S-ar putea să vă placă și
- 1/2" NPT OR 1/4" NPT Note 2: NorsokDocument1 pagină1/2" NPT OR 1/4" NPT Note 2: NorsoktxagusÎncă nu există evaluări
- Norsok: Instrument Stand 316 SST 50mm NB Pipe StandDocument1 paginăNorsok: Instrument Stand 316 SST 50mm NB Pipe StandtxagusÎncă nu există evaluări
- Norsok: Instrument Stand 316 SST 50mm NB Pipe StandDocument1 paginăNorsok: Instrument Stand 316 SST 50mm NB Pipe StandtxagusÎncă nu există evaluări
- Gauge May Be Configured Vert. or Horz. by Position of Blank PlugDocument1 paginăGauge May Be Configured Vert. or Horz. by Position of Blank PlugtxagusÎncă nu există evaluări
- Norsok: Instr. PipingDocument1 paginăNorsok: Instr. PipingtxagusÎncă nu există evaluări
- Norsok I-001-105Document1 paginăNorsok I-001-105txagusÎncă nu există evaluări
- Norsok: Diaphragm SealDocument1 paginăNorsok: Diaphragm SealtxagusÎncă nu există evaluări
- Norsok: by PipingDocument1 paginăNorsok: by PipingtxagusÎncă nu există evaluări
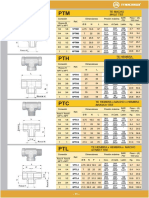
- Figuras PTM-PTH-PTC-PTLDocument1 paginăFiguras PTM-PTH-PTC-PTLtxagusÎncă nu există evaluări
- Field Equipment Field Junction Box Panel: NorsokDocument1 paginăField Equipment Field Junction Box Panel: NorsoktxagusÎncă nu există evaluări
- Norsok: Product ListDocument1 paginăNorsok: Product ListtxagusÎncă nu există evaluări
- Norsok: Product ListDocument1 paginăNorsok: Product ListtxagusÎncă nu există evaluări
- I 001 104Document1 paginăI 001 104txagusÎncă nu există evaluări
- I 001 104Document1 paginăI 001 104txagusÎncă nu există evaluări
- Junction Box Product ListDocument1 paginăJunction Box Product ListtxagusÎncă nu există evaluări
- Junction Box Product ListDocument1 paginăJunction Box Product ListtxagusÎncă nu există evaluări
- Norsok: NotesDocument1 paginăNorsok: NotestxagusÎncă nu există evaluări
- Norsok M CR 501r1Document19 paginiNorsok M CR 501r1Peter AllisonÎncă nu există evaluări
- 1.10 K Controls e Training - Pneumatic Actuator Equipment Interfaces PDFDocument6 pagini1.10 K Controls e Training - Pneumatic Actuator Equipment Interfaces PDFtxagusÎncă nu există evaluări
- Installation & Grounding of MagmetersDocument8 paginiInstallation & Grounding of MagmeterstxagusÎncă nu există evaluări
- Actuators Selection Procedures (Bettis)Document4 paginiActuators Selection Procedures (Bettis)txagusÎncă nu există evaluări
- 1.10 K Controls e Training - Pneumatic Actuator Equipment Interfaces PDFDocument6 pagini1.10 K Controls e Training - Pneumatic Actuator Equipment Interfaces PDFtxagusÎncă nu există evaluări
- Space Heating Handbook (Reznor)Document76 paginiSpace Heating Handbook (Reznor)txagusÎncă nu există evaluări
- Centrifugal PumpDocument12 paginiCentrifugal PumpPrashant DhakateÎncă nu există evaluări
- RTD, Life CostsDocument4 paginiRTD, Life CoststxagusÎncă nu există evaluări
- 17 Sil EvlauationDocument14 pagini17 Sil EvlauationtxagusÎncă nu există evaluări
- Standards & Certification For Hazardous Area Instrumentation (2015)Document6 paginiStandards & Certification For Hazardous Area Instrumentation (2015)txagusÎncă nu există evaluări
- NFPA 87 RP For Fluid Heaters (Presentation) PDFDocument56 paginiNFPA 87 RP For Fluid Heaters (Presentation) PDFtxagus100% (2)
- Noise Control Manual (Masoneilan) PDFDocument24 paginiNoise Control Manual (Masoneilan) PDFtxagusÎncă nu există evaluări
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (894)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- MSDS DENSIL LithiumDocument6 paginiMSDS DENSIL LithiumBibhawesh PandeyÎncă nu există evaluări
- TYCO Thermal - SEET SYSTEM - Unpriced OfferDocument64 paginiTYCO Thermal - SEET SYSTEM - Unpriced OfferNaim TrabelsiÎncă nu există evaluări
