gonzalez Hernandez100% (1)
- Control Numero Computarizado (CNC)Document4 paginiControl Numero Computarizado (CNC)santiago100% (1)
- Quintal LKLDocument7 paginiQuintal LKLYojan Alejandro Quintal50% (2)
- Control Numerico ComputarizadoDocument8 paginiControl Numerico ComputarizadoWilfredo Joel Acuña SanchezÎncă nu există evaluări
- Reporte CeniceroDocument17 paginiReporte CeniceroHugo AyalaÎncă nu există evaluări
- Texto - Programación y Fabricación en Centro de Maquinado - IT - VillahermosaDocument65 paginiTexto - Programación y Fabricación en Centro de Maquinado - IT - VillahermosaLaura VidalÎncă nu există evaluări
- Programacion CNC Manual y AsistidaDocument5 paginiProgramacion CNC Manual y AsistidaRoxana ArenasJuarezÎncă nu există evaluări
- Máquina CNCDocument7 paginiMáquina CNCFernando Javier FrancoÎncă nu există evaluări
- Partes Principales de Una Maquina de CNCDocument13 paginiPartes Principales de Una Maquina de CNCJhon CastroÎncă nu există evaluări
- Control Numerico ComputarizadoDocument14 paginiControl Numerico ComputarizadoCesar Emilio AguilarÎncă nu există evaluări
- Curso programación torno CNCDocument43 paginiCurso programación torno CNCOscar LBÎncă nu există evaluări
- Características y Tipos de Sistemas CNCDocument7 paginiCaracterísticas y Tipos de Sistemas CNCNelly ChaconÎncă nu există evaluări
- Ensayo CNCDocument15 paginiEnsayo CNCSally Ortega100% (2)
- Marco TeoricoDocument34 paginiMarco TeoricoFranciscoÎncă nu există evaluări
- Origen y evolución CNCDocument44 paginiOrigen y evolución CNCYorgelis Parra100% (1)
- Introducción Al Control Numérico ComputarizadoDocument22 paginiIntroducción Al Control Numérico ComputarizadoJohan Emmanuel Rogel BanderasÎncă nu există evaluări
- Control Numerico ComputarizadoDocument18 paginiControl Numerico ComputarizadoginnebraÎncă nu există evaluări
- Clasificacion de Sistemas NumericosDocument5 paginiClasificacion de Sistemas NumericosLïïzMōnrôyVïïlläbonÎncă nu există evaluări
- Resumen Ejecutivo CNCDocument3 paginiResumen Ejecutivo CNCdaf1830Încă nu există evaluări
- UNIDAD 1 Fundamentos Básicos e Introducción Al CNCDocument38 paginiUNIDAD 1 Fundamentos Básicos e Introducción Al CNCNassim asenÎncă nu există evaluări
- Máquinas CNCDocument44 paginiMáquinas CNCDenis CruxÎncă nu există evaluări
- Programacion en Codigos GDocument32 paginiProgramacion en Codigos GBladimir Sarabia100% (8)
- Maquinado en Torno CNCDocument18 paginiMaquinado en Torno CNCByron ZapetÎncă nu există evaluări
- Programación manual CNDocument4 paginiProgramación manual CNAeZz MiNiÎncă nu există evaluări
- Manual de Fresadora de CNC Triac FapucDocument39 paginiManual de Fresadora de CNC Triac FapucJOCOVI1987Încă nu există evaluări
- Curso de Torno A CNC OnlineDocument30 paginiCurso de Torno A CNC Onlineapi-371146667% (3)
- Desarrollo de La Unidad 4Document17 paginiDesarrollo de La Unidad 4Rosalinda Barrios de la cruzÎncă nu există evaluări
- CNCDocument22 paginiCNCBacilio MartinezÎncă nu există evaluări
- Manufactura Asistida Por Computador Semana 7 y 8Document37 paginiManufactura Asistida Por Computador Semana 7 y 8DIEGO ALEJANDRO JARRIN FERRINÎncă nu există evaluări
- Fabrica Tu Propio Router CNC PDFDocument140 paginiFabrica Tu Propio Router CNC PDFJulian Tabares100% (1)
- Principios de programación CNC para tornos con control FanucDocument75 paginiPrincipios de programación CNC para tornos con control FanucGianiMauricioQuinteroBautista100% (1)
- Trabajo Final CNCDocument54 paginiTrabajo Final CNCDaniel CastilloÎncă nu există evaluări
- Maquinas Herramientas CNCDocument17 paginiMaquinas Herramientas CNCdavidÎncă nu există evaluări
- Centro de Mecanizado CNCDocument99 paginiCentro de Mecanizado CNCJhon CastroÎncă nu există evaluări
- Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109De la EverandComprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109Încă nu există evaluări
