S-ar putea să vă placă și
- TYPES OF COMPRESSORS AND THEIR APPLICATIONSDocument7 paginiTYPES OF COMPRESSORS AND THEIR APPLICATIONSWade Coleman100% (1)
- MINNOVEX Fixed Gap Manual 2003Document8 paginiMINNOVEX Fixed Gap Manual 2003Edwing William Salhuana MendozaÎncă nu există evaluări
- Compressors - Written ReportDocument17 paginiCompressors - Written ReportJenina Rosa P. LlanesÎncă nu există evaluări
- UNIT-3 Compressors, Blowers, Vacuum Pumps and Their Performance CharacteristicsDocument15 paginiUNIT-3 Compressors, Blowers, Vacuum Pumps and Their Performance CharacteristicsDhruv JariwalaÎncă nu există evaluări
- Compressor Recycle Service: Feed GasDocument4 paginiCompressor Recycle Service: Feed Gasseth_yuiÎncă nu există evaluări
- Compressors: Reciprocating Compressors Centrifugal Compressors DrivesDocument14 paginiCompressors: Reciprocating Compressors Centrifugal Compressors Drivessteepa22Încă nu există evaluări
- Compressors - Hassan ElBanhawiDocument14 paginiCompressors - Hassan ElBanhawijesus_manrique2753Încă nu există evaluări
- Plant Layout-CompressorsDocument19 paginiPlant Layout-Compressorshalder_kalyan9216Încă nu există evaluări
- 1 CompressorsDocument25 pagini1 CompressorsCJ CerezoÎncă nu există evaluări
- Screw Compressor ApplicationDocument8 paginiScrew Compressor ApplicationChakravarthy Bharath100% (1)
- Compressors: Operating Principle of CompressorDocument12 paginiCompressors: Operating Principle of CompressorNikka Briones DomingoÎncă nu există evaluări
- Pump Pipe PositioningDocument32 paginiPump Pipe Positioningmohdyashfi mppÎncă nu există evaluări
- Pump & Compressor PositioningDocument32 paginiPump & Compressor PositioningAeffandii SamawiÎncă nu există evaluări
- Principle Steam Ejector Pipe FlowDocument4 paginiPrinciple Steam Ejector Pipe FlowOky Adi PurnomoÎncă nu există evaluări
- Compressors Trainingsessions 141216095151 Conversion Gate01Document53 paginiCompressors Trainingsessions 141216095151 Conversion Gate01joseÎncă nu există evaluări
- Classification of CompressorsDocument20 paginiClassification of CompressorsDeepakÎncă nu există evaluări
- Compressor Training ModuleDocument29 paginiCompressor Training ModuleHyundianto AgÎncă nu există evaluări
- Compressor Presentation2005Document30 paginiCompressor Presentation2005lurekalureka100% (1)
- Compressors Trainingsessions 141216095151 Conversion Gate01Document53 paginiCompressors Trainingsessions 141216095151 Conversion Gate01joseÎncă nu există evaluări
- Pulsation Dampeners For Smooth Flow in Pipes: The K FactorDocument3 paginiPulsation Dampeners For Smooth Flow in Pipes: The K FactorEdisonReisÎncă nu există evaluări
- Screw Compressor Theory 1014Document3 paginiScrew Compressor Theory 1014free_eagle2009100% (1)
- Compressor Dry Gas Seal SystemDocument26 paginiCompressor Dry Gas Seal SystemAnonymous KpVxNXs100% (4)
- Compressor Choke: by TMI Staff & Contributors On August 27, 2019Document5 paginiCompressor Choke: by TMI Staff & Contributors On August 27, 2019Tusar KoleÎncă nu există evaluări
- Gas Compression 3Document45 paginiGas Compression 3THE TERMINATOR100% (1)
- Compressors OverviewDocument34 paginiCompressors OverviewAhmed Tariq KhalilÎncă nu există evaluări
- Rotary Screw ProcessDocument9 paginiRotary Screw ProcessEagle WingsÎncă nu există evaluări
- Centrifugal CompressorsDocument106 paginiCentrifugal CompressorsUmair khan100% (1)
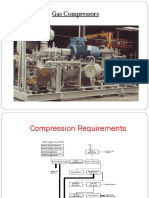
- Gas CompressorsDocument55 paginiGas CompressorsBilal Ahmed100% (3)
- Compressed AirDocument14 paginiCompressed Airkstan112233100% (2)
- Reciprocating Compressor Theory PDFDocument33 paginiReciprocating Compressor Theory PDFyeshig200083% (6)
