S-ar putea să vă placă și
- Dye Penetrant Test ProcedureDocument7 paginiDye Penetrant Test ProcedurePer DC100% (1)
- Dye Penetrant Inspection ProcedureDocument14 paginiDye Penetrant Inspection Proceduretankimsin100% (1)
- Liquid Dye Penetrant Test Inspection NDT Sample ProcedureDocument7 paginiLiquid Dye Penetrant Test Inspection NDT Sample ProcedureAnonymous gFcnQ4go100% (2)
- Industrial radiography A Complete Guide - 2019 EditionDe la EverandIndustrial radiography A Complete Guide - 2019 EditionÎncă nu există evaluări
- ASME V Article 7 Magnetic Particle ExaminationDocument1 paginăASME V Article 7 Magnetic Particle ExaminationAmanda Ariesta Aprilia100% (4)
- API 6A RadiographyDocument4 paginiAPI 6A RadiographyminakshissawantÎncă nu există evaluări
- Comparision Between AWS D1.1&ASME Sec - IXDocument33 paginiComparision Between AWS D1.1&ASME Sec - IXStephen RajÎncă nu există evaluări
- Non Destructive Testing Procedure UT, RT, MT, PT (ASME)Document63 paginiNon Destructive Testing Procedure UT, RT, MT, PT (ASME)Irvan Maruli100% (1)
- Ut ProcedureDocument7 paginiUt Procedurearavindan100% (1)
- Csa W48-23Document70 paginiCsa W48-23Arnold Jose Batista RodriguezÎncă nu există evaluări
- Qualified Products List OF Products Qualified Under Sae Aerospace Material Specification SAE AMS 2644Document33 paginiQualified Products List OF Products Qualified Under Sae Aerospace Material Specification SAE AMS 2644Sen SeyÎncă nu există evaluări
- Astm D 4417 PDFDocument3 paginiAstm D 4417 PDFRojas QuiqueÎncă nu există evaluări
- Welding Procedure SpecificationDocument5 paginiWelding Procedure SpecificationFranklin londono0% (1)
- Birla Copper WPS For Tube To Tubesheet Welding MOC - CSDocument2 paginiBirla Copper WPS For Tube To Tubesheet Welding MOC - CSJitu Padhiyar PadhiyarÎncă nu există evaluări
- 07 SMAW 332 18 532 332 E7018 Prequalified WPSsDocument82 pagini07 SMAW 332 18 532 332 E7018 Prequalified WPSsErick VazquezÎncă nu există evaluări
- 1 E-1742Document15 pagini1 E-1742punitg_2Încă nu există evaluări
- 11 Written Practice 01Document27 pagini11 Written Practice 01Sefa Kasapoglu100% (1)
- UT Formula SheetDocument2 paginiUT Formula SheetOktayKulÎncă nu există evaluări
- AWS D1.2 GuidesDocument3 paginiAWS D1.2 GuidesTuan DangÎncă nu există evaluări
- Weldment Visual Inspection RequirementsDocument10 paginiWeldment Visual Inspection RequirementsKarthik P MuraliÎncă nu există evaluări
- Fillet Weid Break and Macroetch Test PlateDocument1 paginăFillet Weid Break and Macroetch Test PlatewijiestÎncă nu există evaluări
- 05-Welder Certification PDFDocument11 pagini05-Welder Certification PDFAnonymous bfxeE1zvY100% (1)
- Exc1 Exc2: BS EN 1090-2:2018Document1 paginăExc1 Exc2: BS EN 1090-2:2018Luka DrascicÎncă nu există evaluări
- Norma Holiday Detector ASTM D5162-2001 PDFDocument4 paginiNorma Holiday Detector ASTM D5162-2001 PDFDuverlyOrlandoMattaVásquez100% (1)
- PMI Testing - Limitations With XRFDocument3 paginiPMI Testing - Limitations With XRFArun Kumar Kar100% (2)
- Astm Se-273Document5 paginiAstm Se-273Deyci Yamile Peña SantosÎncă nu există evaluări