- Control de movimiento en manufactura. Automatización CNC fundamentos de diseño y modelamiento experimentalDe la EverandControl de movimiento en manufactura. Automatización CNC fundamentos de diseño y modelamiento experimentalEvaluare: 5 din 5 stele5/5 (4)
- Compilador C CCS y Simulador Proteus para Microcontroladores PICDe la EverandCompilador C CCS y Simulador Proteus para Microcontroladores PICEvaluare: 2.5 din 5 stele2.5/5 (5)
- Elaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209De la EverandElaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209Încă nu există evaluări
- Manual de civil 3D aplicado a proyectos vialesDe la EverandManual de civil 3D aplicado a proyectos vialesÎncă nu există evaluări
- Elaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109De la EverandElaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109Evaluare: 3.5 din 5 stele3.5/5 (2)
- Control 8070Document41 paginiControl 8070carmelotomas100% (1)
- Presentacion Carmelo Hernandez Asovac 2015 (Modo de Compatibilidad)Document18 paginiPresentacion Carmelo Hernandez Asovac 2015 (Modo de Compatibilidad)carmelotomasÎncă nu există evaluări
- Introduccion CNCDocument57 paginiIntroduccion CNCcarmelotomas100% (1)
- Rectificado 85Document10 paginiRectificado 85carmelotomasÎncă nu există evaluări
- Anatomía y funciones de la pelvis femeninaDocument12 paginiAnatomía y funciones de la pelvis femeninacarmelotomasÎncă nu există evaluări
- Rectificado 83Document12 paginiRectificado 83carmelotomasÎncă nu există evaluări
- Manual de InstalaciónDocument1 paginăManual de InstalacióncarmelotomasÎncă nu există evaluări
- Introduccion Al Estudio de Una Ruta Metabolica BIOQUIMICADocument10 paginiIntroduccion Al Estudio de Una Ruta Metabolica BIOQUIMICAcarmelotomasÎncă nu există evaluări
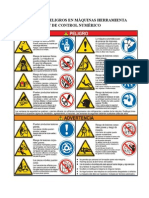
- Señales de Peligro Maquinas CNCDocument1 paginăSeñales de Peligro Maquinas CNCcarmelotomasÎncă nu există evaluări
- Rectificado 82Document20 paginiRectificado 82carmelotomasÎncă nu există evaluări
- Procesos No Convencionales Boothroyd 2013Document24 paginiProcesos No Convencionales Boothroyd 2013carmelotomasÎncă nu există evaluări
- Rectificado Eje Anillo Caras Planas GerlingDocument6 paginiRectificado Eje Anillo Caras Planas GerlingcarmelotomasÎncă nu există evaluări
- Diseño Mecanizado CostosDocument15 paginiDiseño Mecanizado CostoscarmelotomasÎncă nu există evaluări
- Clase de RectificadoDocument16 paginiClase de RectificadocarmelotomasÎncă nu există evaluări
- Temas 1 y 2Document45 paginiTemas 1 y 2carmelotomasÎncă nu există evaluări
- Temas 8,9 y 10Document34 paginiTemas 8,9 y 10carmelotomasÎncă nu există evaluări
- Temas 3,4,5 y 6Document39 paginiTemas 3,4,5 y 6carmelotomasÎncă nu există evaluări
- Reglas de Diseño para El Mecanizado KalpakjianDocument7 paginiReglas de Diseño para El Mecanizado KalpakjiancarmelotomasÎncă nu există evaluări
- Temas 8,9 y 10Document34 paginiTemas 8,9 y 10carmelotomasÎncă nu există evaluări
- Temas 3,4,5 y 6Document39 paginiTemas 3,4,5 y 6carmelotomasÎncă nu există evaluări
- Mecanizado Parte 2 Univ Buenos AiresDocument107 paginiMecanizado Parte 2 Univ Buenos Airescarmelotomas100% (2)
- Temas 1 y 2Document45 paginiTemas 1 y 2carmelotomasÎncă nu există evaluări
- Corte Electroerosion Laser Univ Buenos AiresDocument124 paginiCorte Electroerosion Laser Univ Buenos AirescarmelotomasÎncă nu există evaluări
- Mecanizado Parte 3 Univ Buenos AiresDocument87 paginiMecanizado Parte 3 Univ Buenos AirescarmelotomasÎncă nu există evaluări
- Mecanizado Parte 1 Univ Buenos AiresDocument110 paginiMecanizado Parte 1 Univ Buenos Airescarmelotomas100% (1)
- Presentacion Torno CDocument149 paginiPresentacion Torno CcarmelotomasÎncă nu există evaluări
- Materiales Herramientas Univ Buenos AiresDocument156 paginiMateriales Herramientas Univ Buenos AirescarmelotomasÎncă nu există evaluări
- Los Desafios para La Gerencia Del Siglo XxiDocument6 paginiLos Desafios para La Gerencia Del Siglo Xxicarmelotomas100% (3)