- Report On Gass CompresorDocument35 paginiReport On Gass CompresorPooyan Hasan Poor100% (1)
- Turbocharger Maint, Cleaning & SurgingDocument5 paginiTurbocharger Maint, Cleaning & SurgingSayem kaif100% (1)
- Web Fsi Paperage Feb 1997Document4 paginiWeb Fsi Paperage Feb 1997Kirk RodriguezÎncă nu există evaluări
- Selecting the Right Screw CompressorDocument3 paginiSelecting the Right Screw Compressorli xianÎncă nu există evaluări
- Operation and Maintenance of Centrifugal Air CompressorsDocument15 paginiOperation and Maintenance of Centrifugal Air Compressorsfjafarvand100% (1)
- Jet Pump Technical Data for Pumping GasesDocument11 paginiJet Pump Technical Data for Pumping GasesIdelia Cutipa Yauri100% (1)
- Refrigeration Laboratory Manual 2011Document19 paginiRefrigeration Laboratory Manual 2011Himanshu Uniyal0% (1)
- Gas Compression Power CalculationDocument35 paginiGas Compression Power CalculationMark 00vvÎncă nu există evaluări
- Man Turbo Oil Free PaperDocument12 paginiMan Turbo Oil Free PaperSelvaraji MuthuÎncă nu există evaluări
- Suction Line PressureDocument15 paginiSuction Line Pressurejayadarsini2113Încă nu există evaluări
- Om-3 S PDFDocument16 paginiOm-3 S PDFmecambÎncă nu există evaluări
- Reciprocating Compressor Basics GuideDocument5 paginiReciprocating Compressor Basics GuideJose Luis RattiaÎncă nu există evaluări
- Process-Gas Screw Compressors (Dry Type) Compared With Reciprocating-, Oil Flooded Screw-And Centrifugal CompressorsDocument12 paginiProcess-Gas Screw Compressors (Dry Type) Compared With Reciprocating-, Oil Flooded Screw-And Centrifugal Compressorsronny_fernandes363Încă nu există evaluări
- Aim:-To Study Various Types of Compressors Used For Refrigeration Cycle. TheoryDocument8 paginiAim:-To Study Various Types of Compressors Used For Refrigeration Cycle. TheoryAamer MohammedÎncă nu există evaluări
- UNIT-V Centrifugal and Axial Flow CompressorsDocument13 paginiUNIT-V Centrifugal and Axial Flow CompressorsMarampalli Shilpa RamyaÎncă nu există evaluări
- PALL Paper - Compressor 99Document15 paginiPALL Paper - Compressor 99G A McKee100% (3)
- Art Optimise VacuumDocument10 paginiArt Optimise VacuumjokishÎncă nu există evaluări
- Gas Booster 5 0.75 Series Models AG AGD AGT S PDFDocument16 paginiGas Booster 5 0.75 Series Models AG AGD AGT S PDFu2006262918100% (1)
- Air Compressors and Pneumatic Control SystemsDocument7 paginiAir Compressors and Pneumatic Control SystemsBader Shrbaji100% (2)
- Basic Design: Figure 1. Reciprocating Compressor Cylinder AssemblyDocument6 paginiBasic Design: Figure 1. Reciprocating Compressor Cylinder AssemblyradhesrikrishnaÎncă nu există evaluări
- Compressor GATE Mechanical EngineerDocument45 paginiCompressor GATE Mechanical Engineersap2279100% (1)
- Gas Movers and PumpsDocument23 paginiGas Movers and PumpsSbose100% (2)
- Pressure Control For Vacuum SystemsDocument4 paginiPressure Control For Vacuum SystemsnasirmuzaffarÎncă nu există evaluări
- Cent. Comp. For Trainee EngrsDocument141 paginiCent. Comp. For Trainee EngrsInaam Ur Rehman100% (1)
- Specific power consumption of air compressorsDocument12 paginiSpecific power consumption of air compressorsHeet PatelÎncă nu există evaluări
- Positive Displacement CompressorsDocument33 paginiPositive Displacement Compressorspattan madhuÎncă nu există evaluări
- Marvel Carbureter and Heat Control As Used on Series 691 Nash Sixes Booklet SDe la EverandMarvel Carbureter and Heat Control As Used on Series 691 Nash Sixes Booklet SÎncă nu există evaluări
- How to Select the Right Centrifugal Pump: A Brief Survey of Centrifugal Pump Selection Best PracticesDe la EverandHow to Select the Right Centrifugal Pump: A Brief Survey of Centrifugal Pump Selection Best PracticesEvaluare: 5 din 5 stele5/5 (1)