- Gmaw Complete Aws d1.6Document1 paginăGmaw Complete Aws d1.6Hamza Nouman100% (1)
- How To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-3) Welding & NDTDocument5 paginiHow To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-3) Welding & NDTVKT TiwariÎncă nu există evaluări
- Welder Performance Qualification (WPQ)Document2 paginiWelder Performance Qualification (WPQ)alokbdasÎncă nu există evaluări
- Pressure Vessel Dimension InspectionDocument2 paginiPressure Vessel Dimension InspectionNorman MoralesÎncă nu există evaluări
- Flans ASME B16.5 PDFDocument47 paginiFlans ASME B16.5 PDFMircea Dan StanciuÎncă nu există evaluări
- Weld Fit Up Inspection Employee TrainingDocument10 paginiWeld Fit Up Inspection Employee TrainingBadiuzzama Azmi100% (1)
- Penetrant ProcedureDocument12 paginiPenetrant ProcedureAbdul Tri Hamdani Hamdani100% (4)
- JIS Z 2320-1-2007 Non-Destructive Testing - Magnetic Particle Testing - Part 1 General Principles-6 PDFDocument31 paginiJIS Z 2320-1-2007 Non-Destructive Testing - Magnetic Particle Testing - Part 1 General Principles-6 PDFNguyễn Hữu BằngÎncă nu există evaluări
- MDR Form A-1Document2 paginiMDR Form A-1Yuvraj ThoratÎncă nu există evaluări
- Aws d1.1 RT Inspection ProcedureDocument14 paginiAws d1.1 RT Inspection ProcedureMohanadÎncă nu există evaluări
- Welding Qualification As Per AWS D1.1Document19 paginiWelding Qualification As Per AWS D1.1Ouni AchrefÎncă nu există evaluări
- E 543 - 04 - Rtu0mw - PDFDocument11 paginiE 543 - 04 - Rtu0mw - PDFUpul Eranda AbeyrathnaÎncă nu există evaluări
- UT Procedure OTCDocument34 paginiUT Procedure OTCamin110110100% (1)
- D1.1 - 2015-Exam1-50 Questions W Answers PDFDocument22 paginiD1.1 - 2015-Exam1-50 Questions W Answers PDFCalidad Pellizzari100% (1)
- STD 1104 - Welding of Pipelines and Related FacilitiesDocument38 paginiSTD 1104 - Welding of Pipelines and Related FacilitiesGishnu SunilÎncă nu există evaluări
- NBT 47013.3-2015 EngDocument180 paginiNBT 47013.3-2015 EngCourage100% (1)
- Ams STD 1595Document66 paginiAms STD 1595airplanez100% (1)
- AWS D1.1 Short Code Tests #2Document3 paginiAWS D1.1 Short Code Tests #2Malcolm Diamond100% (1)
- LPT As Per Asme & IsoDocument2 paginiLPT As Per Asme & IsosbmmlaÎncă nu există evaluări
- RT Procedure 10.09.16Document9 paginiRT Procedure 10.09.16mukeshsingh6Încă nu există evaluări
- Mil STD 1595Document72 paginiMil STD 1595Michael J ChandikÎncă nu există evaluări
- Pip Vefv1102Document1 paginăPip Vefv1102ParkerÎncă nu există evaluări
- Asnt Certification Scheme Radiography Method Level - Ii Home Work - Interpretation, Standards & Codes Name: DateDocument3 paginiAsnt Certification Scheme Radiography Method Level - Ii Home Work - Interpretation, Standards & Codes Name: DateMahade Hasan DipuÎncă nu există evaluări
- E125-97 MT Ref PhotosDocument2 paginiE125-97 MT Ref PhotosveluÎncă nu există evaluări
- Welder Continuation Log: Welder Name: Welder ID: Date of Initial QualificationDocument1 paginăWelder Continuation Log: Welder Name: Welder ID: Date of Initial QualificationPerminder Singh100% (1)