- Presentacion FresaDocument124 paginiPresentacion FresacarmelotomasÎncă nu există evaluări
- Laboratorios Raspberry PiDocument34 paginiLaboratorios Raspberry PiEfrain SamudioÎncă nu există evaluări
- Lenguajes de Programacion PDFDocument16 paginiLenguajes de Programacion PDFDey Dii RoviraÎncă nu există evaluări
- Uso pedagógico TV satelitalDocument7 paginiUso pedagógico TV satelitalGrover Dueñas ArroyoÎncă nu există evaluări
- Manual Admilab 2012 Lab ClinicoDocument122 paginiManual Admilab 2012 Lab ClinicoCarlos García100% (1)
- Guía de Actividades y Rúbrica de Evaluación - Unidad 3 - Paso 4 - Métodos y Parámetros Con POO PDFDocument13 paginiGuía de Actividades y Rúbrica de Evaluación - Unidad 3 - Paso 4 - Métodos y Parámetros Con POO PDFAlejandra MesaÎncă nu există evaluări
- Manual de Referencia de Funciones de SLE 2 0Document35 paginiManual de Referencia de Funciones de SLE 2 0Yen Madrid33% (3)
- Interrupcion de Procesos1Document2 paginiInterrupcion de Procesos1Zontalth MtzÎncă nu există evaluări
- Preparador de Clases Tecnologia e Informatica de 5 A 11 Segundo Periodo-2Document21 paginiPreparador de Clases Tecnologia e Informatica de 5 A 11 Segundo Periodo-2DOCENTE DEL SIGLO XXIÎncă nu există evaluări
- Gestión Costes Proyectos SoftwareDocument54 paginiGestión Costes Proyectos SoftwareVargas AlvaroÎncă nu există evaluări
- Ensayo Descriptivo de Von Neumann y HarvardDocument2 paginiEnsayo Descriptivo de Von Neumann y Harvardandres david gonzalez betancourt50% (4)
- Fase 5 - Prototipo Del Robot LEGO MINDSTORM EV3 1Document25 paginiFase 5 - Prototipo Del Robot LEGO MINDSTORM EV3 1Yolanda cardenasÎncă nu există evaluări
- Temario PLCDocument13 paginiTemario PLCPacoÎncă nu există evaluări
- Funciones_par_impar_calculadoraDocument2 paginiFunciones_par_impar_calculadoraFranklin RojasÎncă nu există evaluări
- Rúbrica de Evaluación 9Document3 paginiRúbrica de Evaluación 9Victor Manuel Nepauceno GomezÎncă nu există evaluări
- Manual Basico de Lenguje CDocument49 paginiManual Basico de Lenguje Canon-796040100% (3)
- Guía EMTP/ATP simulaciónDocument119 paginiGuía EMTP/ATP simulaciónMauricio HernandezÎncă nu există evaluări
- Guía de Actividades y Rúbrica de Evaluación - Tarea 3 Estructuras de Control RepetitivasDocument12 paginiGuía de Actividades y Rúbrica de Evaluación - Tarea 3 Estructuras de Control RepetitivasUnad WorksÎncă nu există evaluări
- Manual FXgenerator 6.0. Programa - OlvidadoDocument183 paginiManual FXgenerator 6.0. Programa - OlvidadoelcadistaÎncă nu există evaluări
- Tarea 1.2Document11 paginiTarea 1.2Isoannette Falcon100% (1)
- Actividad Pedagogica Informatica BasicaDocument5 paginiActividad Pedagogica Informatica Basicamessi arnaldoÎncă nu există evaluări
- Módulo 3. Texto EstructuradoDocument37 paginiMódulo 3. Texto EstructuradoDavid LopezÎncă nu există evaluări
- ESTÁNDARES DE CODIFICACIÓNDocument18 paginiESTÁNDARES DE CODIFICACIÓNNilson Machado MosqueraÎncă nu există evaluări
- Manual Algoritmos 2018 - HCG - s12Document81 paginiManual Algoritmos 2018 - HCG - s12Maycol NayÎncă nu există evaluări
- Catalogo 2009 Esp Tele HasseDocument241 paginiCatalogo 2009 Esp Tele HasseWalter ChavezÎncă nu există evaluări
- Manual usuario appDocument3 paginiManual usuario appelisaÎncă nu există evaluări
- Examen MES DE DICIEMBRE 2013Document39 paginiExamen MES DE DICIEMBRE 2013Renzo CortezÎncă nu există evaluări
- Las Técnicas Tradicionales para El Procesamiento de Información de Programación y de Diseño y Sus Procesos de CambioDocument2 paginiLas Técnicas Tradicionales para El Procesamiento de Información de Programación y de Diseño y Sus Procesos de Cambioliga52420% (1)
- Gestión memoria secundariaDocument21 paginiGestión memoria secundariaPalma YulexiÎncă nu există evaluări
- Syllabus Dibujo de MáquinasDocument7 paginiSyllabus Dibujo de MáquinasJuanManuelBayonaArenasÎncă nu există evaluări
- Tesis FinalDocument110 paginiTesis FinalChristian DavidÎncă nu există evaluări