- Comprehensive Guide to Oil Sight GlassesDocument10 paginiComprehensive Guide to Oil Sight Glasseskamal arabÎncă nu există evaluări
- LP(T)型立式排水泵Document18 paginiLP(T)型立式排水泵kamal arabÎncă nu există evaluări
- 卧式离心泵说明书英文(大连双龙)Document16 pagini卧式离心泵说明书英文(大连双龙)kamal arabÎncă nu există evaluări
- Lubrication Systems For Turbomachinery by Fredrick B. WilcoxDocument4 paginiLubrication Systems For Turbomachinery by Fredrick B. Wilcoxkamal arabÎncă nu există evaluări
- Rotordynamics 92 PDFDocument44 paginiRotordynamics 92 PDFkamal arabÎncă nu există evaluări
- GL XX Mobilgrease SpecialDocument2 paginiGL XX Mobilgrease SpecialTiago PaivaÎncă nu există evaluări
- Hydraulic Cylinders and Lifting Products EN-AUDocument58 paginiHydraulic Cylinders and Lifting Products EN-AUkamal arabÎncă nu există evaluări
- 一级反渗透高压泵安装维修保养手册(英文)Document63 pagini一级反渗透高压泵安装维修保养手册(英文)kamal arabÎncă nu există evaluări
- Biral NBDocument48 paginiBiral NBkamal arabÎncă nu există evaluări
- MSDS 650920Document10 paginiMSDS 650920Rafay SaeedÎncă nu există evaluări
- Cepstrum Analysis Detects Gearbox Fault PeriodicityDocument21 paginiCepstrum Analysis Detects Gearbox Fault PeriodicitybackvlackoÎncă nu există evaluări
- Hilbert Transform TharaneDocument40 paginiHilbert Transform TharanemaxÎncă nu există evaluări
- Mechanical Seals - Mechanical Seals For Pumps - Elastomer Bellows SealsDocument7 paginiMechanical Seals - Mechanical Seals For Pumps - Elastomer Bellows SealsChrist Rodney MAKANAÎncă nu există evaluări
- Vertical Turbine PumpDocument24 paginiVertical Turbine Pumpkamal arabÎncă nu există evaluări
- GL XX Mobilgrease XHP 460 SeriesDocument3 paginiGL XX Mobilgrease XHP 460 Serieskamal arabÎncă nu există evaluări
- 02.T Throttle Type Globe Valve Bonnetless: FeaturesDocument1 pagină02.T Throttle Type Globe Valve Bonnetless: Featureskamal arabÎncă nu există evaluări
- E 25120 enDocument36 paginiE 25120 enkamal arabÎncă nu există evaluări
- Ersatzteilliste Typ 41-23 Spare Parts List Type 41-23 Pièces de Rechange Type 41-23 Lista Dei Pezzi Di Ricambio Tipo 41-23 Lista de Repuestos Tipo 41-23Document3 paginiErsatzteilliste Typ 41-23 Spare Parts List Type 41-23 Pièces de Rechange Type 41-23 Lista Dei Pezzi Di Ricambio Tipo 41-23 Lista de Repuestos Tipo 41-23kamal arabÎncă nu există evaluări
- KVT High Pressure Large Bore Valves PDFDocument16 paginiKVT High Pressure Large Bore Valves PDFkamal arabÎncă nu există evaluări
- Lubrication of Rolling Bearings Tips and Advice PDFDocument44 paginiLubrication of Rolling Bearings Tips and Advice PDFrfriosEPÎncă nu există evaluări
- Guide To Electric Motor Bearing LubricationDocument7 paginiGuide To Electric Motor Bearing LubricationUber_Konstruktor100% (2)
- Valve AccessoriesDocument2 paginiValve Accessorieskamal arabÎncă nu există evaluări
- Grease-Lubricated Electric Motors - A New PerspectiveDocument9 paginiGrease-Lubricated Electric Motors - A New Perspectivekamal arabÎncă nu există evaluări
- Rev.5 SonicViewDocument100 paginiRev.5 SonicViewLincoln Luiz CorrêaÎncă nu există evaluări
- Centrifugal Pumps RFQDocument2 paginiCentrifugal Pumps RFQkamal arabÎncă nu există evaluări
- Shaft Alignment PracticeDocument2 paginiShaft Alignment Practicekamal arabÎncă nu există evaluări
- Vibration Analysis Dictionary: AccelerationDocument36 paginiVibration Analysis Dictionary: Accelerationkamal arabÎncă nu există evaluări
- Gasket TypesDocument1 paginăGasket Typeskamal arabÎncă nu există evaluări
- Calculating Grease Quantity and Frequency for BearingsDocument2 paginiCalculating Grease Quantity and Frequency for Bearingskamal arabÎncă nu există evaluări