- Table 6.7Document2 paginiTable 6.7AngelTinocoÎncă nu există evaluări
- Esab Storage HandlingDocument4 paginiEsab Storage HandlingTasmanijskaNema100% (1)
- Api 578 Positive Material Identification Pmi PDFDocument24 paginiApi 578 Positive Material Identification Pmi PDFSANKARAN.KÎncă nu există evaluări
- STS QAC SOP 009 - 01 Liquid Penetrant Test ProcedureDocument6 paginiSTS QAC SOP 009 - 01 Liquid Penetrant Test Proceduremohd as shahiddin jafriÎncă nu există evaluări
- DPT ProcedureDocument4 paginiDPT ProcedureRohit Attri100% (1)
- BIX Dye Penetrant ProcedureDocument7 paginiBIX Dye Penetrant ProcedureEduard Abastillas100% (1)
- Procedure For DYE PENETRANT TestingDocument10 paginiProcedure For DYE PENETRANT TestingKarrar Talib100% (1)
- Liquid Dye Penetrant Test Inspection Sample ProcedureDocument8 paginiLiquid Dye Penetrant Test Inspection Sample Procedureم.ذكى فضل ذكىÎncă nu există evaluări
- WIweld10 Dye Penetrant Examination Rev 00Document3 paginiWIweld10 Dye Penetrant Examination Rev 00Gautam KumarÎncă nu există evaluări
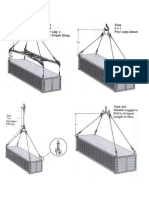
- Pad Eyes ContainerDocument2 paginiPad Eyes ContainerRidoÎncă nu există evaluări
- Fabrication & Site Erection ProcedureDocument43 paginiFabrication & Site Erection ProcedureRidoÎncă nu există evaluări
- Price RequisitionDocument2 paginiPrice RequisitionRidoÎncă nu există evaluări
- JSA PaintingDocument1 paginăJSA PaintingRidoÎncă nu există evaluări
- Yz0262 92 12 02Document1 paginăYz0262 92 12 02RidoÎncă nu există evaluări
- FSection H005 - Hot WorkDocument10 paginiFSection H005 - Hot WorkRidoÎncă nu există evaluări
- 8 - Cost AllocationDocument9 pagini8 - Cost AllocationRidoÎncă nu există evaluări
- Handling & Shipping ProcedureDocument4 paginiHandling & Shipping ProcedureRidoÎncă nu există evaluări
- Standard Pengiriman MaterialDocument1 paginăStandard Pengiriman MaterialRidoÎncă nu există evaluări
- 6 - General Terms and ConditionsDocument45 pagini6 - General Terms and ConditionsRidoÎncă nu există evaluări
- Lifting ProcedureDocument4 paginiLifting ProcedureRidoÎncă nu există evaluări
- Painting ProcedureDocument4 paginiPainting ProcedureRidoÎncă nu există evaluări
- Form Proposal - Piping - Steel STR FabDocument55 paginiForm Proposal - Piping - Steel STR FabRidoÎncă nu există evaluări
- D 100 Dat PRQ 004 - D (App) Itp For PaintingDocument13 paginiD 100 Dat PRQ 004 - D (App) Itp For PaintingRido100% (2)
- FilmDocument1 paginăFilmRidoÎncă nu există evaluări
- Stanley Commercial Hardware 2014 Price BookDocument124 paginiStanley Commercial Hardware 2014 Price BookSecurity Lock DistributorsÎncă nu există evaluări
- DITS 2213 Final Exam OSDocument6 paginiDITS 2213 Final Exam OSAmirul FaizÎncă nu există evaluări
- MS Word Lecture NotesDocument11 paginiMS Word Lecture NotesMoguriÎncă nu există evaluări
- Latex Hints and TricksDocument24 paginiLatex Hints and TricksbilzinetÎncă nu există evaluări
- UST G N 2011: Banking Laws # I. The New Central Bank Act (Ra 7653)Document20 paginiUST G N 2011: Banking Laws # I. The New Central Bank Act (Ra 7653)Clauds GadzzÎncă nu există evaluări