- Procedure For Preliminary Analysis of Production ProcessDocument14 paginiProcedure For Preliminary Analysis of Production ProcessNurulsakinah SailinÎncă nu există evaluări
- MSF Generic MOU-Move Stage 1 Risk Assessment Rev4 Sep09Document32 paginiMSF Generic MOU-Move Stage 1 Risk Assessment Rev4 Sep09singhajitbÎncă nu există evaluări
- Circular Letter No. Guidelines On New Arrangement On Product Approval of Fire Service Installations and EquipmentDocument15 paginiCircular Letter No. Guidelines On New Arrangement On Product Approval of Fire Service Installations and EquipmentkatrinadangÎncă nu există evaluări
- 10-12 - AeroSafety World MagazinesDocument68 pagini10-12 - AeroSafety World MagazinesJoao MeloÎncă nu există evaluări
- Pfizer PBC BookletDocument7 paginiPfizer PBC BookletDon HeymannÎncă nu există evaluări
- Topic 7. BIORISK MANAGEMENTDocument3 paginiTopic 7. BIORISK MANAGEMENTMark Theodore L. Gregas100% (1)
- 09-91 v2 PhytoflORAL TPII 0907 Classic Material Safety Data SheetDocument4 pagini09-91 v2 PhytoflORAL TPII 0907 Classic Material Safety Data SheetAlfie Alven Dela CruzÎncă nu există evaluări
- Scaffeze Plus MSDSDocument6 paginiScaffeze Plus MSDSMaterial Coordinator - WLÎncă nu există evaluări
- Confined Space SafetyDocument33 paginiConfined Space SafetyEneyo VictorÎncă nu există evaluări
- MSDS Caustic Soda Flakes 1Document6 paginiMSDS Caustic Soda Flakes 1Dinesh ItankarÎncă nu există evaluări
- CV 2023110722004938Document3 paginiCV 2023110722004938Saqib JavedÎncă nu există evaluări
- ISO7010 Safetysigns Guidebook Europe EnglishDocument29 paginiISO7010 Safetysigns Guidebook Europe EnglishEugenio Jr. MatesÎncă nu există evaluări
- 00755056-g - Smart S4 User Manual PDFDocument80 pagini00755056-g - Smart S4 User Manual PDFDeyler SaquettoÎncă nu există evaluări
- Machine 410sx-ManualDocument137 paginiMachine 410sx-ManualSanjeev Sharma100% (1)
- MSDS Co2 176Document6 paginiMSDS Co2 176Bang AnuhÎncă nu există evaluări
- Exothermic Welding Powder SDS SunlightDocument7 paginiExothermic Welding Powder SDS Sunlightosmar barzola sotoÎncă nu există evaluări
- I156E EN 02+XG Series+MaintenanceManualDocument280 paginiI156E EN 02+XG Series+MaintenanceManualmyrianÎncă nu există evaluări
- Penentuan Daerah Rawan Kecelakaan Bagi Pengguna Jalan Pada Ruas Jalan Kol. H. Burlian PalembangDocument11 paginiPenentuan Daerah Rawan Kecelakaan Bagi Pengguna Jalan Pada Ruas Jalan Kol. H. Burlian PalembangveniÎncă nu există evaluări
- XPL Inglese Rev05Document78 paginiXPL Inglese Rev05Чанко ДеневÎncă nu există evaluări
- Rmdjv-pj74-Hiradc-subc 04 (Site Clearing & Earthwork)Document2 paginiRmdjv-pj74-Hiradc-subc 04 (Site Clearing & Earthwork)myn maliQueÎncă nu există evaluări
- Risk Assessment for Excavation WorksDocument3 paginiRisk Assessment for Excavation WorksEdgard Laurenz Montellano GeronimoÎncă nu există evaluări
- Preventive and Corrective Action For Safety and Health HazardsDocument2 paginiPreventive and Corrective Action For Safety and Health HazardsTHOMASÎncă nu există evaluări
- CDM6150 ManualDocument183 paginiCDM6150 ManualThiago Fredy100% (2)
- Lessons From High Hazard Industries For HealthcareDocument86 paginiLessons From High Hazard Industries For Healthcarejou jimÎncă nu există evaluări
- Hair Stylist - L2 (Cur)Document110 paginiHair Stylist - L2 (Cur)sonia87Încă nu există evaluări
- Hot Work PermitDocument2 paginiHot Work PermitRex UrbiztondoÎncă nu există evaluări
- Astm e 1459Document2 paginiAstm e 1459Murray PeartÎncă nu există evaluări
- Critical Systems: ©ian Sommerville 2004 Slide 1Document46 paginiCritical Systems: ©ian Sommerville 2004 Slide 1Kho Kent JohnÎncă nu există evaluări