- Basic Bearing Designation SystemDocument2 paginiBasic Bearing Designation Systemkamal arabÎncă nu există evaluări
- Aggregate For Single or Multiple Bituminous Surface TreatmentsDocument3 paginiAggregate For Single or Multiple Bituminous Surface TreatmentsrajithfernandoÎncă nu există evaluări
- 3 s2.0 B9781416051985000186 MainDocument37 pagini3 s2.0 B9781416051985000186 MainLibros LibrosÎncă nu există evaluări
- Meru University Homework on Morphic Resonance FieldsDocument4 paginiMeru University Homework on Morphic Resonance FieldsAkshaya Kumar Rath100% (1)
- Reinforced Concrete Structures 2 Chapter on TorsionDocument34 paginiReinforced Concrete Structures 2 Chapter on TorsionOlesea NesterencoÎncă nu există evaluări
- NSTSE Class 9 SolutionDocument7 paginiNSTSE Class 9 SolutionMota ChashmaÎncă nu există evaluări
- The PhysicsDocument378 paginiThe PhysicsUppalaiah EruguÎncă nu există evaluări
- Uce Physics QNSDocument21 paginiUce Physics QNSsam lubakeneÎncă nu există evaluări
- Chap03-A QQQQQ PDFDocument36 paginiChap03-A QQQQQ PDFFiseha MekonnenÎncă nu există evaluări
- Hole Cleaning 2 - SPE-143675-MSDocument8 paginiHole Cleaning 2 - SPE-143675-MSJulo DesmazuresÎncă nu există evaluări
- 1218 Question PaperDocument1 pagină1218 Question PaperGUNDA SHASHANKÎncă nu există evaluări
- HSC 2013 Extension 1 SolutionsDocument15 paginiHSC 2013 Extension 1 SolutionsAryan Sheth-PatelÎncă nu există evaluări
- Virtual Molecular Shapes WorksheetDocument4 paginiVirtual Molecular Shapes WorksheetVillanueva AlfhineÎncă nu există evaluări
- 3 Polarization VNDocument35 pagini3 Polarization VNSuvankar ChakrabortyÎncă nu există evaluări
- Science of Storms Midterm NotesDocument23 paginiScience of Storms Midterm NotesAlessandro RahmatianÎncă nu există evaluări
- Magnetic ExperimentsDocument9 paginiMagnetic ExperimentsSteve ZettlerÎncă nu există evaluări
- KNUCKLE JOINT SIMULATIONDocument12 paginiKNUCKLE JOINT SIMULATIONMayank kumawatÎncă nu există evaluări
- High Temperature Series Expansion On Hubbard ModelDocument3 paginiHigh Temperature Series Expansion On Hubbard ModelJeffrey ChanÎncă nu există evaluări
- Gauss Lab 03Document2 paginiGauss Lab 03Diego Giraldo BoteroÎncă nu există evaluări
- Newton Laws of Motion JeopardyDocument19 paginiNewton Laws of Motion JeopardyJessiel GueribaÎncă nu există evaluări
- H S S X S S HDocument4 paginiH S S X S S HahmadskhanÎncă nu există evaluări
- Chapter 28 Liquid Chromatography: (D) Reversed-Phase PackingDocument4 paginiChapter 28 Liquid Chromatography: (D) Reversed-Phase PackingElaine P.Încă nu există evaluări
- ISEI 2010-Diagnostics Techniques of Power TransformersDocument80 paginiISEI 2010-Diagnostics Techniques of Power TransformersAli Naderian100% (3)
- History of Science and TechnologyDocument3 paginiHistory of Science and TechnologyDessa Jane RodrigoÎncă nu există evaluări
- Reactor de NeutroDocument7 paginiReactor de NeutroJosePaen100% (2)
- HVDC Transmission is Superior to EHVACDocument13 paginiHVDC Transmission is Superior to EHVACEsther Sowjanya100% (1)
- Potential Flow Theory: 2.016 HydrodynamicsDocument2 paginiPotential Flow Theory: 2.016 HydrodynamicsJorge EstebanÎncă nu există evaluări
- Sensitive Differential Ground Fault Protection of Large MotorsDocument5 paginiSensitive Differential Ground Fault Protection of Large Motorsclide_050793Încă nu există evaluări
- EECE263 Basic Circuit Analysis Set 7: DiodesDocument30 paginiEECE263 Basic Circuit Analysis Set 7: DiodeswerewaroÎncă nu există evaluări
- Periodic TableDocument17 paginiPeriodic TableTata mobimbaÎncă nu există evaluări
- SPM Phy Quantity of Heat IDocument13 paginiSPM Phy Quantity of Heat ICHINEMEREM EZEHÎncă nu există evaluări