- Web Development Company in BhubaneswarDocument4 paginiWeb Development Company in BhubaneswarsatyajitÎncă nu există evaluări
- International Journal On Cryptography and Information Security (IJCIS)Document2 paginiInternational Journal On Cryptography and Information Security (IJCIS)ijcisjournalÎncă nu există evaluări
- Project Execution and Control: Lunar International College July, 2021Document35 paginiProject Execution and Control: Lunar International College July, 2021getahun tesfayeÎncă nu există evaluări
- Policy 0000000001523360 PDFDocument15 paginiPolicy 0000000001523360 PDFunique infraÎncă nu există evaluări
- Dove Case Study QNA: Presented - Rachna JoshiDocument7 paginiDove Case Study QNA: Presented - Rachna JoshiGo2 MummaÎncă nu există evaluări
- Lect7 Grinding Advanced ManufacturingDocument33 paginiLect7 Grinding Advanced Manufacturingsirac topcuÎncă nu există evaluări
- Sample Resume FinalDocument2 paginiSample Resume FinalSyed Asad HussainÎncă nu există evaluări
- Product DetailsDocument215 paginiProduct DetailsEric MagnayeÎncă nu există evaluări
- Quote Generator DocumentDocument47 paginiQuote Generator DocumentPrajwal KumbarÎncă nu există evaluări
- Nagpur Company List 2Document10 paginiNagpur Company List 2Kaushik BachanÎncă nu există evaluări
- Guidelines in Research Proposal WritingDocument19 paginiGuidelines in Research Proposal WritingMark RelloresÎncă nu există evaluări
- 70 Fernando Medical Enterprise Vs Wesleyan University PDFDocument2 pagini70 Fernando Medical Enterprise Vs Wesleyan University PDFTon Ton CananeaÎncă nu există evaluări
- Yosys+Nextpnr: An Open Source Framework From Verilog To Bitstream For Commercial FpgasDocument4 paginiYosys+Nextpnr: An Open Source Framework From Verilog To Bitstream For Commercial FpgasFutsal AlcoletgeÎncă nu există evaluări
- 164 Dashboard Annotated Ver 2a W-InsertDocument1 pagină164 Dashboard Annotated Ver 2a W-Insertoleg164Încă nu există evaluări
- Photoshop TheoryDocument10 paginiPhotoshop TheoryShri BhagwanÎncă nu există evaluări
- Agricultural Extension System in Sudan FinalDocument52 paginiAgricultural Extension System in Sudan FinalMohamed Saad AliÎncă nu există evaluări
- Pas 16 - Property Plant and EquipmentDocument4 paginiPas 16 - Property Plant and EquipmentJessie ForpublicuseÎncă nu există evaluări
- Universal Declaration of Human RightsDocument36 paginiUniversal Declaration of Human RightsJanine Regalado100% (4)
- QuaverEd Lesson Plan 6-7Document10 paginiQuaverEd Lesson Plan 6-7zgyleopardÎncă nu există evaluări
- Thermister O Levels Typical QuestionDocument4 paginiThermister O Levels Typical QuestionMohammad Irfan YousufÎncă nu există evaluări
- Guia de Desinstalación de ODOO EN UBUNTUDocument3 paginiGuia de Desinstalación de ODOO EN UBUNTUjesusgom100% (1)
- Nacc NCCRDocument6 paginiNacc NCCRChaitra Gn100% (1)
- Astm D7830 - D7830M-2013 - 8750Document3 paginiAstm D7830 - D7830M-2013 - 8750Wael SeoulÎncă nu există evaluări
- 213-Article Text-620-1-10-20201118Document6 pagini213-Article Text-620-1-10-20201118Arlin FebriantiÎncă nu există evaluări